一种小麦外观品质的在线检测装置
1.本实用新型属于智能检测技术领域,具体涉及一种小麦外观品质的在线检测装置。
背景技术:
2.小麦是我国三大谷物之一,2019年我国的小麦产量近1.31亿吨,占全世界小麦生产总量的17%。但是我国小麦的产后综合损失率为7.8%,其中储藏环节发生品质变化而损失比例占40%,因此在食品加工生产过程中对小麦进行品质检测就显得尤为重要。在国标《gb1351
‑
2008小麦》中,将品质发生变化但仍有食用价值的小麦颗粒称为不完善粒,包括虫蚀粒、破损粒、赤霉病粒、黑胚粒、生芽粒和生霉粒。目前大多使用传统的人工检测,评定标准主要以容重、杂质以及缺陷粒等作为重要的判别标准,依靠检测人员的经验对小麦的品质进行评价,此方法具有不稳定性且易受人为因素影响。
3.机器视觉技术,是以图像处理技术为核心,将数字图像处理技术和数字图像分析、图像识别等技术相结合,研究出一种类似人脑的部分功能系统,并获取研究对象信息。
4.目前,有文献公开了一种棉花种子精选自动化系统及其方法,该系统通过对棉花种子颜色信息的采集、分析,控制电磁阀和喷嘴将不合格的种子筛选出来;但是该系统无法解决前后小麦粘连的问题,并且容易造成识别分类的错误。还有文献公开了一种基于机器视觉的小麦籽粒图像采集平台,该平台通过型孔的设计解决了籽粒粘连的现象;但是该平台每次的识别量有限,且每次识别完以后还需要对型孔进行填充,识别效率显著降低。
5.因此,目前利用机器视觉技术进行小麦外观品质检测存在以下问题:
6.(1)在图像处理过程中,粘连的小麦影响着图像处理的速度,导致图像处理效率低、识别正确率不高等问题;(2)在现有小麦单粒化装置的研究中,无法解决前后小麦粘连的问题。
技术实现要素:
7.针对现有技术中存在的不足,本实用新型提供了一种小麦外观品质在线检测装置,该装置可通过单粒化处理使小麦分开,即便仍有个别粘连状况,只需在图像识别部分做简单分割即可。使用 cmos线阵彩色相机可实现小麦外观品质的实时快速在线检测,这样通过简单的小麦外观品质在线检测装置即可实现小麦外观品质的识别分类。
8.本实用新型是通过以下技术手段实现上述技术目的的:
9.一种小麦外观品质在线检测装置,包括:机架、驱动部分、喂料部分、小麦单粒化部分、图像采集部分和图像识别部分;
10.所述驱动部分包括电机和传送带;所述喂料部分包括料斗和滑槽;所述小麦单粒化部分为单粒化导槽;所述图像采集部分包括遮光箱、线阵光源和图像采集装置;所述图像识别部分包括显示屏和计算机;
11.所述机架的两端分别记为第一端和第二端;沿第一端至第二端方向依次在机架上
设有固定料斗、滑槽、单粒化导槽、遮光箱;
12.所述传送带安装在机架上,其长度从第一端至第二端,且贯穿单粒化导槽和遮光箱;
13.在机架的第一端设有支架,通过支架固定料斗和滑槽;所述料斗和滑槽是一体化设计,滑槽的上方为料斗;所述滑槽的出口处对接传送带,以便经滑槽流出的小麦滑落至传送带上;
14.所述遮光箱内部正上方设有图像采集装置,遮光箱内部的侧壁设有线阵光源;所述图像采集装置与计算机电性连接;
15.所述在机架第二端的侧壁上还设有收集盒,用于小麦的收集。
16.所述,滑槽坡度设计,与传送带表面构成的内角为30
‑
45
°
,改变滑槽的坡度可调节小麦的下滑速度;
17.所述单粒化导槽内设有第一挡板、第二挡板和第三挡板;第一挡板和第二挡板的宽度与传送带的宽度相同,第三挡板由多组格栅板组成,垂直于传送带运动的方向依次排列;所述格栅板的组距为0.5~1cm,每一组格栅板之间的间距为5
‑
10mm;且相邻两组格栅板错位排列;
18.所述机架侧壁还设有电机,所述电机的输出轴与传送带一端的传动轮连接,用于驱动传送带的运动。
19.优选的,所述滑槽内设有10~15个通道,每个通道宽度可调,宽度为6~10mm。
20.优选的,所述滑槽与传送带表面构成的内角为45
°
。
21.优选的,所述格栅板的组距为1cm,每一组格栅板之间的间距为6mm。
22.优选的,所述图像采集装置为线阵cmos彩色相机和图像采集卡。
23.工作方法:
24.s1、小麦倒入料斗,经滑槽滑落于传送带的表面;然后经传送带运送至单粒化导槽,由于单粒化导槽内设有错位排列的格栅板,左右粘连的小麦可以有效分开,若有前后粘连在一起的小麦,在通过第二组格栅板时,格栅板会给小麦一个阻挡力,使其落入不同的通道,从而驱使前后粘连的小麦分开,实现了小麦的单粒化;
25.s2、经过单粒化导槽后继续由传送带运送至遮光箱,开启线阵光源,由图像采集装置对流经遮光箱的小麦进行图像采集,从而把采集到的图像信息传输至计算机,经过图像软件识别之后,在显示屏上显示识别结果;
26.s3.经过图像采集后的小麦继续经传送带传输至收集盒。
27.所述图像软件具体是在halcon软件的基础上,联合c#编程语言而设计的小麦外观品质检测系统软件;图像软件的构建为本领域的技术人员所公知的常识。
28.本实用新型的有益效果是:
29.(1)本实用新型利用机器视觉检测技术实现了小麦外观品质的分类识别。
30.(2)小麦单粒化部分导槽错位排列的设计简单,使用方便灵活,解决了传统设备小麦粒前后粘连分离困难的问题,单粒化效果改善显著,大幅度减低了依靠图像分割解决粘连问题的计算量,判别速率显著提升。
31.(3)该装置能实现小麦外观品质的全自动在线实时检测,使小麦的外观品质检测更加机械化、自动化、智能化。
附图说明
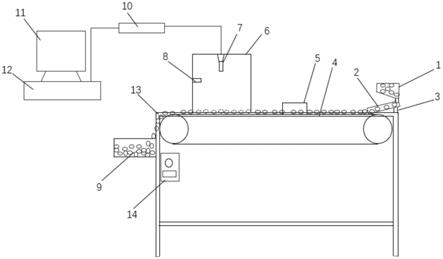
32.图1是一种小麦外观品质在线检测装置的结构示意图。
33.图2是一种小麦外观品质在线检测装置的喂料部分。
34.图3是一种小麦外观品质在线检测装置的单粒化部分。
35.其中,1
‑
料斗、2
‑
滑槽、3
‑
支架、4
‑
传送带、5
‑
单粒化导槽、6
‑
遮光箱、7
‑
线阵cmos彩色相机、8
‑
线阵光源、9
‑
小麦收集盒、10
‑
图像采集卡、11
‑
显示屏、12
‑
计算机、13
‑
机架、14
‑
电机,15
‑ꢀ
第一挡板,16
‑
第二挡板,17
‑
第三挡板。
具体实施方式
36.下面结合附图及具体实施例对本实用新型进行更加详细与完整的说明。可以理解的是,此处所描述的具体实施例仅用于解释本实用新型,而非对本实用新型的限定。
37.实施例1:
38.如图1
‑
3,一种小麦外观品质在线检测装置,包括:机架13、驱动部分、喂料部分、小麦单粒化部分、图像采集部分和图像识别部分;
39.所述驱动部分包括电机14和传送带4;所述喂料部分包括料斗1和滑槽2;所述小麦单粒化部分为单粒化导槽5;所述图像采集部分包括遮光箱6、线阵cmos彩色相机7、线阵光源8和图像采集卡10;所述图像识别部分包括显示屏11和计算机12。
40.所述机架13的两端分别记为第一端和第二端;沿第一端至第二端方向依次在机架13上设有固定料斗1、滑槽2、单粒化导槽5、遮光箱6;
41.所述传送带4安装在机架13上,其长度从第一端至第二端,且贯穿单粒化导槽5和遮光箱6;
42.在机架13的第一端设有支架3,通过支架3固定料斗1和滑槽2;所述料斗1和滑槽2是一体化设计,滑槽2的上方为料斗1;所述滑槽2的出口处对接传送带4,以便经滑槽2流出的小麦滑落至传送带4上;其中,滑槽2坡度设计,改变滑槽2的坡度可调节小麦的下滑速度;本实施例中与传送带4表面构成的内角为45
°
;同时,滑槽内设有15个通道,每个通道宽度为6mm,仅允许单列小麦通过,小麦借助自身重力滑行通过通道至传送带4。
43.所述遮光箱6内部正上方设有图像采集装置,遮光箱6内部的侧壁设有线阵光源8;其中图像采集装置由线阵cmos彩色相机7和图像采集卡10组成,所述线阵cmos彩色相机7和图像采集卡10通过数据线连接,图像采集卡10的另一端通过数据线与计算机12电性连接;
44.所述在机架13第二端的侧壁上还设有收集盒,用于小麦的收集。所述机架13侧壁还设有电机 14,所述电机14的输出轴与传送带4一端的传动轮连接,用于驱动传送带4的运动。
45.所述单粒化导槽5内设有第一挡板15、第二挡板16和第三挡板17;第一挡板15和第二挡板 16的宽度与传送带4的宽度相同,第三挡板17由三组格栅板组成,垂直于传送带4运动的方向依次排列;图中箭头方向为传送带4运动的方向;
46.每一组格栅板包括多个平行独立的格栅板,格栅板之间的间距为6mm,即用图中的字母b来表示;且相邻两组格栅板错位排列,三组格栅板之间的组距为1cm,即用图中的字母a来表示。
47.在小麦通过第一组格栅板之后,左右粘连的小麦可以有效分开,若有前后粘连在
一起的小麦,在通过第二组格栅板时,格栅板会给小麦一个阻挡力,使其落入不同的通道,从而驱使前后粘连的小麦分开,实现了小麦的单粒化。
48.检测方法:
49.s1、小麦倒入料斗1,经滑槽2滑落于传送带4的表面;然后经传送带4运送至单粒化导槽5,由于单粒化导槽5内设有错位排列的格栅板,左右粘连的小麦可以有效分开,若有前后粘连在一起的小麦,在通过第二组格栅板时,格栅板会给小麦一个阻挡力,使其落入不同的通道,从而驱使前后粘连的小麦分开,实现了小麦的单粒化;
50.s2、经过单粒化导槽5后继续由传送带运送至遮光箱6,开启线阵光源8,由线阵cmos彩色相机7实时采集流经遮光箱6的小麦图像,经图像采集卡10处理并把采集到的图像信息传输至计算机12,经过图像软件识别之后,在显示屏11上显示识别结果;
51.s3.经过图像采集后的小麦经传送带4继续传输至收集盒9。
52.其所述图像软件具体是在halcon软件的基础上,联合c#编程语言而设计的小麦外观品质检测系统软件;图像软件的构建为本领域的技术人员所公知的常识,是现有技术。
53.使用该装置对200粒小麦进行外观品质在线检测,其中180颗小麦完善粒,20颗小麦不完善粒。在该实例中使用加拿大teledyne dalsa公司的线阵cmos彩色相机,型号为:lineala
‑
cc
‑
08k05b;加拿大teledyne dalsa公司的camerlink图像采集卡,型号为:or
‑
y4c0
‑
xmx00;法国schneider公司的线阵镜头,型号为:apo
‑
componon4.0
‑
6.0;中国大恒图像公司的白色高亮线扫描光源,型号为:dhk
‑
ls225f
‑
hw。相机拍摄图像的幅宽为200mm,线阵相机行频为1024hz,曝光时间为320ms。
54.相机与图像采集卡连接成功后系统开始运行;将传送带的移动速度设定为50mm/s;将小麦放入料斗1中,通过滑槽2散落于传送带4上,经过单粒化导槽5实现单粒化;在遮光箱6进行图像采集,通过计算机12进行图像软件识别之后,进行小麦完善粒的识别运算;在显示屏11上显示识别结果,最终输出的结果为:小麦完善粒的识别正确率为97.7%,小麦不完善粒的识别正确率为 95.23%。
55.说明:以上实施例仅用以说明本实用新型而并非限制本实用新型所描述的技术方案;因此,尽管本说明书参照上述的各个实施例对本实用新型已进行了详细的说明,但是本领域的普通技术人员应当理解,仍然可以对本实用新型进行修改或等同替换;而一切不脱离本实用新型的精神和范围的技术方案及其改进,其均应涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1