一种圆形截面类零件夹持用装置的制作方法
1.本实用新型属于圆形截面类零件夹持技术领域,涉及一种圆形截面类零件夹持用装置。
背景技术:
2.圆形截面类零件是制造领域中不可或缺的一部分,无论是飞机、汽车、船舶还是其它制造领域,甚至是生活中常用的物件都广泛采用圆形截面,如钢索、钢球、圆管等。这类零件因其截面是圆形,所以不能使用夹持其它形状零件的方式来夹持。如果夹持方式不得当,会造成圆形截面类零件打滑、损伤、疲劳等不良后果。采用夹持矩形零件的夹持方式夹持圆形截面类零件难以实现,如果夹持的力过小,无法夹持稳固,进行拉伸或冲击时会打滑,甚至会危害到操作人员的生命安全;如果夹持的力过大,零件表面会产生压痕、损伤,或者产生肉眼不可见的内部缺陷,如疲劳、应力分布不均等。
3.在现有技术中,夹持圆形截面类零件的装置较为复杂,夹持装置的制造成本偏高,进而拉高了此类零件的制造、性能试验及使用的成本,而且现有工艺装置的适用性较为单一,不能满足某些特殊零件的夹持。例如,在飞机制造中比较常见的钢索,为满足产品的使用要求,需要对其进行拉伸试验,因此需要将钢索两端稳固夹持不打滑,而且要保证钢索经过试验后表面质量完好,内部不产生质量缺陷。钢索与圆管相比,拉伸试验时需要较大的力来进行,试验过程中需要保证两端夹持得足够稳固,所以钢索的稳固夹持是难以实现的。也正是因为此类圆形截面零件的夹持存在一定难度,所以设计人员在产品设计过程中会避免将一些零件设计成圆形截面,这就在一定程度上也制约了产品性能的提升。
技术实现要素:
4.本实用新型的目的是:提供了一种圆形截面类零件夹持用装置。本实用新型具有夹持稳固、经济高效不损伤圆形截面类零件的特点。
5.本实用新型的技术方案是:一种圆形截面类零件夹持用装置,包括一对对称设置的夹持单元,每个夹持单元均包括有一个底座和垂直于所述底座的夹持块,夹持块端面设有夹持半孔;所述的夹持块端面到夹持半孔最低处的距离h比夹持半孔的半径r小0.1mm。
6.前述的圆形截面类零件夹持用装置中,两对称设置的夹持单元在夹持时,两夹持块端面间的间隙δ小于或等于0.05mm。
7.前述的圆形截面类零件夹持用装置中,所述的夹持块的厚度w为4~6r。
8.前述的圆形截面类零件夹持用装置中,所述的夹持单元由45#钢或30crmnsia构成。
9.前述的圆形截面类零件夹持用装置中,两对称设置的夹持单元的底座上设置有螺栓孔,两底座间的螺栓孔两两对齐。
10.前述的圆形截面类零件夹持用装置中,两底座间的螺栓孔经螺栓连接,将两夹持单元拉紧。
11.本实用新型的优点是:本实用新型解决了圆形截面类零件夹持的问题,为各类圆形截面类零件乃至生活中常用的圆形截面类物件(如钢索、钢球、圆管等)的制造、试验和使用提供了保障,让设计人员可以根据产品结构的需要,毫无顾虑地使用此类圆形截面零件,让产品性能的提升有了更多的可能。
12.本实用新型的工艺装置中,夹持所用的两夹持块及夹持半孔,采用整体成形后切割、铣切的工艺即可制造,其他部分通过常规简单加工即可得到,其制造简单、成本低廉,能大大降低圆形截面类零件的制造、试验和使用成本。
13.本实用新型通过对工艺装置的h、δ和/或w这些重要尺寸进行重点控制,使得该工艺装置夹持稳固,并且不会使零件产生表面质量和内部组织缺陷,即不会对夹持零件本身造成损伤和疲劳,能有效辅助这类零件进行制造、性能试验及使用,同时,因其结构简单、制造方便,能大大降低这类零件的制造、性能试验及使用成本,具有较高的经济性、实用性。
14.综上所述,本实用新型具有夹持稳固、经济高效不损伤圆形截面类零件的特点。
附图说明
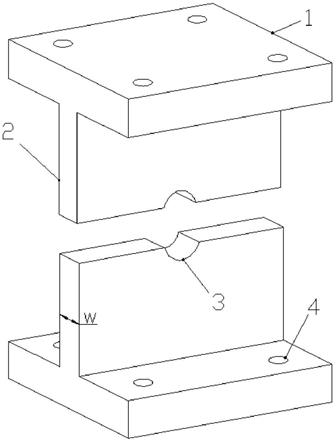
15.图1是本实用新型的结构示意图;
16.图2是两夹持单元合拢时两夹持块端面间的位置关系图。
17.附图标记:1-底座,2-夹持块,3-夹持半孔,4-螺栓孔。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
19.实施例1。一种圆形截面类零件夹持用装置,构成如图1和2所示,包括一对对称设置的夹持单元,每个夹持单元均包括有一个底座1和垂直于所述底座1的夹持块2,夹持块2端面设有夹持半孔3;所述的夹持块2端面到夹持半孔3最低处的距离h比夹持半孔3的半径r小0.1mm。通过该设置,能够使两夹持半孔3合拢夹持时能够对半径为r的圆形截面类零件产生相应的夹紧力,使夹持稳固,同时也不会因为夹持时圆形截面类零件产生的变形过大而造成损伤。
20.两对称设置的夹持单元在夹持圆形截面类零件时,两夹持块2端面间的间隙δ小于或等于0.05mm。通过该设置,能够保证夹持充分,使夹持稳固。
21.前述的夹持块2的厚度w为4~6r。该设置能使圆形截面类零件获得更充分的夹紧力。
22.前述的夹持单元由45#钢或30crmnsia构成。采用刚性较高材料,以获得更可靠的夹持。
23.两对称设置的夹持单元的底座1上设置有螺栓孔4,两底座1间的螺栓孔4两两对齐。该设置,能够保证夹持时的夹紧力均匀,避免因夹紧不均造成局部应力过于集中,损伤零件的情况。
24.两底座1间的螺栓孔4经螺栓连接,将两夹持单元拉紧。
25.实施例2。一种圆形截面类零件夹持用装置,构成如图1和2所示,包括底座1、夹持块2、连接螺栓孔4和夹持半孔3,底座1上有4个连接螺栓孔4,夹持块2上有1个夹持半孔3,该
圆形截面类零件夹持用装置一套有两个,配合使用。
26.为保障该工艺装置的强度及刚度,确保在夹持圆形截面类零件时工艺装置的结构不发生变形。该圆形截面类零件夹持用装置采用高强度、高刚度材料制造,如45#钢、30crmnsia等。
27.为保证两个底座1之间的配合,并保证采用钢制连接螺栓连接两个底座1时连接螺栓孔同心。该圆形截面类零件夹持用装置采用整体成形后切割、铣切的方式制造。
28.为保证工艺装置可以在有设备和无设备两种不同的使用条件下都能夹持零件,该圆形截面类零件夹持用装置的两个底座1的连接螺栓孔4须保证同心,采用钢制连接螺栓穿过连接螺栓孔4,将两个底座1分别连接在设备上,或者直接将两个底座1连接,直接连接两个底座1时需在另一底座1端面搭配与钢制连接螺栓尺寸相符的螺母。
29.为保证两个夹持块的工作面平行,不产生较大的倾斜和歪扭。该圆形截面类零件夹持用装置的两个夹持块2闭合后间隙小于0.05mm。
30.为保证该工艺装置能稳固的夹持不同大小的圆形截面类零件,提高其适应性。该圆形截面类零件夹持用装置的夹持半孔3的尺寸根据需夹持的圆形截面零件的直径来确定,如需夹持的圆形截面零件的半径为r,则夹持块2端面到夹持半孔3最低处的尺寸为r-0.1mm。
31.为保证工艺装置夹持较大直径零件时的强度足够,及降低夹持较小直径零件时的成本。该圆形截面类零件夹持用装置的夹持块2的厚度根据需夹持的圆形截面零件的直径来确定,如需夹持的圆形截面零件的直径为φ,则夹持块2的厚度为2~3φ。
32.制造该圆形截面类零件夹持用装置时,先根据需夹持的圆形截面类零件的尺寸计算出夹持块2的厚度,根据设备或夹持过程中的需要合理布置连接螺栓孔4的位置,取整块毛料进行铣切,铣切完成后在底座1上钻出连接螺栓孔4并保证同心,在夹持块2中心位置钻出与需夹持的圆形截面类零件的直径相同大小的孔。再从夹持块2的孔中心处按图1将整体切割成两部分,在两个夹持块2的端面分别铣切0.1mm。通过设备使用该工艺装置时,用钢制连接螺栓穿过连接螺栓孔4将其连接在设备上,将需夹持的零件放置在夹持半孔3上,通过设备对一个或两个底座1施加力使两个夹持块2闭合,则零件被该工艺装置稳固夹持。直接使用该工艺装置夹持时,通过钢制连接螺栓穿过连接螺栓孔4,在另一底座1端面搭配与钢制连接螺栓尺寸相符的螺母,将两个夹持块2预闭合,螺栓不拧紧,将需夹持的零件放置在夹持半孔3上,拧紧钢制连接螺栓则零件被该工艺装置稳固夹持。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1