类镜面物体的缺陷检测装置及其检测方法与流程
:
1.本发明涉及缺陷检测和机器视觉技术领域,尤其涉及一种类镜面物体的缺陷检测装置及其检测方法。
背景技术:
:
2.随着材料科学技术的快速发展,镜面和类镜面材料在各类产品表面得到广泛的应用,如汽车车身、手机外壳、工业轴承滚子等。
3.传统的人工目视检查,因检测效率低、检测标准不够客观,并且容易受人工分心、疲劳等主观因素的影响,越来越难以满足工艺过程的测量和检测要求。各行业对类镜面缺陷检测装置的需求日益增强,这种自动化装置不仅可以严格地管控产品质量,还能及时对产品缺陷进行工艺溯源,为工艺品质改善提供数据支持。
4.类镜面物体的缺陷种类繁多,不同的生产厂家对缺陷的定义存在差异。从缺陷的光学成像形式可以归类为:色差类缺陷、脏污类缺陷、纹理类缺陷、划伤碰伤类缺陷、凹凸类缺陷。单一的2d成像方式和检测方法难以应对所有类型的缺陷,同时对所有缺陷进行检测,往往需要2d成像方式和3d成像方式相互结合。3d成像方式中激光三角法和条纹投影,是对高度的重建。基于条纹投影原理的三维重建设备,主要应用于漫反射物体。激光三角法可以应用于类镜面物体的高度测量,但是难以检测微米级别的缺陷。3d成像方式中,光度立体法和条纹反射(相位测量偏折术)是对梯度的重建。基于朗伯光照模型的光度立体法对漫反射表面的梯度重建精度较高,但很难直接应用于镜面物体。相位测量偏折术对镜面物体的梯度重建精度很高,在原理上可以到达亚微米级别。单目式相位测量偏折术使用格雷码或三频外插等解包裹方法,需要额外采集较多的图片,硬件的执行效率低。双目式相位测量偏折术,引入第二个相机解决矢高不确定问题,软件中计算和存储效率低。
技术实现要素:
:
5.针对上述问题,为检测镜面和类镜面所有类型的缺陷,在保证微米级的检测精度的前提下,兼顾检测效率、系统成本和结构紧凑等因素,本发明提出了一种采集效率高、成像质量高、系统结构紧凑、成本低的类镜面物体的缺陷检测装置及其检测方法。
6.本发明是通过如下技术方案实现的:一种类镜面物体的缺陷检测装置,包括光学检测系统、工控机、触发控制器、运动控制器和三轴伺服模组,所述工控机与所述运动控制器连通,所述三轴伺服模组在所述工控机和运动控制器的作用下可驱动所述光学检测系统扫描被检测物体,所述触发控制器可分别与所述三轴伺服模组和所述光学检测系统连通,所述光学检测系统与所述工控机连通。
7.所述光学检测系统用于采集、分析类镜面物体的表面数据,包括线阵相机、led条纹光源、若干个漫反射光源、y向测距与色差检测组件和x向测距组件。
8.所述线阵相机与所述led条纹光源组成相位测量偏折术系统,用于计算光泽度、包裹相位、梯度图、曲率图等,所述线阵相机与所述led条纹光源关于被检测物体表面法线对
称。
9.作为优选,所述线阵相机与所述led条纹光源夹角为10
°
~60
°
。
10.所述线阵相机与所述漫反射光源组成光度立体法系统,用于计算反照率、表面法向量,并辅助偏折术的解包裹,所述漫反射光源在被检测物体表面法线四周均匀分布。
11.作为优选,所述漫反射光源与被检测物体表面法线夹角为60
°
~80
°
。
12.进一步的,所述漫反射光源包括散热风扇、导热材料、贴片led、聚光棒和扩散膜,所述贴片led的光线倾斜射出光源表面,角度为40
°
~50
°
。
13.作为优选,所述漫反射光源有4个,根据实际情况,也可以设计更多或者更少的漫反射光源,但至少为3个。
14.所述y向测距与色差检测组件包括两个y向线激光、色差检测光源和y向面阵相机。
15.y向测距与色差检测组件中,两个y向线激光和y向面阵相机组成激光三角法测距系统,用于辅助偏折术的解包裹,两个所述y向线激光与所述线阵相机共面,且分布在所述线阵相机两侧,所述y向面阵相机与所述y向线激光分别设置在被检测物体表面法线的两侧。
16.作为优选,所述y向面阵相机与被检测物体表面法线的夹角为40
°
~60
°
。
17.y向测距与色差检测组件中,所述y向面阵相机与所述色差检测光源关于被检测物体表面法线对称,用于检测色差。
18.所述x向测距组件包括一个x向线激光和一个x向面阵相机,共同组成激光三角法测距系统,用于引导所述三轴伺服模组运动,使光学检测系统适应检测表面在z方向的高度变化和ry方向的旋转变化。所述x向线激光与坐标系yoz面垂直,所述x向面阵相机与所述x向线激光分别设置在被检测物体表面法线的两侧。
19.作为优选,所述x向面阵相机与被检测物体表面法线的夹角为40
°
~60
°
。
20.该装置的主要工作原理为,工控机与运动控制器通讯使三轴伺服模组在x方向移动,运动控制器与触发控制器通讯,触发控制器与光学检测系统中的相机和光源通讯,光学检测系统中的相机将图像信息传输至工控机。
21.本发明还包括一种类镜面物体的缺陷检测方法,采用上述类镜面物体的缺陷检测装置,包括如下步骤:
22.1)所述工控机与运动控制器通讯使所述三轴伺服模组在x方向移动,所述三轴伺服模组在移动过程中,每隔一段距离向所述触发控制器发出一个频率为1khz的位置信号,对该位置信号进行计数并编号为[1,2,3
…
],所述触发控制器接收到信号后,分别控制所述光学检测系统中的各个元器件;
[0023]
2)所述触发控制器向所述led条纹光源发出8个频率为20khz的触发脉冲,通过设置所述led条纹光源内部led灯珠亮度,使所述led条纹光源高速频闪出横、竖各4幅正弦相移条纹图像,同时,所述触发控制器向所述线阵相机发出8个频率为20khz的触发脉冲,使所述线阵相机在所述led条纹光源点亮的时间内,采集4幅偏折术横向相移图像和4幅偏折术竖向相移图像,共8行图像;
[0024]
3)所述触发控制器向所述漫反射光源依次发出频率为20khz的触发脉冲,使所述漫反射光源依次点亮,同时,所述触发控制器向所述线阵相机依次发出4个频率为20khz的触发脉冲,使所述线阵相机在所述漫反射光源依次点亮的时间内,依次采集4行光度立体法
对应图像;
[0025]
4)所述线阵相机按照步骤2)和步骤3)完成一个位置的采图,共12行图像,随后等待所述三轴伺服模组的下一个位置信号和所述触发控制器的触发脉冲;
[0026]
5)在编号为1的频率为1khz的x轴位置信号中,待所述线阵相机按照步骤2)和步骤3)采图完成后,所述触发控制器向所述y向测距与色差检测组件中的两个y向线激光发出频率为125hz的触发脉冲使y向线激光点亮,同时,所述触发控制器对y向测距与所述色差检测组件中的y向面阵相机发出频率为250hz的触发脉冲,使所述y向面阵相机在所述y向线激光点亮的时间内采集y向激光三角法对应图像;
[0027]
6)在编号为2的频率为1khz的x轴位置信号中,待所述线阵相机按照步骤2)和步骤3)采图完成后,所述触发控制器对所述y向测距与色差检测组件中的色差检测光源发出频率为125hz的触发脉冲使所述色差检测光源点亮,同时,所述触发控制器对所述y向测距与色差检测组件中的y向面阵相机发出频率为250hz的触发脉冲,使所述y向面阵相机采集rgb彩色图像;
[0028]
7)在编号为3的频率为1khz的x轴位置信号中,待所述线阵相机按照步骤2)和步骤3)采图完成后,所述触发控制器向所述x向线激光发出频率为1hz的触发脉冲,使所述x向线激光点亮,同时,所述触发控制器向所述x向面阵相机发出频率为1hz的触发脉冲,使所述x向面阵相机采集x向激光三角法对应图像;
[0029]
8)在编号为9、17、25
…
8*124+1的频率为1khz的x轴位置信号中,待所述线阵相机按照步骤2)和步骤3)采图完成后,所述触发控制器按照步骤5)发送触发信号,使所述光学检测系统采集y向激光三角法对应图像;
[0030]
9)在编号为10、18、26
…
8*124+2的频率为1khz的x轴位置信号中,待所述线阵相机按照步骤2)和步骤3)采图完成后,所述触发控制器按照步骤6)发送触发信号,使所述光学检测系统采集rgb彩色图像;
[0031]
10)上述步骤中未提及的编号对应的x轴位置信号,待所述线阵相机按照步骤2)和步骤3)采图完成后,所述触发控制器不发送触发信号给所述光学检测系统中的各个元器件;
[0032]
11)待编号1~1000的x轴位置信号按上述步骤采图结束后,完成一个采图周期,在一个周期中,采集x向激光三角法对应图像1幅,采集y向激光三角法对应图像125幅,采集rgb彩色图像125幅,所述线阵相机采集图像12000行;
[0033]
12)进入后续采图周期,重复步骤5)至步骤11)进行图像采集,其中在编号为1003、2003、3003
…
1000*n+3的频率为1khz的x轴位置信号中,所述光学检测系统按照步骤7)采集x向激光三角法对应图像;
[0034]
13)所述x向测距组件采集的x向激光三角法对应图像记录被检测物体表面沿x轴方向的高度信息,当被检测物体表面的高度变化和法线变化超出设定阈值时,将信号反馈给所述工控机,所述工控机和运动控制器向所述三轴伺服模组发出信号,所述三轴伺服模组调整所述光学检测系统相对于被检测物体在坐标系z轴和ry轴的位置。
[0035]
对采集的原始图像进行处理的步骤如下:
[0036]
1)在每一个采图位置,所述线阵相机采集的原始图共height行,即[0,1,2,3,
…
(height
‑
1)],将其拆分成12幅图像,拆分方法为:
[0037]
image1=12*[0,1,2,3,4
…
(height/12)
‑
1]
[0038]
image2=12*[0,1,2,3,4
…
(height/12)
‑
1]+1
[0039]
image3=12*[0,1,2,3,4
…
(height/12)
‑
1]+2
[0040]
…
[0041]
image12=12*[0,1,2,3,4
…
(height/12)
‑
1]+11
[0042]
其中,image1~image4为所述偏折术横向相移图像,image5~image8为所述偏折术竖向相移图像,image9~image12为所述光度立体法对应图像,共12幅图像;
[0043]
2)对image1~image12进行计算,得到该入射角下的光泽度图像,提取图像中的漫反射光照图像,镜面反射光照图像,以及反照率图像;
[0044]
3)根据四步相移原理,通过4幅所述偏折术横向相移图像计算出横向包裹相位图,通过4幅所述偏折术竖向相移图像计算出竖向包裹相位图,通过4幅光度立体法对应图像计算出被测物体表面的法向量,并分解为光度立体法行梯度图和光度立体法列梯度图;
[0045]
4)通过激光三角原理和标定信息,对所述y向激光三角法对应图像计算得到三角法高度图;
[0046]
5)将采集的多幅所述rgb彩色图像,进行图像拼接,得到被测物体表面的彩色图像,将此彩色图像转换到lab空间,形成色差图,对颜色相关缺陷进行检测;
[0047]
6)结合所述横向包裹相位图、竖向包裹相位图、光度立体法行梯度图、光度立体法列梯度图,以及三角法高度图,进行偏折术的解包裹运行,得到横向相位图和竖向相位图;
[0048]
7)结合标定信息,计算由所述线阵相机和led条纹光源组成的相位测量偏折术系统中被测物体表面法向量的偏折术行梯度图、偏折术列梯度图和曲率图;
[0049]
8)根据上述图像分析,得到9张合成图像,分别是光泽度图像、镜面反射光照图像、漫反射光照图像、反照率图像、色差图、三角法高度图、偏折术行梯度图、偏折术列梯度图和曲率图,通过blob分析、边缘提取、模板匹配、色彩空间转换、频域分析等传统图像处理方法和深度学习算法,对每个合成图进行异常区域检测,得到被检测物体的缺陷疑似区域;
[0050]
9)对于类镜面物体的2d缺陷,如色差类缺陷、脏污类缺陷、纹理类缺陷,将被检测物体的缺陷疑似区域,按照2d缺陷标准进行判定;
[0051]
10)对于类镜面物体的3d缺陷,如划伤碰伤类缺陷、凹凸类缺陷,将被检测物体的缺陷疑似区域的三角法高度图、偏折术行梯度图、偏折术列梯度图单独提取,结合标定信息进行三维重建,得到相对高度图,以确定该区域的相对高度变化是否达到3d缺陷标准。
[0052]
本发明的有益效果是:该类镜面物体的缺陷检测装置,通过设计工控机、触发控制器、运动控制器和三轴伺服模组配合光学检测系统使用,可以高效、快捷地直接或通过计算得到类镜面物体表面的镜面反射图、漫反射图,光泽度图、反照率图、色差图、高度图、梯度图、曲率图等;从而能够通过传统图像处理算法和深度学习算法检测类镜面物体的色差类缺陷、脏污类缺陷、纹理类缺陷、划伤碰伤类缺陷、凹凸类缺陷等;本发明检出缺陷类型多,能够实现色差类缺陷、脏污类缺陷、纹理类缺陷、划伤碰伤类缺陷、凹凸类缺陷的同时检测;适用范围广,从光泽度高的纯镜面到光泽度低的类镜面,可以兼容物体表面的材质变化;检测精度高,能够实现微米级的缺陷检测精度;自适应强,能够适应扫描过程中物体高度和法线的变化;检测效率高,偏折术系统仅仅只需要采集8幅相移图像;同时,也具有结构紧凑、系统成本低、线阵相机视野大等优势,适用于大型复杂曲面的产品和圆柱形产品,例如车身
漆面、工业玻璃、陶瓷、大型金属加工件等产品的缺陷检测。
附图说明:
[0053]
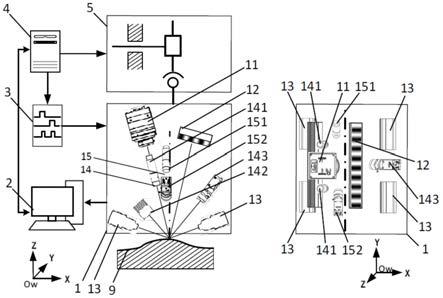
图1为本发明的总体结构示意图;
[0054]
图2为本发明的漫反射光源结构示意图;
[0055]
图3为本发明的采图控制时序图;
[0056]
图4为本发明中相位移动和解包裹相位的原理示意图;
[0057]
图5为本发明中偏折术系统坐标系定义;
[0058]
图6为本发明中线阵相机偏折术xoz平面上成像原理图;
[0059]
图7为本发明中线阵相机偏折术yoz平面上成像原理图;
[0060]
图8为本发明中原始图像与合成图像的关系示意图。
具体实施方式
[0061]
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易被本领域人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
[0062]
如图1所示的一种类镜面物体的缺陷检测装置,包括光学检测系统1、工控机2、触发控制器3、运动控制器4和三轴伺服模组5。
[0063]
所述工控机2与运动控制器4连通,所述三轴伺服模组5在所述工控机2和运动控制器4的作用下可驱动所述光学检测系统1扫描被检测物体9,所述触发控制器3可分别与所述三轴伺服模组5和所述光学检测系统1连通,所述光学检测系统1与所述工控机2连通。
[0064]
所述光学检测系统1用于采集、分析类镜面物体的表面数据,包括线阵相机11、led条纹光源12、4个漫反射光源13、y向测距与色差检测组件14和x向测距组件15。
[0065]
所述线阵相机11与所述led条纹光源12关于被检测物体9表面法线对称,所述线阵相机11与所述led条纹光源12夹角为10
°
~60
°
。
[0066]
4个所述漫反射光源13在被检测物体9表面法线四周均匀分布,所述漫反射光源13与被检测物体9表面法线夹角为60
°
~80
°
,如图2所示,所述漫反射光源13包括散热风扇131、导热材料132、贴片led133、聚光棒134和扩散膜135,所述贴片led133的光线倾斜射出光源表面,角度为40
°
~50
°
。
[0067]
所述y向测距与色差检测组件14包括两个y向线激光141、色差检测光源142和y向面阵相机143,两个所述y向线激光141与所述线阵相机11共面,且分布在所述线阵相机11两侧,所述y向面阵相机143与所述y向线激光141分别设置在被检测物体9表面法线的两侧,所述y向面阵相机143与被检测物体9表面法线的夹角为40
°
~60
°
,所述y向面阵相机143与所述色差检测光源142关于被检测物体9表面法线对称。
[0068]
所述x向测距组件15包括x向线激光151和x向面阵相机152,所述x向线激光151与坐标系yoz面垂直,所述x向面阵相机152与所述x向线激光151分别设置在被检测物体9表面法线的两侧,所述x向面阵相机152与被检测物体9表面法线的夹角为40
°
~60
°
。
[0069]
使用该类镜面物体的缺陷检测装置进行图像采集时,如图3所示,包括如下步骤:
[0070]
1)所述工控机2与运动控制器4通讯使所述三轴伺服模组5在x方向移动,所述三轴伺服模组5在移动过程中,每隔一段距离向所述触发控制器3发出一个频率为1khz的位置信
号,对该位置信号进行计数并编号为[1,2,3
…
],所述触发控制器3接收到信号后,分别控制所述光学检测系统1中的各个元器件;
[0071]
2)所述触发控制器3向所述led条纹光源12发出8个频率为20khz的触发脉冲,通过设置所述led条纹光源12内部led灯珠亮度,使所述led条纹光源12高速频闪出横、竖各4幅正弦相移条纹图像,同时,所述触发控制器3向所述线阵相机11发出8个频率为20khz的触发脉冲,使所述线阵相机11在所述led条纹光源12点亮的时间内,采集4幅偏折术横向相移图像和4幅偏折术竖向相移图像,共8行图像;
[0072]
3)所述触发控制器3向所述漫反射光源13依次发出频率为20khz的触发脉冲,使所述漫反射光源13依次点亮,同时,所述触发控制器3向所述线阵相机11依次发出4个频率为20khz的触发脉冲,使所述线阵相机11在所述漫反射光源13依次点亮的时间内,依次采集4行光度立体法对应图像;
[0073]
4)所述线阵相机11按照步骤2)和步骤3)完成一个位置的采图,共12行图像,随后等待所述三轴伺服模组5的下一个位置信号和所述触发控制器3的触发脉冲;
[0074]
5)在编号为1的频率为1khz的x轴位置信号中,待所述线阵相机11按照步骤2)和步骤3)采图完成后,所述触发控制器3向所述y向测距与色差检测组件14中的两个y向线激光141发出频率为125hz的触发脉冲使y向线激光141点亮,同时,所述触发控制器3对y向测距与所述色差检测组件14中的y向面阵相机143发出频率为250hz的触发脉冲,使所述y向面阵相机143在所述y向线激光141点亮的时间内采集y向激光三角法对应图像;
[0075]
6)在编号为2的频率为1khz的x轴位置信号中,待所述线阵相机11按照步骤2)和步骤3)采图完成后,所述触发控制器3对所述y向测距与色差检测组件14中的色差检测光源142发出频率为125hz的触发脉冲使所述色差检测光源142点亮,同时,所述触发控制器3对所述y向测距与色差检测组件14中的y向面阵相机143发出频率为250hz的触发脉冲,使所述y向面阵相机143采集rgb彩色图像;
[0076]
7)在编号为3的频率为1khz的x轴位置信号中,待所述线阵相机11按照步骤2)和步骤3)采图完成后,所述触发控制器3向所述x向线激光151发出频率为1hz的触发脉冲,使所述x向线激光151点亮,同时,所述触发控制器3向所述x向面阵相机152发出频率为1hz的触发脉冲,使所述x向面阵相机152采集x向激光三角法对应图像;
[0077]
8)在编号为9、17、25
…
8*124+1的频率为1khz的x轴位置信号中,待所述线阵相机11按照步骤2)和步骤3)采图完成后,所述触发控制器3按照步骤5)发送触发信号,使所述光学检测系统1采集y向激光三角法对应图像;
[0078]
9)在编号为10、18、26
…
8*124+2的频率为1khz的x轴位置信号中,待所述线阵相机11按照步骤2)和步骤3)采图完成后,所述触发控制器3按照步骤6)发送触发信号,使所述光学检测系统1采集rgb彩色图像;
[0079]
10)上述步骤中未提及的编号对应的x轴位置信号,待所述线阵相机11按照步骤2)和步骤3)采图完成后,所述触发控制器3不发送触发信号给所述光学检测系统1中的各个元器件;
[0080]
11)待编号1~1000的x轴位置信号按上述步骤采图结束后,完成一个采图周期,在一个周期中,采集x向激光三角法对应图像1幅,采集y向激光三角法对应图像125幅,采集rgb彩色图像125幅,所述线阵相机采集图像12000行;
[0081]
12)进入后续采图周期,重复步骤5)至步骤11)进行图像采集,其中在编号为1003、2003、3003、
…
、1000*n+3的频率为1khz的x轴位置信号中,所述光学检测系统按照步骤7)采集x向激光三角法对应图像;
[0082]
13)所述x向测距组件15采集的x向激光三角法对应图像记录被检测物体表面沿x轴方向的高度信息,当被检测物体表面的高度变化和法线变化超出设定阈值时,将信号反馈给所述工控机2,所述工控机2和运动控制器4向所述三轴伺服模组5发出信号,所述三轴伺服模组5调整所述光学检测系统1相对于被检测物体在坐标系z轴和ry轴的位置。
[0083]
定义世界坐标系的原点在所述线阵相机11光轴上,如图5所示,且led条纹光源12坐标系的原点在光轴反射线上。线阵相机11与led条纹光源12的坐标系提前标定,可以得到led条纹光源12坐标系o
s
在线阵相机11坐标系o
c
中的旋转矩阵r
cs
和平移矩阵t
cs
、线阵相机11坐标系o
c
在世界坐标系o
w
的旋转矩阵r
cw
和平移矩阵t
cw
、以及led条纹光源12坐标系o
s
在世界坐标系o
w
的旋转矩阵r
sw
和平移矩阵t
sw
。对于物体表面任意点p(x
w
,y
w
,z
w
)在线阵相机11坐标系o
c
下的坐标为(0,y
c
,z
c
),在led条纹光源12坐标系o
s
下的坐标为(x
s
,y
s
,z
s
)。
[0084]
将光学系统投影在世界坐标系的xoz平面,如图6所示,由几何关系可知,当参考平面偏转θ
x
时,对应的反射光线偏转2θ
x
,偏转前后p点分别对应光源上的s和s'点,图像中横竖正弦条纹周期分别为p
cx
和p
cy
,它们在图像p(u,v)点上的相位信息相差计算公式如下:
[0085][0086]
将光学系统投影到世界坐标系的yoz平面,如图7所示,由几何关系可知,当参考平面偏转θ
y
时,对应的反射光线偏转2θ
y
,偏转前后p点分别对应光源上的s和s'点。它们在图像p(u,v)点上的相位信息相差计算公式如下:
[0087][0088]
由上述公式可知,p
cx
、p
cy
、t
sw
、α、β、y
c
均可由标定信息计算得到,与缺陷信息相关的是tan(θ
x
)和tan(θ
y
),需要计算和z
c
需要通过其它途径辅助计算。为减少偏折术采集图像数量,本发明引入光度立体法拍摄4张图像,辅助求解引入激光三角法辅助求解z
c
。光度立体法中,四个漫反射光源13的光照方向是提前标定的,标定过程中,线阵相机11的法向量由r
cw
转换而得。
[0089]
对采集的原始图像进行处理的步骤如下:
[0090]
1)在每一个采图位置,所述线阵相机11采集的原始图共height行,即[0,1,2,3,
…
(height
‑
1)],将其拆分成12幅图像,拆分方法为:
[0091]
image1=12*[0,1,2,3,4
…
(height/12)
‑
1]
[0092]
image2=12*[0,1,2,3,4
…
(height/12)
‑
1]+1
[0093]
image3=12*[0,1,2,3,4
…
(height/12)
‑
1]+2
[0094]
…
[0095]
image12=12*[0,1,2,3,4
…
(height/12)
‑
1]+11
[0096]
其中,image1~image4为所述偏折术横向相移图像,image5~image8为所述偏折术竖向相移图像,image9~image12为所述光度立体法对应图像,共12幅图像;
[0097]
2)对image1~image12进行计算,得到该入射角下的光泽度图像,提取图像中的漫反射光照图像,镜面反射光照图像,以及反照率图像;
[0098]
计算过程为,4幅偏折术横向相移图像和4幅偏折术竖向相移图像,如图4所示,它们的正弦相位相差π/2。线阵相机11采集图像中的光强为:
[0099]
i1(u,v)=i
dc
+i
a
cos[φ(u,v)]
[0100]
i2(u,v)=i
dc
+i
a
cos[φ(u,v)+π/2]
[0101]
i3(u,v)=i
dc
+i
a
cos[φ(u,v)+π]
[0102]
i4(u,v)=i
dc
+i
a
cos[φ(u,v)+3π/2]
[0103]
3)根据四步相移原理,通过4幅所述偏折术横向相移图像计算出横向包裹相位图,通过4幅所述偏折术竖向相移图像计算出竖向包裹相位图,通过4幅光度立体法对应图像计算出被测物体表面的法向量,并分解为光度立体法行梯度图和光度立体法列梯度图;
[0104]
四步相移原理中,图像的包裹相位的计算公式为:
[0105][0106]
通过相移算法计算出的包裹相位在一个相位周期内是唯一的,但是由于在整个测量空间内有多个条纹,呈锯齿状分布,必须对空间点的相位主值进行相位展开得到连续的绝对相位值如图4所示;
[0107]
4)通过激光三角原理和标定信息,对所述y向激光三角法对应图像计算得到三角法高度图,此三角法高度图对应于偏折术系统中的z
c
;
[0108]
5)将采集的多幅所述rgb彩色图像,进行图像拼接,得到被测物体表面的彩色图像,将此彩色图像转换到lab空间,形成色差图,对颜色相关缺陷进行检测;
[0109]
6)结合所述横向包裹相位图、竖向包裹相位图、光度立体法行梯度图、光度立体法列梯度图,以及三角法高度图,进行偏折术的解包裹运行,得到横向相位图和竖向相位图;
[0110]
7)结合标定信息,计算由所述线阵相机11和led条纹光源12组成的相位测量偏折术系统中被测物体表面法向量的偏折术行梯度图、偏折术列梯度图和曲率图;
[0111]
8)根据上述图像分析,得到9张合成图像,分别是光泽度图像、镜面反射光照图像、漫反射光照图像、反照率图像、色差图、三角法高度图、偏折术行梯度图、偏折术列梯度图和曲率图,通过blob分析、边缘提取、模板匹配、色彩空间转换、频域分析等传统图像处理方法和深度学习算法,对每个合成图进行异常区域检测,得到被检测物体的缺陷疑似区域;
[0112]
通过上述图像检测出疑似缺陷的区域后,往往需要对疑似区域的高度进行定量分析,用以确定该区域的相对高度变化是否达到缺陷标准。为减小计算量,可以将该疑似区域的图像数据单独提取,通过梯度和三角法高度图,对该区域进行精确的高度重建,得到相对高度图;
[0113]
9)对于类镜面物体的2d缺陷,如色差类缺陷、脏污类缺陷、纹理类缺陷,将被检测
物体的缺陷疑似区域,按照2d缺陷标准进行判定;
[0114]
10)对于类镜面物体的3d缺陷,如划伤碰伤类缺陷、凹凸类缺陷,将被检测物体的缺陷疑似区域的三角法高度图、偏折术行梯度图、偏折术列梯度图单独提取,结合标定信息进行三维重建,得到相对高度图,以确定该区域的相对高度变化是否达到3d缺陷标准。
[0115]
在本发明的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“顶”、“底”、“侧”、“端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0116]
另外,在本发明实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”、“设有”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0117]
最后应说明的是:以上实施例,仅为本发明的具体实施方式,用以说明本发明的技术方案,而非对其限制,本发明的保护范围并不局限于此,尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,其依然可以对前述实施例所记载的技术方案进行修改或可轻易想到变化,或者对其中部分技术特征进行等同替换;而这些修改、变化或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的精神和范围,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1