用于确定流体的流变参数的方法与流程
1.本发明属于涂料的流变学检测方法,涉及一种用于确定流体的流变参数的方法,尤其涉及一种涂料的流变性能的检测方法。
背景技术:
2.液体在承受应力时产生不可逆形变的性质叫做液体的流变性。流变性是涂料在生产、贮存和施工过程中表现出来的重要性质之一,并且会直接影响涂料干膜的质量和性能。而粘度(单位通常为帕秒pa
·
s)是涂料流变性的一个重要指标。涂料在剪切力的作用下以一定的速度差作平行流动,单位面积所受的力称为剪切力,速度梯度称为剪切速率,剪切力与剪切速率的比值称为粘度,是液体抵制流动的量度。
3.涂料通常是一种非牛顿流体,有较大的假塑性,其粘度和剪切速率之间不具有线性关系。涂料的粘度随着剪切速率的逐渐增加,表现出极快的降低。如果涂料的粘度太高,流平性差,在漆膜上就容易出现像橘皮一样的麻点或者粗糙的纹理,涂层表面起皱或呈橘皮状凹凸不平。如果涂料的粘度偏低,采用浸、淋、喷、刷等涂装方法的场合,涂料在被涂物的垂直面和边缘附近积留后,容易照原样固化并牢固附着,称为流挂。因此,在对涂料涂装具有高要求的应用上(例如汽车涂料),需要较为准确地预测涂料的粘度及其流变学性能,从而更好地判断在现场使用时该涂料是否容易出现流挂或橘皮现象。
4.现有技术中通常采用传统的粘度杯、旋转粘度计等涂料粘度的检测方法,都无法做到准确的测量和预测,涂料在涂装施工过程中发生漆膜弊病的风险依然很高。发生漆膜弊病后,涂装线就需要停线或者返工,带来了较大的经济损失。
5.有鉴于此,本领域亟需一种可以确定流体的粘度以及流变参数的方法,从而帮助现场使用时准确地预测是否会发生流挂或者橘皮等不良现象。
技术实现要素:
6.为了克服上述技术问题,本发明提供了一种用于确定流体的流变参数的方法,从而提供一种简单易行的涂料及相关原材料的流变学检测方法,可以有效避免大部分现场涂装时发生的流挂和橘皮等不良现象。
7.本发明提供了一种用于确定流体的流变参数的方法,其按顺序地包括以下的步骤::
8.(1)配制涂料样品,将涂料稀释至施工条件,模拟涂料样品在喷涂时的剪切速率,测试粘度;
9.(2)测试粘度,模拟涂料样品的剪切速率为小于0.2至0.3s-1
;
10.(3)测试粘度,模拟涂料样品的剪切速率为小于0.4至0.6s-1
;
11.(4)测试粘度,模拟涂料样品的剪切速率为小于0.7至0.9s-1
;
12.(5)测试粘度,模拟涂料样品的剪切速率为1.0至1.2s-1
;
13.(6)测试粘度,模拟涂料样品的剪切速率为1.4至1.6s-1
;
14.(7)测试粘度,模拟涂料样品的剪切速率为1.8至2.2s-1
;
15.(8)测试粘度,模拟涂料样品的剪切速率为2.8至3.2s-1
;
16.(9)测试粘度,模拟涂料样品的剪切速率为4.0至5.0s-1
;
17.(10)基于模型的迭代拟合将一个合适的模型与一个测得的粘度进行拟合,得到涂料样品的屈服应力。
18.进一步地,步骤(1)中的剪切速率为500至1000s-1
。
19.进一步地,所使用的模型为hershel-bulkey模型。
20.进一步地,所述模型的幂函数为,其中k为粘度系数(pa*sn),n为流动指数,η为粘度(pa*s),为剪切速率(s-1
),τ0为屈服应力(pa)。
21.进一步地,所述模型中,步骤(2)至(8)的剪切速率为x轴,粘度为y轴。
22.进一步地,所述粘度是在23
±
0.5℃温度条件下进行测试。
23.进一步地,判断所述流体是否合格的标准为溶剂型清漆屈服应力为0.95
±
0.05pa,水性色漆的屈服应力为0.55
±
0.05pa。
24.进一步地,对于溶剂型清漆,所述施工条件是23℃施工粘度涂-4杯25-40秒。
25.进一步地,对于水性色漆,所述施工条件为b型粘度计在6rpm下,粘度为1000至7000mpa*s。
26.由于采用上述技术方案,本发明具有以下优点和有益效果:
27.1.本发明的方法通过测试不同剪切速率下的粘度,从这些简单易得的数据,回归分析得到涂料在流平时的屈服应力。通过分析屈服应力的数值范围,更好地平衡涂料在现场的流挂和流平,保证较好的涂装外观。
28.2.根据获得的屈服应力的数值范围,不仅可以确认涂料最合适的施工条件,也可以指导配方设计与优化,保证涂料的流平与流挂性能处于最佳状态,从而预测涂料在实际喷涂时的表现。
29.3.本发明的方法不仅仅可以用在涂料产品中,也可通过该方法检测相类似的材料尤其是流变性树脂等材料的的流变性能,作为一种强力且稳定的控制手段实现最佳效果。
30.4.首次创新地将hershel-bulkey流变学数学模型应用在涂料这一传统领域,通过常规易得的粘度数据,精确、稳定、普适地预测涂料在涂装应用时外观和施工性的表现,减少大量重复的涂料制造与涂装实验,提高经济效益的同时,减少涂料对环境的负面影响。
附图说明
31.图1显示了使用三涂二烘工艺在打孔钢板上进行涂装的示意图。
具体实施方式
32.下面结合附图详细说明本发明的具体实施例。然而,应当将本发明理解成并不局限于以下描述的这种实施方式,并且本发明的技术理念可以与其他公知技术或功能与那些公知技术相同的其他技术组合实施。
33.在以下具体实施例的说明中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为
基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不理解为对本发明的限制。
34.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或隐含地包括一个或多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的规定。
35.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
36.除非清楚地指出相反的,这里限定的每个方面或实施方案可以与任何其他一个或多个方面或一个或多个实施方案组合。特别地,任何指出的作为优选的或有利的特征可以与任何其他指出的作为优选的或有利的特征组合。
37.本发明中,对hershel-bulkey流变学数学模型进行拟合的软件包括但不限于matlab(美国mathworks公司),origin(美国origin lab公司),minitab(美国minitab公司),excel(美国microsoft公司)等。
38.实施例1:确认汽车罩光清漆合适的施工粘度:
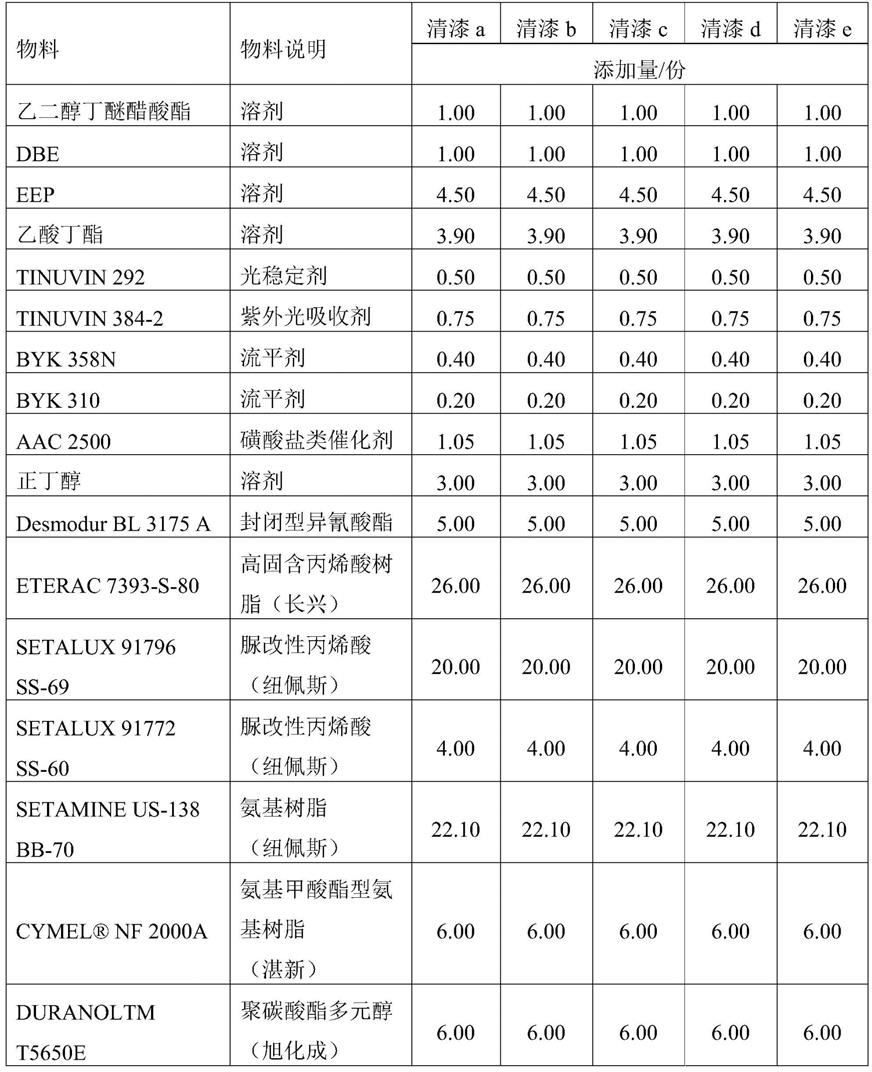
39.步骤一:如下表1所示的配方(重量份)配置清漆a、清漆b、清漆c、清漆d和清漆e。
40.表1实施例1中的清漆a~清漆e的配方
[0041][0042][0043]
其制备方法包括如下过程:
[0044]
1)向主缸a中依次加入乙二醇丁醚醋酸酯,混合二元酸二元酯(dbe)、3-乙氧基丙酸乙酯(eep)及乙酸丁酯,在200-400rpm的转速下,搅拌10分钟;
[0045]
2)在300-500rpm的转速下,向主缸a中依次加入tinuvin 292、tinuvin 384-2、byk358n及byk 310,加入完毕后继续搅拌30分钟;
[0046]
3)向副缸b中加入正丁醇,之后在200-400rpm的匀速搅拌下,加入aac 2500,继续搅拌15分钟;再将所得副缸b中的混合物,在主缸a处于300-500rpm搅拌的状态下,加入到主缸a中,加入完毕后继续搅拌20分钟;
[0047]
4)在300-500rpm的转速下,向主缸a中依次加入desmodur bl 3175a,eterac 7393-s-80,加入完毕后继续搅拌20分钟;
[0048]
5)在300-500rpm的转速下,向主缸a中依次加入setalux 91796ss-69,setalux 91772ss-60,加入完毕后继续搅拌30分钟;
[0049]
6)在300-500rpm的转速下,向主缸a中依次加入setamine us-138bb-70,nf 2000a,加入完毕后继续搅拌30分钟;
[0050]
7)在300-500rpm的转速下,向主缸a中加入duranoltm t5650e,加入完毕后继续搅拌30分钟;
[0051]
8)使用适量正丁醇和dbe将主缸a中清漆稀释到表1中所述适合粘度,得到所述清漆a、清漆b、清漆c、清漆d和清漆e。
[0052]
测试粘度的步骤如下,均采用mcr高级旋转流变仪(购自安东帕股份有限公司):
[0053]
步骤一:测试粘度,模拟喷涂时的粘度变化。设置设备温度是23℃,剪切速率是500~1000s-1
,检测时间是30~150s。每1s测试一个数据,取平均值,模拟喷涂时的粘度变化。
[0054]
步骤二:测试粘度,模拟流平时的粘度变化。设置设备温度是23℃,剪切速率是0.2~0.3s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0055]
步骤三:测试粘度,模拟流平时的粘度变化。设置设备温度是23℃,剪切速率是0.4~0.6s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0056]
步骤四:测试粘度,模拟流平时的粘度变化。设置设备温度是23℃,剪切速率是0.7~0.9s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0057]
步骤五:测试粘度,模拟流平时的粘度变化。设置设备温度是23℃,剪切速率是1.0~1.2s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0058]
步骤六:测试粘度,模拟流平时的粘度变化。设置设备温度是23℃,剪切速率是1.4~1.6s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0059]
步骤七:测试粘度,模拟流平时的粘度变化。设置设备温度是23℃,剪切速率是1.8~2.2s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0060]
步骤八:测试粘度,模拟流平时的粘度变化。设置温度是23℃,剪切速率是2.8~3.2s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0061]
步骤九:测试粘度,模拟流平时的粘度变化。设置设备温度是23℃,剪切速率是4~5s-1
,检测时间是10~20s。每1s测试一个数据,取平均值,模拟喷涂后,流平时的粘度恢复。
[0062]
步骤十:步骤二至步骤九中获得的数据,以剪切速率为x轴,粘度为y轴获得曲线。使用hershel-bulkey进行指数函数拟合,得到涂料在流平时的屈服应力。结果如下表2所示。
[0063]
步骤十一:在经过磷酸锌处理的钝化钢板上,涂装电泳涂料pn-310(阳离子电泳涂料,购自立邦涂料),涂装到使干燥涂膜膜厚可达20μm为止,在160℃下加热30分钟使其固化后冷却,从而形成固化电泳涂膜。之后在此电泳涂膜上采用三涂二烘工艺对前述各制备得到的罩光清漆进行喷涂。所相关其他涂料如下表3所示。
[0064]
三涂二烘工艺简述如下:先将底漆或中涂漆应用施工到底材上并将其固化,将色漆应用施工到底漆或中涂涂层已经固化的所述底材上,然后将所述清漆组合物施工到未固化的色漆表面,最后将两部分涂层同时固化,以获得所述多涂层涂饰体系,所述多涂层涂饰体系为三涂两烘体系。
[0065]
表3实施例1中三涂二烘工艺使用的各涂层的配方及施工条件
[0066][0067]
步骤十二:使用byk桔皮仪wavescan测试各清漆的外观,包括lw长波、sw短波、doi鲜映性的值;每块涂料板测试三次,取平均值。结果如上表2所述。
[0068]
步骤十三:使用该三涂二烘工艺在图1所示打孔钢板上进行涂装。中涂与色漆与步骤十一相同,为正常喷涂。清漆进行喷涂时,喷涂方向从右至左,喷枪行走速度由慢变快,由此形成膜厚由厚到薄的涂层。测量复合涂层流挂至圆孔下边缘0.5cm处膜厚作为涂料流挂极限膜厚。结果如表2所示。
[0069]
表2实施例1中各清漆的测试结果
[0070][0071]
由表2可以看出,清漆b与清漆c的屈服应力在0.9~1.1pa的范围内,外观和流挂极
限均有较好的表现。清漆a的屈服应力略微偏高,清漆在涂装后一段时间内流动性稍差,表现出较好的流挂极限与略差的外观及长波/短波数据。清漆d的粘度略低于清漆c,屈服应力却大幅变小,可见屈服应力与粘度并不呈现线性关系。结果清漆d表现出较好的外观与略低的流挂极限,会给实际现场汽车喷涂带来一定的风险。清漆e无屈服应力,也就是说涂料基本已失去了假塑性,在极小的应力环境下,也可产生较大的流动,导致了极度的流挂极限,无法在现场涂装应用。
[0072]
可见,通过上述方法得到的涂料屈服应力数值,即可预测涂装时涂料的实际外观及施工性表现。
[0073]
实施例2:确定汽车罩光清漆合适的配方
[0074]
同实施例1中所用的方法,制备清漆c、清漆c1、清漆c2、清漆c3、清漆c4和清漆c5。不同之处在于流变树脂setalux 91796ss-69和setalux 91772ss-60在配方中的使用量。使用量详见表4。
[0075]
表4实施例2中的各清漆配方
[0076]
[0077][0078]
采用与实施例1中相同的步骤,对实施例2中的各清漆涂料进行屈服应力、外观、流挂等测试。结果如表5所示。
[0079]
表5实施例2中各清漆测试结果
[0080][0081]
对比表5中的各数据,屈服应力随着流变树脂的用量增加而逐渐增加。但当流变树脂的用量在清漆c的基础上继续增加时,该树脂之间氢键等互相作用力的增加开始变得缓慢,屈服应力的提高也变得缓慢,清漆c1和清漆c2的流挂极限的提高不明显。清漆c3和清漆c4的流变树脂用量不足,在此范围内提高用量,屈服应力和流挂极限有较快的提升。如清漆c5,当配方中不使用流变树脂,无屈服应力,流挂极限较低,无法满足客户现场的涂装要求。
[0082]
实施例3:对罩光清漆涂膜质量的预检测
[0083]
按照如实施例1中清漆c的配方,不同之处在于setalux 91796ss-69和setalux91772ss-60的批次不同,其本身屈服应力的不同,如表6所示,制备清漆f至清漆j,进行屈服应力的检测,理论上对屈服应力的要求为0.95
±
0.05pa。
[0084]
表6实施例3中各批次清漆
[0085][0086]
采用与实施例1中相同的方法,对上述清漆f至清漆j进行了外观和流挂极限的测试。清漆i和清漆j两个批次的屈服应力不合格。清漆i的屈服应力过低,会导致较低的流挂极限,用于汽车涂料时,会引起车身边角等部分区域流挂的轻微漆膜弊病。清漆j的流挂极限偏低较多,如果提供至现场使用,将导致严重的漆膜外观和流挂问题。因此,采用该方法可以在正式提供给使用者之前,及时有效地预测清漆的异常,避免现场涂装的质量问题。
[0087]
同时在本例中,屈服应力异常的较大原因为setalux 91796ss-69与setalux 91772ss-60流变树脂的屈服应力产生了较大的波动。这两树脂均为为聚脲结构,生产工艺较复杂。通过半结晶的微结构,产生较大的分子间作用力,从而使得涂料体系有较佳的触变性和屈服应力。然而,在生产该类型产品时,往往也会因为各种因素的波动,引起最终产品的质量不稳定,有一定残次品出现的几率。此类原材料的质量问题较难通过粘度,固含量等常规检测手段发现。如上所述,通过本发明专利的检测方法,可以发现原材料,尤其是核心原材料的隐蔽问题。
[0088]
实施例4:优化水性涂料配方
[0089]
本发明的方法在在水性涂料的配方优化和生产质量控制等方面也可以作为一种有效的测试手段。
[0090]
如表7所示的配方,安装如下步骤,分别制造各色漆。
[0091]
第一步:向辅缸a中加入aluminum paste lx-318s及a-903k-sp,之后加入乙二醇异幸醚和异幸醇使其溶解,搅拌10min;之后依次加入acs-1016、surfynol-440、byk-345,disperbyk-182,搅拌20min获得混合物。
[0092]
第二步:向主缸b中依次加入daotan vtw 6462/36wa、np-6100、cymel 250,搅拌30min;再依次加入cymel 370n、byk-011,搅拌15min,用二甲基乙醇胺10%水溶液调节ph值为7.8-8.5之间。
[0093]
第三步:向主缸b中依次加入luhydran s 938t、adekanol uh-814n,搅拌30min;再依次加入acw-1011和ar-2000(t)g314/bf-21paste udp,搅拌20min。
[0094]
第四步:向主缸b中边搅拌边加入辅缸a中的混合物,用乙二醇异幸醚冲洗辅缸a,洗液并入主缸b中,搅拌15min。
[0095]
第五步:向主缸b中边搅拌边依次加入纯水,rheovis as 1130助剂,乙二醇丁醚,
和二甲基乙醇胺10%水溶液,搅拌30min。
[0096]
第六步:用二甲基乙醇胺10%水溶液调节ph值7.8-8.5之间;用纯水调节b型粘度6rpm时为3000-4500,获得所述水性色漆。
[0097]
表7实施例4中各色漆
[0098]
[0099]
[0100][0101]
如实施例1中的方法,对不同水性色漆的屈服应力、施工性、外观等进行喷涂测试。由水性色漆1~水性色漆4,在不同的转子粘度下,水性色漆表现出不同的屈服应力。与清漆不同,水性色漆的涂装膜厚为15~17μm,平衡外观与流挂的屈服应力的最佳点为0.55
±
0.05pa。但是值得注意的是,在实施例1中,屈服应力与粘度杯并没有完全的比例关系。在实施例4,水性色漆5~8中表现得更明显,水性增稠剂adekanol uh-814n的用量不同时,即使转子粘度均为4000~4500mpa*s的较小范围内,屈服应力也表现出了较大的差异。使用该方法测得的屈服应力,来预测水性色漆的流平、流挂及施工性能,比传统的粘度杯或转子粘度等的有效性高很多。
[0102]
本发明的用于确定流体的流变参数的方法及其应用,通过测试涂料在不同剪切速率下的粘度,获得该涂料在施工应用时的屈服应力,预测涂料在现场的流挂、流平和施工性,保证较好的涂装外观。根据测得的数据,可以确认不同的涂料在不同的施工条件下,屈服应力在什么范围,流平与流挂性能最佳。在配方设计,生产控制等方面都是一种十分有效的检测及质量保证手段。
[0103]
如无特别说明,本文中出现的类似于“第一”、“第二”的限定语并非是指对时间顺序、数量、或者重要性的限定,而仅仅是为了将本技术方案中的一个技术特征与另一个技术特征相区分。同样地,本文中出现的类似于“一”的限定语并非是指对数量的限定,而是描述在前文中未曾出现的技术特征。同样地,本文中在数词前出现的类似于“大约”、“近似地”的修饰语通常包含本数,并且其具体的含义应当结合上下文意理解。同样地,除非是有特定的数量量词修饰的名词,否则在本文中应当视作即包含单数形式又包含复数形式,在该技术方案中即可以包括单数个该技术特征,也可以包括复数个该技术特征。
[0104]
本说明书中所述的只是本发明的较佳具体实施例,以上实施例仅用以说明本发明的技术方案而非对本发明的限制。凡本领域技术人员依本发明的构思通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在本发明的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1