一种基于位移—转矩测量的正游隙测量装置的制作方法
一种基于位移
—
转矩测量的正游隙测量装置
技术领域
1.本发明涉及轮毂轴承的领域,具体涉及一种基于位移—转矩测量的正游隙测量装置。
背景技术:
2.轮毂轴承是一种承载重量和为轮毂转动提供精确引导的汽车零部件。轮毂轴承的游隙通常用专用的设备进行测量。现有技术专利申请号为201420743371.4的设备,其结构为:上、下支架分别固定于工作台上下两侧,纵向升降驱动装置能驱动外圈定位环下降轴承外圈,上加压气缸结构与外圈定位环固定连接,上加压气缸结构的活塞杆下端与上内圈压盘固定连接,上内圈压盘能压紧轴承内圈上端面,下加压气缸结构的活塞杆上端与下内圈压盘固定连接,下内圈压盘能压紧轴承内圈下端面,测量笔能够对上加压气缸结构的活塞杆上端面高度连续取值并传信于控制系统。现有技术方案主要存在以下缺陷:结构复杂,由于需要固定安装的运动执行机构过多,导致整体机架占用空间过大;并且不能判断轴承处于正游隙还是负游隙状态。
技术实现要素:
3.本发明的目的在于克服现有技术存在的不足,而提供一种基于位移—转矩测量的正游隙测量装置。
4.本发明的目的是通过如下技术方案来完成的:这种基于位移—转矩测量的正游隙测量装置,主要包括位移传感器固定支架、位移传感器、压装质量块、轴承法兰、轴承外圈、螺栓、环形压块、垫片、调整套、轴承内圈、底部压头、螺纹旋转顶杆、底座、扭矩扳手,螺纹旋转顶杆配合安装在底座中心的螺纹孔内,螺纹旋转顶杆顶端配合安装底部压头,调整套安装于底座的上方并与底座的大沉孔相配合,轴承法兰安装在由轴承内圈和轴承外圈构成的轴承内,轴承法兰、轴承内圈和轴承外圈为轮毂轴承单元,轴承外圈安装在调整套上,轴承外圈的安装面与调整套的中心圆孔相配合,底部压头顶端台阶配合轴承法兰内孔,垫片放置于调整套之上,环形压块放置于轴承外圈和垫片之上,环形压块上设有通孔,通孔的宽度与调整套上的通孔直径相匹配,环形压块通过螺栓和通孔的定位贯穿拧紧到调整套上,压装质量块放置在轴承法兰盘上面,位移传感器安装在位移传感器固定支架上,位移传感器固定支架的位置固定,位移传感器轴线与轮毂轴承单元的中心轴线重合,位移传感器底部的测量头与压装质量块上部中心的圆形浅槽相对,并始终保持接触进行测量,螺纹旋转顶杆配套有扭矩扳手。
5.所述螺纹旋转顶杆的末端为半球形凸起,与底部压头下端半球形凹槽相配合,底部压头半球形凹槽的半径大于螺纹旋转顶杆半球形凸起的半径,两者之间形成配合对中。
6.所述环形压块上的通孔为长条形。
7.所述轴承法兰的底部挖有圆形凹槽,圆形凹槽和压装质量块的法兰盘安装面配合。
8.本发明的有益效果为:本发明创造性地使用扭矩测量和位移测量相结合的方法,针对三代轮毂轴承单元,可以用于分辨轴承的正负游隙状态,同时可直接测量出正游隙的数值,可用于产品加工制造完成后的检测,对产品的游隙是否处于设计范围内进行评估,有利于产品质量的把控以及产品失效后的分析研究;机构简单,可手动安装和拆卸,结构紧凑且易于操作,占用空间小,适用于各种场合。
附图说明
9.图1为现有技术的结构示意图。
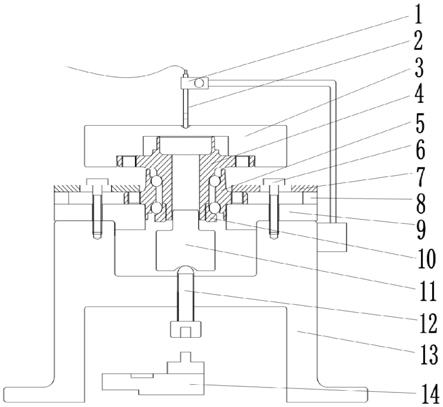
10.图2为本发明的结构示意图。
11.附图标记说明:位移传感器固定支架1、位移传感器2、压装质量块3、轴承法兰4、轴承外圈5、螺栓6、环形压块7、垫片8、调整套9、轴承内圈10、底部压头11、螺纹旋转顶杆12、底座13、扭矩扳手14。
具体实施方式
12.下面将结合附图对本发明做详细的介绍:
13.实施例:如附图所示,这种基于位移—转矩测量的正游隙测量装置,主要包括位移传感器固定支架1、位移传感器2、压装质量块3、轴承法兰4、轴承外圈5、螺栓6、环形压块7、垫片8、调整套9、轴承内圈10、底部压头11、螺纹旋转顶杆12、底座13、扭矩扳手14,螺纹旋转顶杆12配合安装在底座13中心的螺纹孔内,通过旋转实现螺纹旋转顶杆12的上下移动,螺纹旋转顶杆12顶端配合安装底部压头11,螺纹旋转顶杆12的末端为半球形凸起,与底部压头11下端半球形凹槽相配合,底部压头11半球形凹槽的半径大于螺纹旋转顶杆12半球形凸起的半径,两者之间形成配合对中。调整套9安装于底座13的上方并与底座13的大沉孔相配合,调整套9上有四个通孔,通孔的大小位置与底座13上的四个螺纹孔相对应,可实现螺栓连接,轴承法兰4安装在由轴承内圈10和轴承外圈5构成的轴承内,轴承法兰4、轴承内圈10和轴承外圈5为轮毂轴承单元,轴承外圈5安装在调整套9上,轴承外圈5的安装面与调整套9的中心圆孔相配合,实现轮毂轴承单元的安装定位,底部压头11顶端台阶配合轴承法兰4内孔,垫片8放置于调整套9之上,环形压块7放置于轴承外圈5和垫片8之上,环形压块7上设有通孔,通孔的宽度与调整套9上的通孔直径相匹配,环形压块7通过螺栓6和通孔的定位贯穿拧紧到调整套9上,环形压块7上的通孔为长条形,可以实现环形压块7左右位置的调整,以适配于轮毂轴承单元的尺寸。保证轴承外圈5被固定在调整套9上不发生移动,压装质量块3放置在轴承法兰盘4上面,轴承法兰4的底部挖有圆形凹槽,圆形凹槽和压装质量块3的法兰盘安装面配合。位移传感器2安装在位移传感器固定支架1上,位移传感器固定支架1的位置固定,位移传感器2轴线与轮毂轴承单元的中心轴线重合,位移传感器2底部的测量头与压装质量块3上部中心的圆形浅槽相对,并始终保持接触进行测量,螺纹旋转顶杆12配套有扭矩扳手14。
14.本发明工作过程:
15.本发明组装完成后,将位移传感器2和扭矩扳手14的显示数值清零,使用扭矩扳手14去扭转螺纹旋转顶杆12,从而带动底部压头11实现竖直向上的位移运动。底部压头11持续向上运动,直到其上方台阶部位与轴承内圈10相接触,由于轴承内圈10和轴承法兰4之间
的配合,两者结合在一起形成一个整体向上的运动,从而使得压装在轴承法兰4上的压装质量块3也实现相同的位移,该位移量被位移传感器2实时采集记录。在试验测量的全过程中,扭矩扳手14也实时显示记录扭转螺纹旋转顶杆12所需要的扭矩值,当旋转扭矩达到一定值时,停止扭转,位移传感器2上显示的则为轮毂轴承单元的正游隙值。
16.本发明的试验结果分析与评价:
17.本发明可以用于辨别轮毂轴承的游隙所处的正、负游隙状态,如果轮毂轴承单元处于正游隙状态,也就是轴承法兰4和轴承内圈10形成的轴承内滚道与轴承外圈5的外滚道、滚动体之间存在间隙,在这种情况下,当底部压头11与轴承内圈10相接触开始产生位移,并且被位移传感器2检测记录时,扭矩扳手14上显示的数值非常小,并且在一定的位移范围内保持不变。如果轮毂轴承单元处于负游隙状态,也就是轴承法兰4和轴承内圈10形成的轴承内滚道与轴承外圈5的外滚道、滚动体之间存在挤压,在这种情况下,当底部压头11与轴承内圈10相接触开始产生位移,并且被位移传感器2检测记录时,扭矩扳手14上显示的数值较大,并随着位移的增大而增大。
18.实施例2:在实施例1的基础上,将手动测量的过程改进为自动测量的方式,将扭矩扳手14替换为带有扭矩传感器的旋转装置,如电机、气动马达和液压马达等装置,实现测量过程的自动化,同时可以将测量得到的数据结果自动传输到处理器中,对位移—扭矩数据进行分析处理,根据处理的结果,既可以获取正游隙轴承的游隙值,也可以根据公式和标准样件数据进行间接的计算,获取负游隙轴承的游隙值。
19.可以理解的是,对本领域技术人员来说,对本发明的技术方案及发明构思加以等同替换或改变都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1