中段双压紧式位置度检具的制作方法
1.本发明涉及排气管总成检测工具,具体涉及一种中段双压紧式位置度检具。
背景技术:
2.排气管总成是有几个部分,按照一定的空间、角度、匹配方式焊接在一起,在批量生产过程中,如何保证质量,检测质量的合格,节省生产节拍,适合大批量是生产是一个需要解决的问题。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供了一种中段双压紧式位置度检具。
4.为实现上述目的,本发明所设计一种中段双压紧式位置度检具,所述检具用于检测排气管总成,它包括底板,所述底板上按排气管总成由左端至右端依次间隔设置有三角固定组件、大限位支架、小限位支架和矩形固定组件,所述排气管总成安装在三角固定组件和矩形固定组件之间,且所述排气管总成与矩形固定组件之间插入有间距检具销;
5.所述底板一侧边沿设置有传感器位置度检具器,所述三角固定组件2包括侧边支撑板,所述侧边支撑板的安装壁上对应设置有个用于安装三角固定压板的紧固螺母,所述侧边支撑板的调节壁上设置有与紧固螺母连接的紧固销轴;所述矩形固定组件包括支架,所述支架外壁上设置有手柄,所述手柄上设置有两个伸缩连杆,所述伸缩连杆穿过支架,两个伸缩连杆上设置有托板,所述托板上设置有4个用于安装矩形固定压板的位置度销轴。
6.进一步地,所述大限位支架包括u型限位大支架,所述u型限位大支架上方设置有活动长压板,所述活动长压板一端通过旋转大铰链与u型限位大支架顶端旋转连接。
7.再进一步地,所述小限位支架包括u型限位小支架,所述u型限位小支架上方设置有活动短压板,所述活动短压板一端通过旋转小铰链与u型限位小支架顶端旋转连接。
8.再进一步地,所述传感器位置度检具器包括传感器位置度支架,所述传感器位置度支架上设置有与传感器装置连接的侧面位置度销轴。
9.再进一步地,所述底板上设置有3个固定孔,其中,两个固定孔设置在矩形固定组件两侧;另一个固定孔在三角固定组件一侧。
10.上述中段双压紧式位置度检具各部件的作用:
11.1.矩形固定组件中各部件的作用:
12.1.1手柄作用于伸缩,能引起整个部件进行轴向伸缩,并结合空间位置进行限位;
13.1.2支架固定在底板上,其为伸缩装置提供支撑,并限定空间高度与相对位置;
14.1.3托板一边与伸缩连杆相连,一侧为位置度定位销轴提供固定和空间位置;
15.1.4位置度销轴用于限位和检测孔径;
16.2.大限位支架中各部件的作用:
17.2.1u型限位大支架为目标件排气管提供侧向限位与下端支撑;
18.2.2活动长压板与u型限位大支架铰链连接,将排气管总成安放在u型限位大支架
上后,关闭活动长压板,给予上端限位。
19.3.传感器位置度检具器固定在底板上,为侧面位置度销轴提供支撑与高度限位;侧面位置度销轴为传感器孔位的位置度检具;
20.4.小限位支架中各部件的作用:
21.4.1u性限位小支架与排气管径匹配使用,
22.4.2活动短压板,与活动长压板功能原理一致,长短与跨度匹配一致;
23.5.三角固定组件中各部件的作用:
24.5.1侧边支撑板下端与底板固定连接;为紧固螺母提供固定位置与空间关系;
25.5.2紧固销轴用于检测孔位的位置度,并能将侧边紧固定位。
26.6.底板为其他子集件提供固定位置,拥有较强的刚度,能确保使用过程中的精度要求和空间布置要求。
27.7.间距检具销为检具,前端由两端直径不同的铁丝组成,细端为通,粗端为止,检测两端的相对位置以便判定其总成的长度是否符合要求。
28.本发明的有益效果:
29.本发明结构简单,操作性强,成本低,能满足大批量生产的需求以及精度要求,质量一致性好。
附图说明
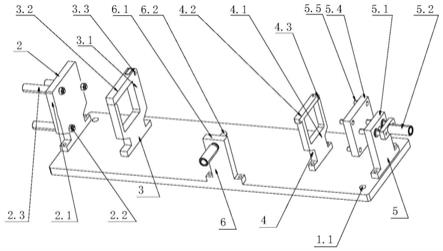
30.图1为中段双压紧式位置度检具的立体图;
31.图2为中段双压紧式位置度检具的工作示意图;
32.图中,底板1、固定孔1.1、三角固定组件2、侧边支撑板2.1、紧固螺母2.2、紧固销轴2.3、大限位支架3、u型限位大支架3.1、活动长压板3.2、旋转大铰链3.3、小限位支架4、u型限位小支架4.1、活动短压板4.2、旋转小铰链4.3、矩形固定组件5、支架5.1、手柄5.2、伸缩连杆5.3、托板5.4、位置度销轴5.5、传感器位置度检具器6、传感器位置度支架6.1、侧面位置度销轴6.2、间距检具销7、排气管总成8。
33.图3为排气管总成的工作示意图;
34.图中,矩形固定压板8.1、传感器装置8.2、导气管8.3、三角固定压板8.4。
具体实施方式
35.下面结合具体实施例对本发明作进一步的详细描述,以便本领域技术人员理解。
36.如图1所示的中段双压紧式位置度检具,它包括底板1,底板1上按排气管总成8由左端至右端依次间隔设置有三角固定组件2、大限位支架3、小限位支架4和矩形固定组件5,排气管总成8安装在三角固定组件2和矩形固定组件5之间,且排气管总成8与矩形固定组件5之间插入有间距检具销7;底板1一侧边沿设置有传感器位置度检具器6,
37.底板1上设置有3个固定孔1.1,其中,两个固定孔1.1设置在矩形固定组件5两侧;另一个固定孔1.1在三角固定组件2一侧;
38.三角固定组件2包括侧边支撑板2.1,侧边支撑板2.1的安装壁上对应设置有3个用于安装三角固定压板的紧固螺母2.2,侧边支撑板2.1的调节壁上设置有与紧固螺母2.2连接的紧固销轴2.3;
39.大限位支架3包括u型限位大支架3.1,u型限位大支架3.1上方设置有活动长压板3.2,活动长压板3.2一端通过旋转大铰链3.3与u型限位大支架3.1顶端旋转连接;
40.小限位支架4包括u型限位小支架4.1,u型限位小支架4.1上方设置有活动短压板4.2,活动短压板4.2一端通过旋转小铰链4.3与u型限位小支架4.1顶端旋转连接;
41.矩形固定组件5包括支架5.1,支架5.1外壁上设置有手柄5.2,手柄5.2上设置有两个伸缩连杆5.3,伸缩连杆5.3穿过支架5.1,两个伸缩连杆5.3上设置有托板5.4,托板5.4上设置有4个用于安装矩形固定压板的位置度销轴5.5。
42.传感器位置度检具器6包括传感器位置度支架6.1,传感器位置度支架6.1上设置有与传感器装置8.2连接的侧面位置度销轴6.2。
43.如图2~3所示的中段双压紧式位置度检具的工作过程:
44.1)操作手柄5.2,往右侧拉伸,预留布置空间;
45.2)将排气管总成8安装u型限位大支架3.1和u型限位小支架4.1要求放置后,配合在侧边支撑板2.1内侧面;
46.3)分别插入紧固销轴2.3,是否能通过孔位;如顺利通孔孔位后,拧紧紧固螺母2.2,将排气总成固定在端面。
47.4)放置活动长压板3.2与活动短压板4.2,将排气管上端紧固固定;
48.5)插入侧面位置度销轴6.2,判断是否顺利通过;
49.6)操作手柄5.2,向左侧移动;
50.7)4个位置度销轴5.5是否顺利通过排气管4个孔位。
51.8)将手柄5.2移至左端做左端;
52.9)用间距检具销7测两端平面件的距离,是否通规顺利通过,止规通不过。
53.评判标准:紧固销轴2.3都可顺利通过排气断面对应的侧面位置度销轴6.2顺利通过传感器装置8.2孔位—位置度销轴5.5顺利通过排气管总成8的4个孔位
‑
15间距检具销通规顺利通过,止规通不过,则代表排气管总成8的孔位的位置度符合要求,长度符合要求。反之则产品不合格。
54.其它未详细说明的部分均为现有技术。尽管上述实施例对本发明做出了详尽的描述,但它仅仅是本发明一部分实施例,而不是全部实施例,人们还可以根据本实施例在不经创造性前提下获得其他实施例,这些实施例都属于本发明保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1