一种航空发动机叶片全数据测量路径规划方法
1.本发明属于叶片的型面尺寸检测技术领域,具体涉及一种航空发动机叶片全数据测量路径规划方法。
背景技术:
2.自工业革命以来,制造业迅猛发展逐渐成为推动工业化进程的主体因素。动力装置是制造业中机械装备的心脏,对整机工作的持久和稳定性有着重要的意义。叶片作为航空发动机的核心部件,工作条件十分恶劣,在运行中可能受到蠕变损伤、湿蒸汽腐蚀及固体颗粒磨损的不断侵蚀。同时,在叶轮机械高速旋转的情况下受力情况复杂,可能承受来自设备运转时产生的离心拉应力、蒸汽弯曲应力及运转时由振动产生的动应力等多种力的作用。由于工作载荷大、工作环境恶劣,叶片一直是发动机中故障率较高的构件,严重影响整机的工作性能和使用寿命。因此对其表面质量的检测一直是机械工程学科重要的攻坚项目。
3.目前,传统的叶片检测方法有标准模板、三坐标测量机(cmm)测量法、激光点扫描法、ccd影像法等。叶片型面是典型的自由曲面,具有强扭曲、薄壁件、易变形、低损伤的特点,并且需要持续在高温、高压以及高速状态下运行,工作条件恶劣。由于叶片的型号和数量众多,其形状大小各不相同,检测要求也有所不同,因此实现快速、高精度的叶片型面三维轮廓测量。检测路径的规划是空间复杂曲面测量方法的主要内容之一,在实现精确检测待测零件的同时可以最小化检测时间和成本。
技术实现要素:
4.本发明所要解决的技术问题在于针对上述现有技术中的不足,提供一种航空发动机叶片全数据测量路径规划方法,将叶片放置在旋转台上,采用测头的入射光束与z轴垂直的方式对叶片型面进行扫描,然后根据叶片型面特征对叶片型面进行扫描,根据得到的测量数据进行分析进而优化测量方法。
5.本发明采用以下技术方案:
6.一种航空发动机叶片全数据测量路径规划方法,包括以下步骤:
7.s1、确定传感器的装夹方式;
8.s2、根据步骤s1确定的传感器的装夹方式安装传感器,选取
‑
30
°
,
‑
15
°
,0
°
,15
°
,30
°
,150
°
,165
°
,180
°
,195
°
和210
°
对叶片进行测量得到扫描数据,规划叶片型面数据的测量路径;
9.s3、对步骤s2规划的测量路径进行优化,实现叶片型面的全数据测量。
10.具体的,步骤s1中,将传感器按照传感器激光光束方向与z轴方向平行的方式进行装夹。
11.具体的,步骤s2中,规划叶片型面数据的测量路径具体为:
12.s201、将航空发动机叶片通过夹具固定在转台上,夹具的上边缘处与叶片扫描测
量机的x轴平行;控制传感器运动使传感器位于叶片型面的左下方;
13.s202、依次旋转转台对叶片进行测量;通过相邻数据大面积覆盖的方式获取叶盆、叶背和前后缘部分的所有数据。
14.进一步的,步骤s201中,入射激光光束的一部分在叶片型面上,另一部分在叶片型面外,光刀的测量轨迹为s型。
15.进一步的,步骤s201中,转台一侧的床身上设置有z轴立柱,z轴立柱上设置有线扫描测头。
16.更进一步的,z轴立柱上设置有x轴横臂,线扫描测头设置在x轴横臂上。
17.更进一步的,床身上设置有y轴滑座,z轴立柱设置在y轴滑座上。
18.进一步的,步骤s202中,转台在
‑
15
°
,0
°
,15
°
,165
°
,180
°
和195
°
位置获取完整的叶盆、叶背数据和前后缘数据,转台在
‑
30
°
,30
°
,150
°
和210
°
位置获取前后缘数据。
19.具体的,步骤s3具中,优化测量路径具体为:
20.对步骤s2的扫描数据进行两两配准,分析配准结果中的数据包含关系,将测量路径简化成6次测量结果,根据6次测量结分别按照s型轨迹进行测量作为优化后的测量路径。
21.与现有技术相比,本发明至少具有以下有益效果:
22.本发明一种航空发动机叶片全数据测量路径规划方法,首先对叶片类零件进行分析,针对其造型特点,完成了最佳测量路径的规划;通过确定传感器最佳的装夹方式来实现叶片型面中前后部分的测量,解决了采集数据较难的关键问题;其次,通过对叶片型面特征的分析,建立初始测量路径规划方案,以实现叶片型面数据的全面测量;最后,在初始测量路径的基础上对采集的数据进行分析,通过配准方法对测量路径进行优化,得到最佳的测量路径方案。通过简单的实验步骤,可以实现叶片型面的高精度、高效率测量,有效解决工厂的实际问题,满足航空叶片的检测。
23.进一步的,步骤s1光束方向与z轴方向平行设置可避免由传感器安装不当造成的倾角误差,倾角误差的存在严重影响测量数据的精度。
24.进一步的,由于传感器的纵向分辨率高达0.4μm,使用传感器激光光束平行于z轴的入射方式可以保证前后缘数据可以被测量到,能够解决传统测量路径中前后缘数据测量较难的问题。步骤s2中测量路径的目的是使用尽可能少的测量次数获得叶片型面的全部数据,首先需要保证叶片型面数据的完整性,通过多次测量的方式做到叶片型面数据的全覆盖测量。再根据测量数据的配准信息,确定冗余信息所在的位置,进而简化测量的次数。
25.进一步的,由于光刀相邻点距离0.02mm,让入射激光光束一部分在叶片型面上,另一部分在叶片型面外可以获得整齐的叶片边缘信息。而s型的测量轨迹可以减少测量机运动的次数,从而减少由于测量机运动轴的变化造成的随机误差。
26.进一步的,z轴立柱主要由固定导轨、伺服电机、联轴器、板式滚柱链以及密珠轴承组成,行程设计为360mm,光栅尺读数精度为0.1μm,单轴直线度小于2μm。板式滚柱链中需使用质量较轻且刚性好的滚柱以减少滚柱之间的摩擦力,并采用侧倒放置的方式减小摩擦系数,同时短间距的安装模式增强了z轴立柱的负荷承载能力,使其带动x轴悬臂上下移动时能够更好的保证运动精度。
27.进一步的,z轴立柱的安装宽度足够大可以使x轴悬臂的重量分布均匀,从而减小x轴变形的可能性保证测量精度。x轴的量程较短,可以灵活地控制叶片测量机对叶片型面进
行检测。
28.进一步的,由于x轴悬臂以及z轴立柱搭载在y轴上,在测量中要带动z轴立柱结构沿y轴方向做直线运动,y轴滑座的精度易因受力变形而降低。而在实际测量过程中,在设定好叶片与传感器距离后,测量机只需要移动x轴和z轴,y轴在测量过程中则不需要移动,让z轴设置在y轴上使得测量精度不会受到y轴的影响。
29.进一步的,对叶片型面进行全数据采集的目的是获取到叶片型面各个位置的数据,通过对数据的分析得到叶片型面质量的评价。本发明中将旋转平台分别
‑
30
°
,
‑
15
°
,0
°
,15
°
,30
°
,150
°
,165
°
,180
°
,195
°
和210
°
十个位置,其中
‑
15
°
,0
°
,15
°
三个位置可获得叶片型面中叶背部分的所有数据,165
°
,180
°
,195
°
可获得叶片型面中叶盆部分的所有数据,而
‑
30
°
,30
°
,150
°
,210
°
四个位置可获得前后缘部分的数据,实现了叶片型面各部分数据的全采集。
30.进一步的,由于单次测量获得的数据量高达200万,若采用10次测量后拼接得到叶片型面的完整数据,数据量可达千万级别。其中存在大量的冗余数据和无效数据,不仅对后续的处理没有好处还会严重影响处理速度,因此需要在保证叶片数据完整性的同时减少测量次数,进而减少冗余数据量。
31.综上所述,本发明利用激光线扫描传感器的装夹方式以及测量路径的设计,不仅实现叶片型面数据叶盆叶背部分的测量,还实现前后缘数据的测量,得到叶片型面的完整数据。此外通过实验路径的优化策略,实现叶片型面数据的快速测量。
32.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
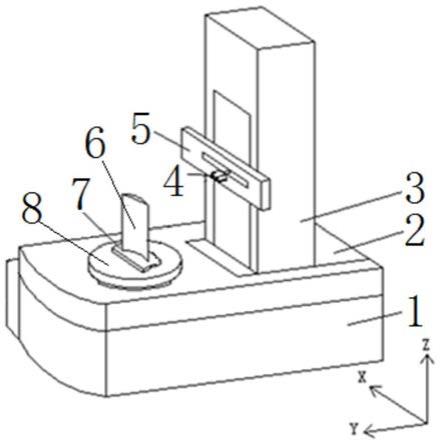
33.图1为叶片线扫描系统结构图;
34.图2为传感器的装夹示意图,其中,(a)为光束方向与z轴平行,(b)为光束方向与z轴垂直;
35.图3为叶片型面测量装置图图,其中,(a)为传感器与叶片的相对位置,(b)为叶片夹具三维模型图;
36.图4为路径测量范围示意图;
37.图5为最优测量路径示意图;
38.图6为两种不同装夹方式下获得的测量数据示意图,其中,(a)为光束方向与z轴平行,(b)为光束方向与z轴垂直;
39.图7为测量结果图,其中,(a)为180
°
,(b)为95
°
,(c)为210
°
,(d)为180
°
后缘,(e)为195
°
后缘,(f)为210
°
后缘。
40.其中,1.床身;2.y轴滑座;3.z轴立柱;4.线扫描测头;5.x轴横臂;6.叶片;7.夹具;8.转台。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施
例,都属于本发明保护的范围。
42.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“一侧”、“一端”、“一边”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
43.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
44.应当理解,当在本说明书和所附权利要求书中使用时,术语“包括”和“包含”指示所描述特征、整体、步骤、操作、元素和/或组件的存在,但并不排除一个或多个其它特征、整体、步骤、操作、元素、组件和/或其集合的存在或添加。
45.还应当理解,在本发明说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明。如在本发明说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
46.还应当进一步理解,在本发明说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
47.在附图中示出了根据本发明公开实施例的各种结构示意图。这些图并非是按比例绘制的,其中为了清楚表达的目的,放大了某些细节,并且可能省略了某些细节。图中所示出的各种区域、层的形状及它们之间的相对大小、位置关系仅是示例性的,实际中可能由于制造公差或技术限制而有所偏差,并且本领域技术人员根据实际所需可以另外设计具有不同形状、大小、相对位置的区域/层。
48.请参阅图1,由于叶片型面中前后缘部分的曲率变化较大,这部分的测量一直是叶片型面检测中的难点。另外由于非接触式测量获取的型面数据为点云数据,为简化后续的点云数据处理方法应尽可能减少测量次数。本发明一种航空发动机叶片全数据测量路径规划用叶片线扫描测量装置,包括床身1、y轴滑座2、z轴立柱3、线扫描测头4、x轴横臂5、叶片6、夹具7和转台8;y轴滑座2设置在床身1上,z轴立柱3设置在y轴滑座2上,z轴立柱3上设置有x轴横臂5,线扫描测头4设置在x轴横臂5上;床身1上还设置有转台8,转台8上设置有夹具7,叶片6设置在夹具7上。
49.本发明一种航空发动机叶片全数据测量路径规划方法,包括以下步骤:
50.s1、确定传感器的装夹方式,获得叶片的前后缘数据;
51.按照光束入射的方向将传感器按照两种方式进行装夹,即光束方向与z轴平行和光束方向与z轴垂直;分别使用两种装夹方式对叶片型面进行测量,分析测量数据的特征从而确定传感器的装夹方式。
52.由传感器光束方向与z轴方向平行的方式无法保证在边缘部分正好处在采样频率范围内,测得的数据叶片前后缘处的数据缺失较为严重。此外,测量机z轴移动的次数较多,
测量效率较低且易引起随机误差。
53.由传感器光束方向与z轴方向平行的方式,由于光束的纵向分辨率较高,实现叶片边缘处数据的采集。叶片宽度相较于叶片高度来讲长度较短,因此测量机在x轴方向移动的次数较少,提高测量效率并减少由悬臂启动引起的测量误差。因此采用光束方向与z轴垂直的方式对传感器进行装夹。
54.s2、叶片型面数据测量路径规划,实现型面的全数据测量;
55.在确定传感器的装夹方式后,需针对叶片型面的测量特点规划测量路径。叶身表面为扭曲的变截面曲面,由于前缘距后缘部分的扭曲程度较大,无法保证在一次测量中获得叶盆或叶背部分的全部数据,因此我们采用多次测量的方式获得叶片型面的全部数据,测量步骤如下:
56.s201、按照图3所示调整传感器装夹方式,使入射激光光束垂直于z轴。将航空发动机叶片放入叶片专用夹具中进行固定并放置于测量机的转台上,使夹具上边缘处与x轴平行。控制传感器运动使其位于叶片型面的左下方;
57.光刀的位置和运动轨迹如图2b所示,入射光束部分在叶片型面上,部分在叶片型面外,该方式可以获得少量的前后缘数据,测量轨迹为s型,在测量结束后传感器回到初始位置。
58.s202、依次旋转转台至
‑
30
°
,
‑
15
°
,15
°
,30
°
,150
°
,165
°
,180
°
,195
°
和210
°
,对9个位置分别进行测量。在
‑
15
°
,0
°
,15
°
,165
°
,180
°
和195
°
位置主要为了获取完整的叶盆、叶背数据和少量的前后缘数据,
‑
30
°
,30
°
,150
°
和210
°
位置是为了获取更多的前后缘数据,顺时针方向为正,逆时针方向为负;如图4所示。
59.s3、测量路径的优化,在实现叶片型面精确全测量的基础上,提高测量效率。
60.为了进一步优化测量路径,对步骤s2的10次扫描数据进行两两配准,分析配准结果中的数据包含关系,将测量路径简化成6次测量结果,将测量路径简化为6次结果所在的位置,即
‑
30
°
,15
°
,30
°
,150
°
,195
°
和210
°
;在6个角度位置分别按照s型轨迹进行测量即为优化后的测量路径。
61.为了进一步优化测量路径,对上述10次的扫描数据进行配准分析,可知测量叶背型面数据时
‑
30
°
、15
°
和30
°
处的数据拼接结果可完全覆盖0
°
和
‑
15
°
处测得的叶背型面,叶盆部分
‑
150
°
、195
°
和210
°
的测量数据可完全覆盖180
°
和165
°
位置测得的叶片型面,因此测量路径可简化成6次测量结果。
62.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中的描述和所示的本发明实施例的组件可以通过各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
63.实施例
64.(1)确定传感器装夹方式
65.分别采用光束方向与z轴平行(如图2a所示)和光束方向与z轴垂直(如图2b所示)
两种装夹方式下采集叶片型面数据。采用某型号航空发动机压气机四级叶片为测量实例,得到的测量结果如图6所示。通过对采集数据的结果分析,由图2a方式测得的原始数据叶片前后缘数据较少且边缘不够整齐,不利于后续的点云数据处理。由图2b方式获得的点云数据得到叶片前后缘部分的大量数据点,并且具有较为整齐的边界信息,可以获得较好的数据处理效果。
66.(2)叶片型面数据测量路径规划
67.对采集到的叶片型面数据进行分析,以180
°
,195
°
,210
°
处采集的叶片型面数据为例进行说明。图7为三个位置的测量数据以及后缘部分的细节放大图。在图7中看出由于叶片型面扭曲程度较大,无法在180
°
位置一次获得完整的叶背数据,在靠近后缘的部分产生缺失,而在195
°
位置的测量数据中在靠近前缘的部分有少量缺失。在图7d和图7e中放大了叶片后缘处的测量数据,仅有较少的数据点无法准确表示后缘处的型貌。而在210
°
位置的测量数据中可以看到更完整的叶片后缘细节,弥补了前两次测量后缘数据的缺失。由此可知该路径规划方法不仅得到完整的叶盆叶背数据,还能很好的解决前后缘数据获取难的问题。
68.(3)测量路径的优化
69.请参阅图5,测量路径的初步规划可以获得叶片型面完整的数据,但在获得的数据中存在大量的冗余信息,为进一步提高叶片型面测量的效率,需要对测量路径进行优化减少测量次数。通过对15
°
数据和0
°
数据进行配准发现,15
°
位置处的数据可以完全覆盖0
°
处的数据,而15
°
和
‑
30
°
数据的配准结果可以完全覆盖
‑
15
°
处的数据。叶盆同理,180
°
处的数据所在位置完全包含在195
°
处的数据中,而195
°
和150
°
数据可以完全包含165
°
数据扫描到的位置。因此,通过分析结果优化测量路径,将其简化成6次测量结果。
70.表1初始路径测量数据量
[0071][0072]
表1中为初始路径中10次测量的数据量,通过计算可知若将10次数据全部拼合数据量将为15236792,而优化后的数据可减少7898867,50%以上的数据,不仅能够减少测量的时间还能够提高后续处理的速度。
[0073]
综上所述,本发明一种航空发动机叶片全数据测量路径规划方法,由于叶片型面中前后缘部分的曲率变化较大,这部分的测量一直是叶片型面检测中的难点。为获得叶片型面的全数据需要针对叶片型面的结构特征设计数据采集路径。本发明提出一种叶片型面采集的路径规划方法,首先通过确定传感器最佳的装夹方式来实现叶片型面中前后缘部分的测量,解决了该部分采集数据较难的关键问题。其次,通过对叶片型面特征的分析,建立初始测量路径规划方案,以实现叶片型面数据的全面测量。最后,在初始测量路径的基础上对采集的数据进行分析,通过配准方法对测量路径进行优化,得到最佳的测量路径方案。通过简单的实验步骤,可以实现叶片型面的高精度、高效率测量,满足叶片型面的检测要求。
[0074]
以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书
的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1