纸张检测装置、纸张输送装置以及图像形成装置的制作方法
1.本发明涉及纸张检测装置、纸张输送装置以及图像形成装置。
背景技术:
2.近年来,在彩色打印行业中,广泛利用电子照相方式的打印机等图像形成装置。在与彩色打印行业对应的pp(生产打印)的领域中,与在办公室中使用的情况相比,要求适应多种多样的纸张。而且,为了对这些多种多样的纸张进行高品质的打印,存在如下的图像形成装置:在多个项目中设定收纳于供纸托盘的纸张特性,以与所设定的项目对应的图像形成条件进行打印。
3.为了进行这样的多种多样的纸张的设定,存在如下的片材厚度检测装置:作为打印所使用的纸张的特性,自动地检测纸张的厚度。例如,在专利文献1所公开的片材厚度检测装置中,将从动辊支承为能够相对于驱动辊位移,利用位移传感器对支承两个从动辊的第一从动辊轴的纸张厚度方向上的位移量进行检测,由此检测纸张的厚度。
4.专利文献1:日本特开2015
‑
13719号公报
5.然而,在专利文献1中仅注目于辊径的尺寸公差,不考虑位于纸厚检测部的上游侧或者下游侧的辊的影响。
技术实现要素:
6.本发明是鉴于上述情况而完成的,其目的在于提供一种防止由于位于上游或者下游的输送部件的影响而导致纸厚检测的精度降低,能够进行高精度的纸厚检测的纸张检测装置、具备该纸张检测装置的纸张输送装置、以及图像形成装置。
7.本发明的上述目的通过下述的方式来实现。
8.(1)一种纸张检测装置,具备:纸厚检测部,包括基准部件和位移传感器,上述纸厚检测部通过使上述基准部件在对所输送的记录介质施力的同时与上述记录介质接触,并利用上述位移传感器检测根据上述记录介质而变化的上述基准部件的高度位置,来检测上述记录介质的纸厚;第一安装部,安装有上述纸厚检测部;输送部件,夹持并输送上述记录介质,在记录介质的输送方向上,以所输送的上述记录介质的长度以下的规定间隔与上述纸厚检测部相邻地配置;以及位移防止部,在由上述纸厚检测部检测纸厚时,防止由上述基准部件的相对高度位置根据上述输送部件对上述记录介质的夹持的有无而移位而导致的上述位移传感器的输出变化。
9.(2)根据上述(1)所记载的纸张检测装置,上述输送部件是夹持并输送记录介质的输送辊对,上述纸厚检测部具有由在辊隙夹持并输送记录介质的第一辊、第二辊构成的辊对,相对于上述第一辊,上述第二辊的旋转轴被上述第一安装部支承为能够在上述记录介质的厚度方向上移动,上述第二辊是上述基准部件。
10.(3)根据上述(2)所记载的纸张检测装置,上述纸厚检测部与上述输送部件之间的上述规定间隔比上述第二辊的外周的长度长。
11.(4)根据上述(1)至上述(3)中的任一项所记载的纸张检测装置,上述输送部件安装于第二安装部,上述第二安装部是上述位移防止部,上述第一安装部和上述第二安装部独立。
12.(5)根据上述(1)至上述(3)中的任一项所记载的纸张检测装置,上述输送部件安装于上述第一安装部,在上述第一安装部中的、上述输送部件的安装位置与上述纸厚检测部的安装位置之间的区域,为了与其他区域相比降低刚性而形成有孔或狭缝或板厚薄的薄壁部,来作为上述位移防止部。
13.(6)根据上述(1)至上述(3)中的任一项所记载的纸张检测装置,上述输送部件安装于上述第一安装部,因上述记录介质通过上述输送部件而上述第一安装部位移,从而安装于相同的上述第一安装部的上述基准部件的高度移位,上述位移防止部是控制部,上述控制部根据上述记录介质通过上述输送部件的定时来控制由上述纸厚检测部检测纸厚的期间。
14.(7)根据上述(6)所记载的纸张检测装置,上述控制部将由上述纸厚检测部检测纸厚的期间设定为除了上述记录介质通过上述输送部件的定时以外的期间。
15.(8)根据上述(2)所记载的纸张检测装置,上述纸张检测装置具备控制部,上述控制部根据上述位移传感器的与上述输送辊对的旋转周期对应的输出变动,预测上述纸厚检测部的寿命或者判定异常。
16.(9)根据上述(8)所记载的纸张检测装置,上述第一辊的外径和上述第二辊的外径不同,上述控制部根据输出变动的周期区别产生了输出变动的辊,来进行寿命的预测或者异常的判定。
17.(10)一种纸张输送装置,具备:供纸托盘,收纳多个记录介质;输送部,从上述供纸托盘输送记录介质并在输送路径中进行输送;以及上述(1)至上述(9)中的任一项所记载的纸张检测装置,检测在上述输送路径中输送的记录介质的纸厚。
18.(11)一种图像形成装置,具备:上述(10)所记载的纸张输送装置;以及图像形成部,在由上述纸张输送装置输送的记录介质形成图像。
19.本发明所涉及的纸张检测装置具备:纸厚检测部,包括基准部件和位移传感器,通过使上述基准部件在对所输送的记录介质施力的同时与上述记录介质接触,并利用上述位移传感器检测根据上述记录介质而变化的上述基准部件的高度位置,来检测上述记录介质的纸厚;第一安装部,安装有上述纸厚检测部;输送部件,夹持并输送上述记录介质,在记录介质的输送方向上,以所输送的上述记录介质的长度以下的间隔与上述纸厚检测部相邻地配置;以及位移防止部,在由上述纸厚检测部检测纸厚时,防止由上述基准部件的相对高度位置根据上述输送部件对上述记录介质的夹持的有无而移位而导致的上述位移传感器的输出变化。由此,能够提供能够高精度地进行纸厚的测定的纸张检测装置、具备该纸张检测装置的纸张输送装置、以及图像形成装置。
附图说明
20.图1是表示具备本实施方式的纸张检测装置的图像形成装置的概略结构的图。
21.图2是表示图像形成装置的结构的框图。
22.图3是表示配置于输送路径的纸张检测装置的概略结构的剖视图。
23.图4是表示基重检测部和表面性质检测部的结构的立体图。
24.图5是表示基重检测部的概略结构的剖面示意图。
25.图6是表示表面性质检测部的概略结构的剖面示意图。
26.图7是表示纸厚检测部的概略结构的剖面示意图。
27.图8是纸厚检测部的俯视图。
28.图9是表示纸厚检测部的内部结构的立体图。
29.图10是表示纸厚检测部的内部结构的立体图。
30.图11是用于对位移传感器进行说明的图。
31.图12是用于对纸张的各输送位置处的纸厚检测部的输出变化进行说明的图。
32.图13是用于对纸张的各输送位置处的纸厚检测部的输出变化进行说明的图。
33.图14是用于对下游侧输送辊对对纸张的夹持的有无与位移传感器的输出变化之间的关系进行说明的图。
34.图15是表示基于第一实施方式的纸张检测装置的纸厚检测处理(第一位移防止部)的流程图。
35.图16是表示图像形成装置的打印处理的流程图。
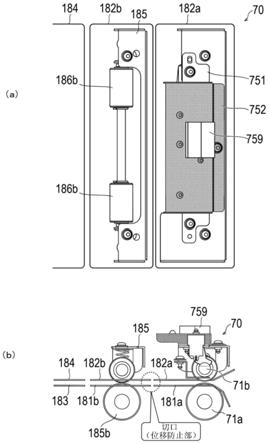
36.图17是表示第二实施方式的纸张检测装置的第二位移防止部的结构的图。
37.图18是表示第三实施方式的纸张检测装置的第三位移防止部的结构的图。
38.图19是表示第三实施方式的变形例的纸张检测装置的第四位移防止部的结构的图。
39.图20是表示第四实施方式的辊的寿命预测或者异常的判定处理的流程图。
40.附图标记说明:1...图像形成装置;10...图像形成装置主体;11...控制部;12...存储部;13...图像形成部;14...纸张输送部;141、142...供纸托盘;143、144...输送路径;15...操作面板;18...纸张检测装置;181...下引导板;182、182a、182c、182d...上引导板(第一安装部);182b...上引导板(第二安装部);185...辊施力部;185a...金属板;185b...轴支承部;185c...弹簧;186...输送辊对;186a...下辊;186b...上辊;40...按压机构;50...基重检测部;60...表面性质检测部;70...纸厚检测部;71...输送辊对;71a...下辊(第一辊);71b...上辊(第二辊)(基准部件);75...传感器单元;751...辊施力金属板;752...传感器安装部;759...位移传感器;91...检测杆;92...支承部;93...支承部安装部;78...弹簧;20...供纸单元;24...供纸输送部。
具体实施方式
41.以下,参照附图,对本发明的实施方式进行说明。此外,在附图的说明中,对同一要素标注同一附图标记,省略重复的说明。另外,为了便于说明,附图的尺寸比率被夸大,有时与实际的比率不同。在附图中,将上下方向设为z方向,将图像形成装置的正面、背面方向设为x方向,将与这些x、z方向正交的方向设为y方向。x方向也称为宽度方向或者旋转轴方向。另外,在纸张检测装置(后述的纸张检测装置18)周边,将与相对于水平面倾斜的输送路径(后述的输送路径143)的面平行且与x方向正交的记录介质的输送方向称为y’方向,将与其正交的方向称为z’方向(参照图3等)。另外,xy’平面是与输送面平行的面,z’是与该输送面垂直的方向。在本实施方式中,记录介质包括打印纸张(以下,简称为纸张)、各种薄膜。特别
是,作为纸张,包括使用植物来源的机械纸浆和/或化学纸浆而制造的纸张。另外,作为记录介质的种类,包括涂布纸的光泽纸和无光泽纸、以及非涂布纸的普通纸和优质纸等。
42.图1是表示具备纸张检测装置18的图像形成装置1的概略结构的图。如图1所示,在图像形成装置1中,包括相互机械式以及电通信连接的图像形成装置主体10、以及供纸单元20。
43.(图像形成装置主体10)
44.图像形成装置主体10具备控制部11、存储部12、图像形成部13、供纸输送部14、操作面板15、纸张检测装置18、通信部(未图示)等。它们经由用于交换信号的总线等信号线而相互连接。图3是表示配置于输送路径143的纸张检测装置18的结构的侧视图。纸张检测装置18也称为介质传感器,由按压机构40(参照图3、图4)、基重检测部50、表面性质检测部60以及纸厚检测部70构成,测定纸张特性。该基重检测部50是透过型的第一光学式传感器,表面性质检测部60是反射型的第二光学式传感器。按压机构40在由表面性质检测部60检测纸张特性时按压纸张。关于纸张检测装置18的详细情况,后述说明。
45.(控制部11)
46.控制部11由cpu、rom、ram等构成,通过执行储存于rom、后述的存储部12的程序,来执行各种处理,根据程序来进行装置各部的控制、各种运算处理。控制部11作为根据两个光学式传感器或者包括该光学式传感器的纸张检测装置18的检测结果来判别纸种的判定部发挥功能。
47.(存储部12)
48.存储部12由预先储存各种程序或各种数据的rom、作为作业区域暂时地存储程序或数据的ram、储存各种程序或各种数据的硬盘等辅助存储部构成。另外,存储部12存储收纳于各供纸托盘的纸张信息。作为纸张信息,包括纸张的品种、尺寸(纸张宽度、纸张长度)、基重(重量)、纸张种类(涂布纸、普通纸、优质纸、粗纸等)的信息,通过后述的纸种判定处理来设定。另外,存储部12也可以存储有纸张品种或者纸张种类的判定所使用的学习完毕模型以及纸文件(均后述说明)。
49.(图像形成部13)
50.图像形成部13例如通过电子照相方式来形成图像。如图1所示,图像形成部13具备与y(黄)、m(品红)、c(青)、k(黑)的基本色分别对应的写入部131、感光体鼓132以及收纳由各种颜色的调色剂、载体构成的二成分显影剂的显影器133等。另外,图像形成部13还具备中间转印带134、二次转印部135以及定影部136。通过各种颜色的显影器133,在感光体鼓132上形成的调色剂图像在中间转印带134上重叠,在二次转印部135中转印至所输送的纸张300。纸张300上的调色剂图像被下游侧的定影部136加热、加压而定影于纸张300上。
51.(供纸输送部14)
52.供纸输送部14具备多个供纸托盘141、142、输送路径143、144等。输送路径143、144包括:沿着这些输送路径设置的多个输送辊对、以及对这些输送辊对进行驱动的驱动马达(未图示)。具备将在供纸托盘141、142内积载并载置的多张纸张300中的最上位的纸张送出的送出辊,将供纸托盘内的纸张300一张一张地向下游侧的输送路径送出。在输送路径143上的定位辊的上游侧配置有纸张检测装置18。如图3所示,在纸张检测装置18附近,输送路径143形成在由以规定间隔对置的金属板等构成的引导件之间。引导板包括上下的引导板
181~184(参照后述的图3)。纸张300通过输送路径143。
53.供纸输送部14输送从供纸托盘141等供纸的纸张300。在输送路径143中输送的纸张300在由图像形成部13形成了图像之后,排出到排纸托盘145上。在进行在纸张300的背面也形成图像的双面打印的情况下,将在单面形成有图像的纸张300输送到位于装置主体的下部的双面图像形成用的输送路径144。输送到该输送路径144的纸张300在转向路径中表背反转之后,与单面用的输送路径143合流,再次由图像形成部13在纸张300的另一个面形成图像。
54.(操作面板15)
55.操作面板15具备触摸面板、数字键、开始按钮、停止按钮等,显示图像形成装置主体10或者图像形成装置1的状态、辊的寿命信息(更换定时)等,用于来自用户的载置于供纸托盘141等的纸张的种类等的设定、指示的输入。
56.(供纸单元20)
57.如图1所示,供纸单元20具备供纸输送部24。另外,供纸单元20除了供纸输送部24以外,还具备控制部、存储部、以及与图像形成装置主体10进行通信的通信部(都未图示),它们经由用于交换信号的总线等信号线而相互连接。供纸输送部24具备多个供纸托盘241、242、243以及输送路径244。从各供纸托盘输送的纸张300被输送到下游侧的图像形成装置主体10,由纸张检测装置18进行纸张特性的测定、或者由图像形成部13进行图像形成。
58.(纸张检测装置18)
59.如上述那样,纸张检测装置18由按压机构40、基重检测部50、表面性质检测部60以及纸厚检测部70构成。如图3所示,在这些结构要素中,在输送方向的上游侧配置有纸厚检测部70,在下游侧配置有按压机构40、基重检测部50以及表面性质检测部60。下引导板181与上引导板182以规定的间隔对置,下引导板183与上引导板184以规定的间隔对置,在这些对置的引导板之间形成有输送路径143。在输送路径143上,从上游侧起依次配置有输送辊对71、186、187。关于纸厚检测部70的结构的详细情况,后述说明。
60.图4是表示基重检测部50和表面性质检测部60的结构的立体图。如图3、图4所示,基重检测部50和表面性质检测部60在输送辊对186、187之间沿着x方向(宽度方向)排列配置。另外,在表面性质检测部60的下方(z’方向的负侧)配置有按压机构40。该按压机构40配置在下引导板183的下方。按压机构40具备按压部、驱动马达、凸轮机构等。按压部的上表面是通过驱动马达的驱动而上下运动的、与下引导板183并行的平面,通常时为与下引导板183大致相同的面,但在测定时上升,将纸张300向表面性质检测部60侧按压。
61.如图4所示,在上引导板184的上方配置有基重检测部50的一部分(受光部)和表面性质检测部60的全部。
62.(基重检测部50)
63.图5是表示基重检测部50的结构的示意图。基重检测部50是检测纸张300的基重的透过型的光学式传感器,具备发光部和受光部,对透过纸张300的光的衰减量(透过率)进行测定。
64.如图5所示,基重检测部50包括多个发光部51和一个受光部52。发光部51包括第一发光部51a、第二发光部51b以及第三发光部51c。从第一、第二、第三发光部分别向照射区域照射第一、第二、第三照射光。该照射区域(第二照射区域)在从z’方向观察的情况下为开口
a12中的内侧区域。开口a12设置于上引导板184。另外,在下引导板183,也在与开口a12对置的位置设置有开口a22。开口a11、a12是相同的形状,例如为矩形。为了防止来自通过输送路径143的纸张300的纸粉等异物附着于开口a12、a22,而在开口a12、a22安装有由pet等构成的、各照射光的波长透过的透明的片材54a、54b。此外,表面性质检测部60用的开口a11(参照图6)没有安装任何片材,在非测定时,通过闭状态的挡板(未图示)来防止异物附着。
65.第一发光部51a照射具有第一波长的第一照射光。第一波长例如为比可见光线的波长长的近红外线的波长。第二发光部51b照射具有第二波长的第二照射光。第二波长例如是包括于可见光线的蓝色的光线的波长。第一发光部51a和第二发光部51b都相对于输送路径143配置于与受光部52相反侧,第三发光部51c在与受光部52相同侧,设置在受光部52的附近。第三发光部51c朝向照射区域(开口a12)照射具有第三波长的第三照射光。第三波长例如是可见光线中的绿色的光线的波长。
66.朝向上下引导板183、184内的输送路径143照射第三照射光。在设置于第一发光部51a和第二发光部51b的附近的下引导板183的内侧设置有反射部53。反射部53例如由与第三照射光相同颜色的绿色进行涂装,反射第三照射光。此外,反射部53不反射不是同色的第一照射光(近红外线)和第二照射光(蓝色的光线)。
67.在本实施方式中,控制部11在测定时控制第一发光部51a、第二发光部51b,分别在不同的定时照射第一照射光和第二照射光。受光部52接受第一照射光和第二照射光,并检测各个照射光的光量,将检测出的第一照射光的光量和第二照射光的光量向控制部11输出。另外,针对输送到开口a12的位置的纸张300,也同样地照射第一照射光和第二照射光。受光部52接受第一照射光和第二照射光的透过光(第一透过光、第二透过光),并检测各个照射光的光量,将检测出的第一透过光的光量和第二透过光的光量向控制部11输出。即,受光部52检测没有纸张300时的第一照射光、第二照射光、以及纸张300位于开口a12时的第一透过光、第二透过光。
68.另外,关于第三发光部51c也同样地,受光部52检测没有纸张300时的由反射部53反射的第一反射光、以及在纸张300位于开口a12时由纸张300的表面反射的第二反射光。
69.控制部11使第一透过光的光量除以第一照射光的光量,而计算第一透过率。另外,同样地,使第二透过光的光量除以第二照射光的光量,而计算第二透过率。而且,根据这些第一、第二透过率和存储于存储部12的判定基准来判定纸张300的种类。
70.另外,除了第一、第二透过率以外,控制部11也可以还使第二反射光的光量除以第一反射光的光量,计算反射率,考虑该反射率,来判定纸张300的种类。此外,在本实施方式中,设置有第三发光部51c和反射部53,但也可以省略它们。
71.(表面性质检测部60)
72.接下来,与图3、图4一同参照图6,对表面性质检测部60的结构进行说明。图6是表面性质检测部60的剖视图。
73.如这些图所示,表面性质检测部60具备壳体61、发光部62、准直透镜63以及多个受光部64(受光部641、642)。另外,表面性质检测部60还具备挡板和该挡板的开闭机构(都未图示)。壳体61覆盖其他结构要素,遮挡外部光。
74.如图6所示,发光部62的配置角度被设定为照射光相对于基准面的入射角度为75
°
。该入射角75
°
是在按照jis的白纸光泽度测定中使用的角度,是被测定物的颜色的影响
较少的角度。基准面是包括上引导板184的下表面的假想面,在测定时,在基准面配置有作为被测定物的纸张300的表面。发光部62配置在基板b1上。发光部62包括放出规定波长的光的led等的作为光源的发光元件,从光源(点光源)放出的照射光通过准直透镜63而成为大致平行光,向照射区域照射。在本实施方式中,作为发光部62的光源的波长,优选为超过405nm且小于525nm的范围,最优选的波长为465nm前后。照射区域(第一照射区域)在从z’方向观察的情况下为开口a11中的内侧区域,照射区域的中心(光轴)与和xy’平面平行的基准面在交点p1处相交。作为发光部62,也可以使用面发光型的led、或者也可以使用炮弹型的led。
75.多个受光部64分别包括光电二极管、光电晶体管等受光元件,包括:接受来自照射区域的正反射光的第一受光部64(受光部641)、以及接受来自照射区域的扩散反射光的一个或者多个第二受光部64(受光部642)。该第一受光部641配置在与发光部62的入射角75
°
对应的反射角75
°
的位置,接受正反射光。另外,第二受光部642在反射角0
°
以上且小于90
°
的范围中,能够配置在除了75
°
的位置以外的任意的反射角的位置,接受扩散反射光。作为配置位置,优选为反射角60
°
、30
°
、0
°
,更优选为60
°
和30
°
这2个部位、或者60
°
这1个部位。在图6的例子中,示出配置有反射角75
°
的正反射光受光用的第一受光部641和反射角30
°
的扩散反射光受光用的第二受光部642的例子。在这些图中,受光部641配置于基板b2,受光部642配置于基板b3。
76.(纸厚检测部和输送部件)
77.接下来,参照图7~图11,对纸厚检测部70的结构进行说明。图7是表示纸厚检测部的概略结构的剖面示意图,图8、图9分别是纸厚检测部70的俯视图、立体图。图10是表示纸厚检测部70的位移传感器759周边的内部结构的立体图。
78.(输送部件)
79.如这些图所示,纸厚检测部70具备输送辊对71以及传感器单元75。另外,在输送方向上与纸厚检测部70的下游侧相邻地配置有输送辊对186。纸厚检测部70和输送辊对186都安装于一个上引导板182。具体而言,输送辊对186的上辊186b通过辊施力部185安装于上引导板182。辊施力部185的主体金属板185a被螺纹固定于上引导板182,上辊186b的辊轴被设置于上引导板182的轴支承部185b支承为能够在z’方向上移动。另外,上辊186b的辊轴被设置于两端侧的两个弹簧185c朝向下辊186a施力。各个弹簧185c的一端安装于主体金属板185a,另一端与上辊186b的辊轴抵接。这里,上引导板182、输送辊对186分别相当于“第一安装部”和“与纸厚检测部70相邻地配置的输送部件”。即,作为输送部件的输送辊对186通过辊施力部185的主体金属板185a和轴支承部185b而安装于作为第一安装部的上引导板182。
80.(纸厚检测部70)
81.输送辊对71的两个辊中的一方是固定(轴中心固定)的驱动辊,另一方是以能够朝向该驱动辊分离或接近的方式被施力的从动辊。在本实施方式中,输送辊对71中的上辊71b是从动辊(第二辊),下辊71a是通过驱动源(未图示)而旋转的驱动辊(第一辊)。各个辊71a、71b包括在轴向上隔开规定间隔地排列配置的多个(两个)辊。如图7、图8等所示,传感器单元75由辊施力金属板751、传感器安装部752、辊轴76、轴支承部77、弹簧78、位移传感器759构成。位移传感器759包括检测杆91、支承部92以及支承部安装部93。位移传感器759的支承部安装部93经由传感器安装部752而安装于辊施力金属板751。
82.主要如图10所示,下辊71a和上辊71b的轴向与所输送的纸张300的宽度方向平行地配置。另外,上辊71b被圆柱状的辊轴76支承为能够旋转。
83.上辊71b的辊轴76被设置于上引导板182的轴支承部77支承为能够移动。上辊71b作为基准部件发挥功能,通过在与下辊71a之间形成的辊隙输送纸张300,而高度位置位移纸张300的厚度量。该高度位置如后述那样由位移传感器759检测。
84.轴支承部77和上引导板182是通过对1张金属板进行弯曲加工而构成的。此外,辊轴76的旋转动作被未图示的轴承等旋转限制部件限制。在轴支承部77形成有供辊轴76插入的支承孔77a。支承孔77a是沿着厚度方向以规定的长度伸长的长孔。而且,辊轴76被支承为能够沿着轴支承部77的支承孔77a在厚度方向上滑动。
85.另外,支承孔77a中的输送方向的开口的长度被设定得比辊轴76的直径长。因此,辊轴76与支承孔77a在输送方向上形成有微小间隙。而且,辊轴76经由支承孔77a而被轴支承部77支承为能够在输送方向上以规定的长度移动。
86.另外,辊轴76被配置在两端侧的两个弹簧78向下辊71a侧施力。如图9、图10所示,各个弹簧78的一端安装于辊施力金属板751,另一端与辊轴76抵接。通过弹簧78,将支承于辊轴76的上辊71b朝向下辊71a施力。而且,若下辊71a旋转驱动,则上辊71b也与下辊71a一同旋转。
87.作为施力部件的弹簧78例如为压缩螺旋弹簧。然而,作为施力部件,不限于压缩螺旋弹簧,也可以应用板弹簧、橡胶等其他各种具有弹性的部件。
88.在辊轴76中,通过在轴向上在一部分将外周切口而形成平面部76a。位移传感器759的检测杆91与该平面部76a抵接。位移传感器759具有:与辊轴76抵接的检测杆91、以及支承检测杆91的支承部92。
89.图11是用于对位移传感器759进行说明的图。如图10、图11的(a)所示,检测杆91中的与辊轴76抵接的抵接面91b形成为大致圆弧状。检测杆91经由转动轴91a而被支承部92支承为能够转动。而且,若辊轴76与由输送辊对71夹持的纸张300的厚度对应地在厚度方向(z’方向)上移动,则检测杆91以支承部92为中心转动。在位移传感器759中,检测杆91的圆盘部91c和透过型的光学传感器s1作为编码器发挥功能,根据检测杆91的转动角度来检测纸张300的厚度。图11的(b)是位移传感器759中使用的二相式的编码器的输出例,以几微米的精度检测z’方向的位置位移(厚度)。
90.此外,在本例中,对根据检测杆91的转动角度来检测纸张300的厚度的例子进行了说明,但不限于此。作为位移传感器759,也可以应用对辊轴76的厚度方向的位移进行检测的测定器或其他各种部件。
91.另外,说明了作为位移部件应用辊轴76,使检测杆91与辊轴76抵接的例子,但不限于此。例如,也可以将与辊轴76一同在输送方向和厚度方向上位移的联动部件作为位移部件应用。而且,位移传感器759也可以使检测杆91与联动部件抵接,而根据联动部件的位移量来检测上辊71b的厚度方向的位移量。
92.这里,纸厚检测部70通过辊施力金属板751和轴支承部77而安装于作为第一安装部的上引导板182。具体而言,纸厚检测部70的“辊施力金属板751”螺纹固定于上引导板182,传感器安装部752螺纹固定于该辊施力金属板751,位移传感器759通过卡扣和螺纹而固定于该传感器安装部752。另外,上辊71b通过“辊施力金属板751”和“轴支承部77”而安装
于上引导板182。
93.(第一实施方式的纸厚检测部70的位移传感器759的输出变化)
94.如上述那样,纸厚检测部70以及与其相邻地配置的夹持纸张的输送辊对186(输送部件)安装于相同的1张上引导板182(第一安装部)。由此,像以下说明的那样,根据输送辊对186对纸张300的夹持的有无,纸厚检测部70的位移传感器759与上辊71b(基准部件)的相对高度位置发生移位,由此位移传感器759的输出发生变化。
95.图12、图13是用于对纸张300的各输送位置处的纸厚检测部70的输出变化进行说明的图,图14是用于对下游侧输送辊对186对纸张的夹持的有无与位移传感器的输出变化之间的关系进行说明的图。
96.在图12的(a)所示的时刻t0(位置0),从供纸托盘141等在输送路径143中输送的纸张300未到达纸厚检测部70。
97.在接下来的图12的(b)所示的时刻t1(位置1),纸张300到达纸厚检测部70,其前端被输送辊对71的辊隙夹持。在该状态下,上辊71b的高度位置向上方位移了纸张300的厚度量,该高度位置的位移由位移传感器759检测。此外,控制部11也可以保持时刻t0时的位移传感器759的输出,将该输出作为基准,计算时刻t1时的位移量(即纸的厚度)。
98.在接下来的图12的(c)所示的时刻t2(位置2),纸张300位于纸厚检测部70与下游侧的输送辊对186之间。
99.在接下来的图13的(d)所示的时刻t3(位置3),纸张300到达纸厚检测部70和下游侧的输送辊对186。在该状态下,上辊186b接受与纸张300的厚度相应的向上方的力(f1)而位移,由于该位移的影响,上引导板182经由辊施力部185而变形。此时,上引导板182成为稍微浮起的状态。上引导板182的变形的影响经由辊施力金属板751而作为上方的力(f2)作用于传感器单元75,通过该力,包括位移传感器759的传感器单元75整体(其中,除了上辊71b)的高度位置向上方移位。另一方面,上辊71b保持被朝向纸张300施力的状态,因此高度不变化。根据这样的状况,由于上辊71b(基准部件)与位移传感器759的相对位置关系发生位移,因此输出发生变化(在厚度较薄的一侧错误检测)。
100.在接下来的图13的(e)所示的时刻t4(位置4),纸张300脱离纸厚检测部70和输送辊对186,上引导板182的变形消除,传感器单元75的高度移位返回,位移传感器759的输出返回到正常的原来的状态。
101.在图14中,横轴是辊进给量,与上辊71b的旋转角度对应。横轴的0度与图12的(c)的位置2对应,180度与图13的(a)的位置3对应。纵轴是变换为长度(纸张厚度)的位移传感器759的输出,在测试中使用的纸张300的厚度是横虚线的理想值。图例的三角形是通过实验除去下游侧的输送辊对186而得的,圆圈表示如图12、图13等所示那样存在下游侧的输送辊对186的情况下的输出。这样,可知根据下游侧的输送辊对186对纸张300的夹持有无,存在50~80μm左右的输出变化(误差)。
102.这里,对纸厚检测部70与输送辊对186的距离、更具体而言为输送辊对71的辊隙与输送辊对186的辊隙的输送方向上的距离进行说明。该距离l比在图像形成装置1中能够形成图像的最小尺寸(例如定型明信片、b6等)的长度短,比辊71b的外周的长度长。比最小尺寸长的原因在于由相邻的辊输送。另外,比外周长的原因在于,为了减少辊71b的外径(直径)的误差所带来的影响,而与辊71b的1周的长度对应地,持续检测纸张厚度,对所得到的
测定值进行平均化处理。
103.(纸厚检测处理)
104.图15是表示基于第一实施方式的纸张检测装置18的纸厚检测处理的流程图。在以下说明的第一实施方式中,控制纸张检测装置18的控制部11作为第一位移防止部发挥功能。
105.(步骤s101)
106.控制部11控制供纸输送部14,从供纸托盘141等输送纸张特性的特定对象的纸张300。此外,如果设定成针对多张纸张300进行测定的模式、或者在连续地形成图像的同时测定纸张300的纸张特性的模式,则从供纸托盘141隔开规定的纸间而连续输送纸张300。
107.(步骤s102)
108.判定是否到达纸厚检测部70的辊对71,如果到达(是),则使处理进入步骤s103。关于该判定,能够根据配置于输送路径143的对纸张有无进行检测的传感器s2(参照图12等)、或者在输送路径143中配置在该传感器s2的上游侧的传感器的输出来判定。
109.(步骤s103)
110.控制部11读取位移传感器759的输出,取得测定值。此时,为了减少辊71b的外径误差的影响,优选以规定周期持续多次的测定。
111.(步骤s104)
112.如果纸张300到达下游的输送辊对186(是),则使处理进入步骤s105。关于该判定,能够通过从传感器s2的输出变化起经过规定时间来判定。该状态相当于图13的(d)的位置3。
113.(步骤s105)
114.控制部11结束纸厚检测,根据在步骤s103中得到的测定值来检测纸厚。例如通过对在辊71b的1圈旋转相当的期间得到的测定值进行平均化处理而检测纸厚。
115.(步骤s106)
116.控制部11被设定为连续地测定的模式,如果测定下一纸张(是),则使处理进入步骤s107。另一方面,否则(否)结束处理(结束)。
117.(步骤s107)
118.判定纸张300是否通过了下游的输送辊对186,如果通过,则使处理返回步骤s102,重复之后的处理。该通过的状态相当于图13的(e)的位置4。
119.这样,在本实施方式中,具备位移防止部,该位移防止部在由纸厚检测部70检测纸厚时,防止由基准部件的相对高度位置根据输送部件对记录介质的夹持的有无而移位而导致的位移传感器的输出变化。特别是,在第一实施方式中,作为位移防止部的控制部11根据记录介质通过输送辊对186(输送部件)的辊隙的定时来控制由纸厚检测部70检测纸厚的期间。更具体而言,设定成除了记录介质通过输送辊对186的辊隙的定时以外的期间。例如,作为除了通过的定时以外的期间,为从纸张300到达输送辊对71之后到紧接纸张300到达下游侧的输送辊对186之前为止。或者,在一边连续地输送纸张一边测定的情况下,为从前一纸张脱离输送辊对186之后到紧接下一后续纸张到达输送辊对186之前为止。根据这样的第一实施方式的纸张检测装置,能够防止由基准部件的相对高度位置根据输送部件对记录介质的夹持的有无而移位而导致的位移传感器的输出变化,因此防止精度降低,高精度地进行
纸厚的测定。
120.(打印处理)
121.接下来,对使用了包括上述的图15的纸厚检测处理在内的纸种判定处理的打印处理进行说明。图16是表示在图像形成装置1中进行的打印处理的流程图。
122.(步骤s10)
123.用户对在操作面板15上显示的操作画面(未图示)的纸张设定按钮进行操作。控制部11通过从用户接受该操作,而开始纸张设定。在该纸张设定的开始指示中,包括装填有成为对象的纸张的一个以上的供纸托盘(供纸托盘141、142、241~243)的选择信息。该纸张设定处理进行以下的处理。(1)通过纸张检测装置18测定纸张特性。所测定的纸张特性包括基于基重检测部50、表面性质检测部60和纸厚检测部70的基重、表面性质和纸厚。其中,通过图15所示的处理来执行基于纸厚检测部70的纸厚。而且,控制部11根据基重、表面性质、纸厚的测定值来进行纸种判定和基重区分测定。该判定可以基于规则进行,使用学习完毕模型(纸种判别发动机)和纸文件来进行纸种判定和基重区分的判定。这里,“纸文件”是指,对于某纸张,将该纸张检测装置18的测定值以及从用户输入的特性数据、纸张尺寸和任意的识别名(例如纸品种)等建立对应地预先登记而得的。“纸种判别发动机”也称为学习完毕模型,是指将纸张300的基于纸张检测装置18的检测输出作为输入值、将纸张300的由用户设定的纸种信息作为正解标签,通过使用了教师数据的有教师学习而生成的学习完毕模型。
124.(步骤s20)
125.根据纸张设定的结束,设定成符合所设定的纸张特性的图像形成条件,进行打印任务的测试打印(试打印)。
126.(步骤s30)
127.在测试打印的结果为不满足的情况下、或者在一个打印任务中使用多种纸张的情况下,用户针对其他的纸张重复步骤s10及其之后的处理(步骤s30:否)。另一方面,在测试打印的结果为满足、与全部的纸张种类相关的确认结束的情况下(是),通过接受用户的准备完成的操作,从而控制部11使处理进入步骤s40。
128.(步骤s40)
129.控制部11通过控制图像形成部13等,来进行打印任务的执行(本打印),完成打印处理(结束)。
130.这样,在本实施方式的图像形成装置1中,使用来自纸张检测装置18的检测结果来判定纸张(记录介质)的纸种。由此,能够精度良好地进行纸种的判定,设定与之相对的图像形成条件,由此能够输出高品质的打印物。
131.(第二实施方式)
132.在图7~图14所示的第一实施方式中,纸厚检测部70以及与其相邻地配置的夹持纸张的输送辊对186(输送部件)安装于相同的1张上引导板182(第一安装部)。因此,由输送辊对186的纸张夹持的有无引起的第一安装部的变形使纸厚检测部70的位移传感器759与基准部件(辊71b)之间的相对高度位置移位。在以下说明的第二实施方式中,第一安装部不根据输送辊对186的纸张夹持的有无而变形。
133.图17是表示第二实施方式的纸张检测装置18的第二位移防止部的结构的图。在第二实施方式中,第二位移防止部是第二安装部,该第二安装部与第一安装部独立,第二安装
部的变形不影响第一安装部。
134.具体而言,如图17所示,输送辊对186安装于作为第二安装部的上引导板182b,纸厚检测部70安装于作为第一安装部的上引导板182a。在第一、第二安装部之间设置切口(间隙),两者独立。该第一、第二安装部都安装于图像形成装置主体10的壳体。此外,在图17中,为了易于观察,以灰色表示各引导板(图18、图19也相同)。
135.由输送辊对186的纸张夹持有无引起的第二安装部的变形的力不向第一安装部传递,不影响纸厚检测部70的测定。这样,得到与第一实施方式相同的效果。另外,在第二实施方式中,不用像第一实施方式那样限定测定定时,能够在由输送辊对71夹持纸张300的期间的全部,取得传感器输出,能够更高精度地测定纸厚。
136.(第三实施方式)
137.在第二实施方式中,在安装有纸厚检测部70的第一安装部与安装有输送辊对186的第二安装部之间设置间隙,不传递变形的力。在第三实施方式中,纸厚检测部70和输送辊对186安装于相同的第一安装部(1张上引导板182c),但在第一安装部中的安装有纸厚检测部70的安装位置与安装有输送辊对186的安装位置之间的区域,设置用于使刚性比其他区域低的孔或长方形的细长的狭缝,来作为第三变形防止部。
138.具体而言,如图18所示,使用设置有狭缝状的孔h1的上引导板181c。通过像这样设置孔h1,从而上引导板181c的刚性变低,由输送辊对186对纸张的夹持有无引起的第一安装部的变形的力不容易传递到纸厚检测部70,对纸厚检测部70的测定几乎没有影响。这样,得到与第二实施方式相同的效果。
139.图19是表示第三实施方式的变形例的纸张检测装置的第四位移防止部的结构的图。孔不限于一个,也可以像图19所示的第四位移防止部那样由多个孔h2构成。另外,也可以取代孔或者狭缝、或者与孔或者狭缝一同地形成使金属板的板厚变薄的薄壁部。在这样的变形例中也得到与第二实施方式相同的效果。
140.(辊的寿命预测、或者异常的判定处理)
141.图20是表示第四实施方式的辊的寿命预测或者异常的判定处理的流程图。图20所示的处理是与图15的处理并列地进行的处理,也可以在纸厚检测部70测定纸厚时进行、或者也可以在不输送纸张的期间、例如使图像形成装置1的电源接通时的初始顺序时进行。
142.(步骤s301)
143.控制部11读取位移传感器759的输出。该输出至少在辊旋转数周的期间,每旋转1周得到十几个以上的测定数据。
144.(步骤s302)
145.控制部11通过对在步骤s301中取得的测定数据根据高速傅立叶变换等处理而进行频率分析,从而提取周期变动。此时,也可以除去与辊的旋转周期相比非常大的频率或者非常小的频率的数据。
146.(步骤s303)
147.控制部11判定周期变动是否为规定量以上。如果没有规定量以上的周期变动(否),则结束处理(结束)。另一方面,如果存在规定量以上的周期变动,则使处理进入步骤s304。
148.(步骤s304)
149.控制部11对存在规定量以上的周期变动的周期与根据存储于存储部12的纸厚检测部70的各辊(辊71a、71b)的外周计算出的旋转周期进行比较,提取周期一致的辊。
150.(步骤s305)
151.控制部11对当前的周期变动量与初始时的周期变动量进行比较,根据周期变动量的增加比例或者增加量,进行直到超过判定基准值为止的寿命预测,将该结果显示输出到操作面板15等。或者,向通过网络连接的管理服务器发送输出数据。该判定是按照每个辊进行的。此外,在本实施方式中,辊71a与辊71b的外径设定成周期能够分离的程度以上的相互不同的值。
152.这里,初始时的周期变动量是指,测定各部件为新品的状态下的周期变动并预先存储于存储部12。例如如果是在开始使用新品的图像形成装置1的定时、或者在服务人员进行部件更换的情况下,对该履历管理数据进行了复位的定时,则能够判定为各部件是新品。或者,如果是已经超过判定基准值的变动量,则进行异常判定,将该结果显示输出到操作面板15、或者向服务器发送输出。
153.这样,在第四实施方式中,根据位移传感器的与输送辊对的旋转周期对应的输出变动,来预测纸厚检测部的寿命或者判定异常。由此,能够将纸张检测装置不能精度良好地进行纸厚检测,不能得到正确的测定值的状况防患于未然。
154.关于具备以上说明的纸张检测装置18(介质传感器)的图像形成装置1的结构,在对上述的实施方式的特征进行说明时,说明主要结构,不限于上述的结构,在权利要求书的范围内,能够进行各种改变。另外,不排除一般的图像形成装置所具备的结构。
155.例如,在图3、7等中示出了排除对位移传感器759的输出变化的影响的对象的输送辊对186配置在纸厚检测部70的下游侧的例子,但并不限于此,也可以配置在上游侧,也可以配置在上游侧和下游侧双方。例如,存在在安装有纸厚检测部70的第一安装部(引导板182)安装有下游侧的输送辊对的情况。
156.另外,在纸厚检测部70中,示出了作为基准部件而使用辊(上辊71b)的例子,但不限于此,也可以使平面上的部件在对纸张表面施力的同时与纸张表面抵接,利用位移传感器测定根据纸厚而位移的部件的高度,由此测定纸厚。
157.并且,示出了控制部11具有学习完毕模型的例子,但不限于此,也可以在与图像形成装置1进行了网络连接的服务器侧保存学习完毕模型,利用服务器进行纸种判定。在该情况下,图像形成装置主体10将测定出的纸特性的数据向服务器发送,接受了该数据的服务器基于该数据进行纸种判定,使该判定结果返回到图像形成装置。并且,在图1等中,示出了图像形成装置1与选件的供纸单元20连结的结构,也可以是没有这些选件的单体的图像形成装置1,也可以连结有对利用图像形成装置主体10形成图像的纸张实施后处理的其他后处理装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1