一种航空发动机高压压气机叶片孔探辅助工具和检查方法与流程
1.本发明涉及一种航空领域的发动机内部损伤辅助工具和检查方法,具体涉及一种航空发动机高压压气机叶片孔探辅助工具和检查方法。
背景技术:
2.使用内窥镜对航空发动机进行孔探检查是一种成熟技术,已在航空领域广泛应用。现有检查方法是打开发动机检查口盖,直接用内窥镜测量头进入发动机内部。但在工厂实际使用过程中,尤其是检查高压压气机最末级叶片排气边的损伤情况时,使用传统的内窥镜检查方式,我们发现有以下缺陷:
3.1、对航空发动机进行孔探检查时,柔软的光纤测量头极易卡在发动机复杂的内部结构中,造成测量头损坏或脱落,影响飞行安全。
4.2、测量头无法准确到达被测位置,需要不断调整,对操作者技能要求高。
5.3、即使到达被检测部位,测量头也无法固定,检查人员要不断调整测量头位置,以保证屏幕上成像清晰;长时间操作易疲劳,不利于准确发现异常点,检测时间长。
技术实现要素:
6.针对现有技术中存在的问题,本发明提供一种操作简单,使用方便的航空发动机高压压气机叶片孔探辅助工具和检查方法,可快速对高压压气机叶片损伤状况进行检测,减少维护人员数量,缩短检查时间,提高高压压气机叶片无损检测质量,保证飞行安全。
7.本发明的技术方案为:
8.所述航空发动机高压压气机叶片孔探辅助工具,包括定位端,导向管,安装板;
9.所述定位端为尾部开口,头部半封闭的空心圆柱结构,其中半封闭端端面中心开有透光孔,便于孔探仪测量头的光线穿过;所述定位端侧壁靠近头部位置开有检测孔;
10.所述定位端与航空发动机高压压气机后机匣温度测量传感器安装孔能够间隙配合,且定位端能够伸入航空发动机高压压气机后机匣温度测量传感器安装孔内,通过航空发动机高压压气机后机匣温度测量传感器安装孔支撑所述定位端;
11.所述导向管为长管结构,前端与所述定位端尾部固定连接,后端与安装板固定连接;
12.其中安装板上具有螺钉安装孔,用于与航空发动机检查口配合,将安装板固定安装在航空发动机检查口上,而导向管则伸入航空发动机检查口内,并通过定位端与高压压气机后机匣温度测量传感器安装孔配合支撑。
13.进一步的,还包括空心手柄和紧定螺钉;导向管后端螺纹连接空心手柄;在空心手柄侧壁安装有紧定螺钉,利用紧定螺钉能够锁定从空心手柄、导向管以及定位端穿过的孔探仪,使孔探仪测量头处于最佳测量位置。
14.进一步的,所述定位端为尾部开口,头部封闭的空心圆柱结构,且定位端本身或者头部端面采用透光材料制作。
15.进一步的,所述检测孔采用腰型检测孔,便于检测时孔探仪测量头定位。
16.进一步的,通过设计定位端外径,定位端外径名义尺寸与航空发动机高压压气机后机匣温度测量传感器安装孔的孔径相同,通过公差设计实现定位端与航空发动机高压压气机后机匣温度测量传感器安装孔之间的间隙配合;或者定位端外径略小,实现二者的间隙配合。
17.进一步的,所述导向管外径小于航空发动机检查口的开口内径,当定位端未能直接装入高压压气机后机匣温度测量传感器安装孔时,能够将导向管的轴线绕航空发动机检查口的轴线进行旋转,便于查找高压压气机后机匣温度测量传感器安装孔位置。
18.进一步的,定位端、导向管和安装板通过焊接成为一个整体。
19.利用上述孔探检查辅助工具对涡扇发动机高压压气机叶片损伤程度进行孔探检查的具体方法为:
20.步骤1:打开涡扇发动机高压压气机叶片检查口盖;
21.步骤2:手握手柄,将孔探仪柔性测量头从手柄末端孔中伸入;
22.步骤3:打开孔探仪测量头灯光,将孔探检查辅助工具的定位端侧面腰型孔对着发动机进气口,将辅助工具和测量头一起伸入高压压气机叶片检查口中,沿着测量头光线,找到高压压气机后机匣温度测量传感器安装孔,使定位端装入该安装孔中,并将安装板与涡扇发动机高压压气机叶片检查口相应螺钉孔对齐并用螺钉固定;
23.步骤4:将孔探仪柔性测量头继续送入,当测量头伸入到定位端顶端极限位置时,操纵孔探仪使测量头偏向定位端侧面的腰型孔方向即可对准被测叶片位置;
24.步骤5:操纵孔探仪,使测量头处于最佳测量位置,用紧定螺钉锁定孔探仪柔性测量头;
25.步骤6:旋转发动机转子,对各叶片进行检测。
26.有益效果
27.本发明提出的航空发动机高压压气机叶片孔探辅助工具和检查方法有以下优点:
28.1、有效解决了现有方法检测时,柔软的光纤测量头极易卡在发动机复杂的内部结构中,造成测量头损坏或脱落,影响飞行安全的问题。
29.2、孔探仪测量头在孔探辅助工具中可快速定位,固定好孔探辅助工具即可检测;避免了人工调整位置不准确时,旋转发动机转子,转子叶片切断孔探仪测量头的现象。
30.3、测量头能准确、快速到达被测位置,检测效率高。使用方便、操作简单,安全可靠,避免了错、漏检现象,保证了飞行安全。解决了之前检查人员既要一手操作设备,又要一手固定保持探头位置,长时间操作易疲劳,也不利于准确发现异常点的问题,完善了孔探检查中操作保护措施,使检查效率提高3倍以上,提高了检查的准确性。
31.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
32.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
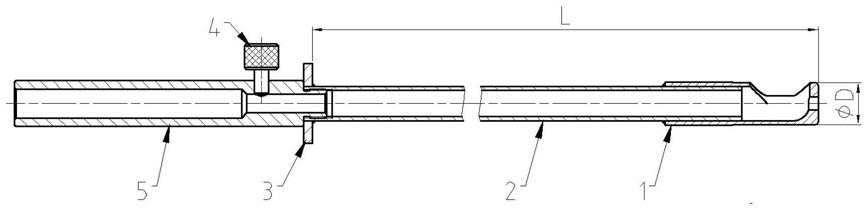
33.图1是叶片孔探辅助工具结构示意图;
34.图2是叶片孔探辅助工具轴视图。
具体实施方式
35.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
36.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
37.如图1和图2所示,本实施例中的航空发动机高压压气机叶片孔探辅助工具包括定位端1,导向管2,安装板3,紧定螺钉4和手柄5。
38.所述定位端1为尾部开口,头部半封闭的空心圆柱结构,其中半封闭端端面中心开有透光孔,便于孔探仪测量头的光线穿过,使辅助工具在安装时能够通过光线观察,避开航空发动机内、外涵道中的障碍物。当然,所述定位端本身或者头部端面可以直接采用透光材料制作,这样就无需在头部端面开孔,而直接采用头部封闭端即可。
39.所述定位端1侧壁靠近头部位置开有检测孔,优选采用腰型的检测孔,便于检测时孔探仪测量头定位,从而达到快速检测的目的。
40.所述定位端1的一个关键性设计,是对定位端外径的选择,定位端外径φd名义尺寸与航空发动机高压压气机后机匣温度测量传感器安装孔的孔径相同,通过公差设计实现定位端与航空发动机高压压气机后机匣温度测量传感器安装孔之间的间隙配合;或者定位端外径略小,实现二者的间隙配合。这样设计的原因和目的是:申请人发现,直接使用孔探仪测量头进入到航空发动机高压压气机内进行检测,由于高压压气机在航空发动机的后部,结构较深,难以有效控制孔探仪测量头到达检测部位,若进一步采用套管辅助,则也需要较长的套管,难以稳定控制套管,套管前端在高压压气机内晃动极大。为解决该问题,申请人仔细分析了高压压气机内部及其附近结构,发现高压压气机后机匣温度测量传感器安装孔位置是靠近高压压气机叶片排气边的一个有效支撑位置,而且高压压气机后机匣温度测量传感器也便于拆卸,因此,以该安装孔为支撑孔,通过设计定位端外径,能够使定位端插入该安装孔,实现对定位端的支撑作用,从而方便对高压压气机叶片排气边进行检查。
41.所述导向管2为长管结构,前端与所述定位端1尾部固定连接,后端与安装板3 固定连接。其中安装板上具有螺钉安装孔,用于与航空发动机检查口配合,将安装板固定安装在航空发动机检查口上,而导向管则伸入航空发动机检查口内,并通过定位端与高压压气机后机匣温度测量传感器安装孔配合支撑,实现细长结构的可靠稳固支撑,便于孔探仪测量头从导向管2和定位端1内部稳定穿过及可靠检检查。
42.这里对导向管2的外径进行了进一步设计,要求导向管的外径小于航空发动机检查口的开口内径,这样当定位端未能直接装入高压压气机后机匣温度测量传感器安装孔时,可以将导向管的轴线绕航空发动机检查口的轴线进行旋转,便于查找高压压气机后机匣温度测量传感器安装孔位置。
43.此外,本实施例中,定位端1、导向管2和安装板3通过焊接成为一个整体,这样能够避免孔探辅助工具的零件掉入发动机中。
44.在导向管2后端,螺纹连接空心手柄5,便于拆卸,且手握手柄来安装辅助工具更方便、快捷。另外,在手柄侧壁安装有紧定螺钉4,利用紧定螺钉能够锁定从手柄、导向管以及定位端穿过的孔探仪,使测量头处于最佳测量位置。
45.利用上述孔探检查辅助工具对涡扇发动机高压压气机叶片损伤程度进行孔探检查的具体方法为:
46.步骤1:打开涡扇发动机高压压气机叶片检查口盖;
47.步骤2:手握手柄5,将孔探仪柔性测量头从手柄末端孔中伸入;
48.步骤3:打开孔探仪测量头灯光,将孔探检查辅助工具的定位端侧面腰型孔对着发动机进气口,将辅助工具和测量头一起伸入高压压气机叶片检查口中,沿着测量头光线,找到高压压气机后机匣温度测量传感器安装孔,使定位端装入该安装孔中,并将安装板与涡扇发动机高压压气机叶片检查口相应螺钉孔对齐并用螺钉固定;
49.步骤4:将孔探仪柔性测量头继续送入,当测量头伸入到定位端顶端极限位置时,操纵孔探仪使测量头偏向定位端侧面的腰型孔方向即可对准被测叶片位置;
50.步骤5:操纵孔探仪,使测量头处于最佳测量位置,用紧定螺钉锁定孔探仪柔性测量头;
51.步骤6:旋转发动机转子,对各叶片进行检测。
52.该方法只要将辅助工具安装在发动机高压压气机叶片检查口盖位置,沿手柄内孔穿入测量头,测量头伸入到定位端顶端极限位置,操纵孔探仪使测量头偏向定位端侧面的腰型孔方向即可对准被测叶片位置,用紧定螺钉锁定孔探仪,使测量头处于最佳测量位置,具有检测效率高,使用方便的特点。
53.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在不脱离本发明的原理和宗旨的情况下在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1