一种列车支座专用检测工具的制作方法
1.本实用新型涉及机械加工制造技术领域,特别涉及一种列车支座专用检测工具。
背景技术:
2.列车支架属于车辆工程机械类零部件,结构较为复杂,产品在生产过程中极易出现变形,在入库前需检测尺寸,如果发生变形就需要对铸件进行矫正,以达到合格的尺寸。该产品圆弧面不仅是客户装车时的间隙配合面,也是精加工的毛坯定位面,圆弧尺寸要求非常严格,达到r3500/+0.5,且表面质量不准有任何凹凸不平情况。现有的检测手段,多为人工使用常规手段检测工具,如游标卡尺,三坐标等。然而,该产品已经大批量生产,在检测该产品尺寸的过程中,用游标卡尺检测该零件,操作繁琐且误差大,为之后的尺寸矫正、返修带来巨大不便,生产效率低下;用三坐标检测,虽然能得到相对准确的尺寸数据,但是工作效率十分低下,而且检测成本太高,不适应大批量生产要求。
技术实现要素:
3.本实用新型的主要目的在于提供一种列车支座专用检测工具,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型采取的技术方案为:一种列车支座专用检测工具,包括下底座,所述下底座的上端面一端固定连接l型支撑架,所述l型支撑架的横架上螺纹连接螺纹杆,所述螺纹杆的上端固定连接旋转盘,所述螺纹杆的下端固定连接上盖板,所述上盖板的下端面通过圆柱固定连接检测圆弧块,所述下底座的上端面放置列车支座铸件,所述列车支座铸件的弧形面与检测圆弧块的弧形面对应设置。
5.优选的,所述检测圆弧块的圆弧面表面为耐磨层。
6.优选的,所述检测圆弧块的圆弧面表面猝火处理。
7.优选的,所述下底座的上端面位于列车支座铸件的两侧对称固定连接限位柱。
8.优选的,所述限位柱与下底座通过螺纹连接且所述下底座的上端面设有若干个与限位柱螺纹连接的螺纹孔。
9.优选的,所述圆柱为四个且矩形阵列分布。
10.与传统技术相比,本实用新型产生的有益效果是:本实用新型通过把待检测铸件放于下底座上端面,在检测圆弧块的正下方,缓慢旋转旋转盘,使检测圆弧块前部圆弧与铸件上的圆弧接触,接触后查看接触面的间隙,如有间隙则铸件此圆弧面需用打磨工具进行抛光,反之则合格,本实用新型操作方便,可以快速、准确的检测出零件尺寸,检测效率高,尤其适用于大批量产品检测。
附图说明
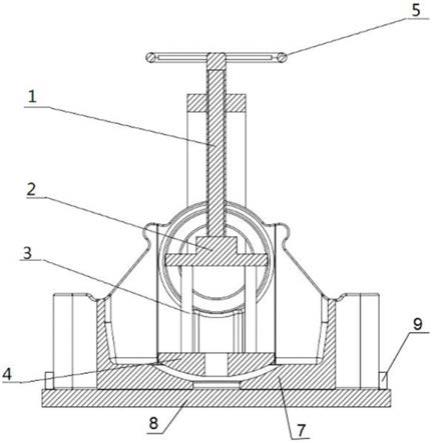
11.图1为本实用新型的整体结构剖面示意图;
12.图2为本实用新型的整体结构侧面示意图。
13.图中:1、螺纹杆;2、上盖板;3、圆柱;4、检测圆弧块;5、旋转盘;6、l型支撑架;7、列车支座铸件;8、下底座;9、限位柱。
具体实施方式
14.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
15.如图1
‑
2所示,一种列车支座专用检测工具,包括下底座8,所述下底座8的上端面一端固定连接l型支撑架6,所述l型支撑架6的横架上螺纹连接螺纹杆1,所述螺纹杆1的上端固定连接旋转盘5,所述螺纹杆1的下端固定连接上盖板2,所述上盖板2的下端面通过圆柱3固定连接检测圆弧块4,所述下底座8的上端面放置列车支座铸件7,所述列车支座铸件7的弧形面与检测圆弧块4的弧形面对应设置。
16.本实施例中,所述检测圆弧块4的圆弧面表面为耐磨层。
17.本实施例中,所述检测圆弧块4的圆弧面表面猝火处理。
18.本实施例中,所述下底座8的上端面位于列车支座铸件7的两侧对称固定连接限位柱9。
19.本实施例中,所述限位柱9与下底座8通过螺纹连接且所述下底座8的上端面设有若干个与限位柱9螺纹连接的螺纹孔。
20.本实施例中,所述圆柱3为四个且矩形阵列分布。
21.具体实施时,待检测列车支座铸件7放于下底座8上,同时列车支座铸件7的圆弧部位对准检测圆弧块4,通过旋转旋转盘5,使螺纹杆1转动,从而使固定在螺纹杆1下方的上盖板2做下降运动,而与上盖板2中间通过四根圆柱3固定一起的检测圆弧块4同时做下降运动,下降到检测圆弧块4上的圆弧面与铸件圆弧接触为止,通过观察检测圆弧块4上的圆弧与列车支座铸件7的圆弧接触位置的间隙均匀程度来判定列车支座铸件7的圆弧处的表面轮廓度尺寸。间隙均匀则合格,反之则不合格,必须要重新精整抛光以达到合格的圆弧轮廓尺寸,本实用新型操作方便,可以快速、准确的检测出零件尺寸,检测效率高,尤其适用于大批量产品检测。
22.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1