连接件、测试设备及晶圆的测试方法与流程
1.本技术涉及拉力测试技术领域,尤其涉及一种连接件、测试设备及晶圆的测试方法。
背景技术:
2.为提高待测样品的可靠性,会对待测样品的膜层间的结合强度进行拉应力测试,例如可以用粘接胶先将待测样品粘接固定于连接件上,然后将连接件装设在拉应力测试设备上,随后启动拉应力测试设备,拉应力测试设备对待测样品施加拉力,直至待测样品的不同膜层之间刚好分离,此时拉应力测试设备所测量的数值即为待测样品所能承受的最大拉应力。
3.由于连接件属于拉应力测试中的易耗品,因此,如何提升连接件的耗材利用率已成为亟待解决的问题。
技术实现要素:
4.本技术实施例提供一种连接件、测试设备及晶圆的测试方法,能够有效提升连接件的耗材利用率,以大幅度降低生产成本。
5.第一方面,本技术实施例提供了一种连接件,用于与待测样品连接并用于检测待测样品的拉应力;该连接件包括连接部以及安装部,连接部包括多个承载面,各承载面均可用于承载待测样品,安装部至少部分位于所有承载面之间,且安装部的延伸方向包括平行于任一承载面的分量。
6.基于本技术实施例的连接件,在连接件的连接部上设置多个承载面,各承载面均可用于与待测样品连接以用于拉应力测试,相对于相关技术中的连接件上只设置一个承载面供待测样品连接以用于拉应力测试而言,改进后同一连接件的连接部上的多个承载面可进行切换使用,增加了同一连接件可用于拉应力测试的次数,从而提升连接件的耗材利用率,达到大幅度降低生产成本的目的。
7.在其中一些实施例中,安装部为贯穿连接部的安装孔。
8.基于上述实施例,通过将安装部设计成贯穿连接部的安装孔,连接件可相对于测试设备转动来调整与待测样品连接的承载面,并通过安装孔实现与测试设备之间的连接,降低了连接部的承载面的切换难度。
9.在其中一些实施例中,多个承载面在连接部上依次首尾连接,或连接部还包括多个连接面,多个连接面与多个承载面在连接部上依次交错连接。
10.基于上述实施例,通过将多个承载面在连接部上的布设方式设计成依次首尾连接,一方面降低了在连接件的连接部上加工多个承载面的加工难度,另一方面连接部每转动一定角度,都能够实现连接部的承载面的切换,降低了连接部的承载面的切换难度;通过将多个连接面以及多个承载面在连接部上的布设方式设计成依次交错连接,相互交错设置的承载面经过多次打磨后,连接部上的连接相邻两承载面的连接面可能完全被打磨掉,最
终可能使得连接部被打磨成多个承载面依次连接的情况,此时可以继续利用该连接件连接待测样品以用于拉应力测试,进一步提升了连接件的耗材利用率,以进一步降低生产成本。
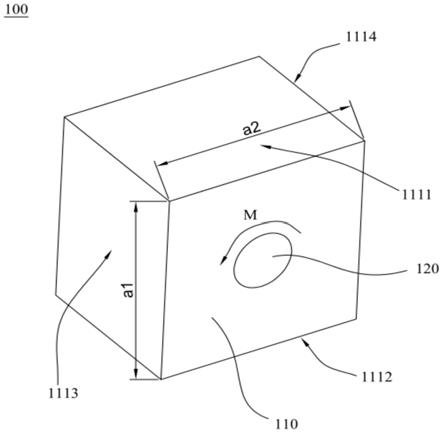
11.在其中一些实施例中,多个承载面包括彼此対置的第一承载面和第二承载面,以及彼此対置的第三承载面和第四承载面,第三承载面以及第四承载面中的每个与第一承载面以及第二承载面相交。
12.基于上述实施例,通过在连接部上设置四个承载面,也即第一承载面、第二承载面、第三承载面以及第四承载面,四个承载面均可用于与待测样品连接,且各承载面至少可用于一次拉应力测试,以使一个连接件至少可用于四次拉应力测试,大幅度提升连接件的耗材利用率以大幅度降低生产成本。
13.在其中一些实施例中,第一承载面与第二承载面彼此平行,第三承载面与第四承载面彼此平行,且第三承载面与第一承载面垂直。
14.基于上述实施例,通过将彼此対置的第一承载面和第二承载面设计成相互平行,第三承载面和第四承载面设计成相互平行,且第三承载面垂直于第一承载面,使得连接部呈矩形块状结构,进一步降低了连接部的加工难度。
15.在其中一些实施例中,第一承载面与第二承载面之间的间距为a1,且a1满足条件式:2.0≤a1≤8.0mm;和/或第三承载面与第四承载面之间的间距为a2,且a2满足条件式:2.0≤a2≤8.0mm。
16.基于上述实施例,当第一承载面与第二承载面之间的间距a1、第三承载面与第四承载面之间的间距a2满足上述条件式时,在连接部具有多个承载面的情况下,使得连接件的耗材利用率达到最佳,从而大幅度降低生产成本;当第一承载面与第二承载面之间的间距a1、第三承载面与第四承载面之间的间距a2超出上述条件式下限时,第一承载面与第二承载面之间的间距a1以及第三承载面与第四承载面之间的间距a2过小,连接部虽然具有多个承载面,但是连接部的各承载面能够用于拉应力测试的次数较少,导致连接件的耗材利用率仍然较低,从而不利于降低生产成本;当第一承载面与第二承载面之间的间距a1、第三承载面与第四承载面之间的间距a2超出上述条件式上限时,第一承载面与第二承载面之间的间距a1以及第三承载面与第四承载面之间的间距a2过大,虽然连接部虽然具有多个承载面且连接部的各承载面能够用于拉应力测试的次数较多,但是连接部的各承载面的尺寸过大,远超过待测样品的尺寸,造成连接件材料的浪费。
17.在其中一些实施例中,第一承载面与第二承载面之间的间距a1等于5mm,第三承载面与第四承载面之间的间距a2等于5mm。
18.基于上述实施例,通过合理的设置第一承载面与第二承载面之间的间距a1,合理的设置第三承载面与第四承载面之间的间距a2,使得当a1=5mm且a2=5mm时,既能够保证连接部上的各承载面可用于拉应力的次数较多,又能够保证不会因连接部上的各承载面的尺寸而造成连接件材料的浪费。
19.在其中一些实施例中,安装孔的孔轴线与第一承载面平行,沿垂直于第一承载面的方向,安装孔的平行且邻近第一承载面的外切面与第一承载面之间的间距为c,且c满足条件式:0.8mm≤c≤3.2mm。
20.基于上述实施例,通过合理的设置第一承载面与安装孔的外切面之间的间距c,且c越大表示第一承载面可用于拉应力测试的次数越多,当第一承载面与安装孔的外切面之
间的间距c满足上述条件式时,能够有效地保证连接部的第一承载面可用于拉应力测试的次数较多,使得连接件的耗材利用率达到最佳,从而大幅度降低生产成本;当第一承载面与安装孔的外切面之间的间距c超出上述条件式下限时,连接部的第一承载面可用于拉应力测试的次数较少,导致连接件的耗材利用率仍然较低,从而不利于降低生产成本;当第一承载面与安装孔的外切面之间的间距c超出上述条件式上限时,虽然连接部的第一承载面可用于拉应力测试的次数较多,但是连接部的第一承载面的尺寸过大,远超过待测样品的尺寸,造成连接件材料的浪费。
21.第二方面,本技术实施例提供了一种测试设备,该测试设备包括夹具以及连接件,连接件中的至少一个为上述连接件,且分别通过连接件的安装部可拆卸连接于夹具。
22.基于本技术实施例中的测试设备,具有上述连接件的测试设备,连接件具有多个承载面,并通过安装部可拆卸连接于夹具,并可通过转动实现与待测样品连接的承载面的切换,以让连接部上的各承载面均可用于拉应力测试,提升了连接件的耗材利用率,达到降低生产成本的目的;连接件与测试设备的夹具之间的可拆卸式连接,以便于对报废的连接件进行更换,增强了该测试设备的实用性。
23.在其中一些实施例中,测试设备还包括连接柱,连接件的安装部为贯穿连接部的安装孔,连接柱与连接件的安装孔插接配合,以实现连接件与夹具之间位置的相对固定。
24.基于上述实施例,通过连接柱与安装孔的插接配合,实现连接件与夹具之间位置的相对固定,大幅度降低了连接件与夹具之间的安装与拆卸的难度。
25.在其中一些实施例中,夹具包括可拆卸连接于测试设备的夹头,夹头包括两相对设置的夹持端,两夹持端中的每个开设有插接孔,连接件介于两夹持端之间,连接柱穿过两夹持端中的每个插接孔以及连接部的安装孔。
26.基于上述实施例,通过将连接件夹设在夹头的两个夹持端之间,并将连接柱依次穿过其一夹持端上的插接孔,且经由连接件上的安装孔后,从另一夹持端的插接孔中穿出,增强了连接件与夹具之间的连接稳定性。
27.在其中一些实施例中,夹具包括第一夹具以及第二夹具,第一夹具以及第二夹具相对设置,连接件包括第一连接件以及第二连接件,连接柱包括第一连接柱以及第二连接柱,且第一连接柱用于实现第一连接件与第一夹具之间位置的相对固定,第二连接柱用于实现第二连接件与第二夹具之间位置的相对固定;其中,第一连接件中的多个承载面中的至少一个可位于第一连接柱的远离第二连接柱的一侧,第二连接件中的多个承载面中的至少一个可位于第二连接柱的远离第一连接柱的一侧。
28.基于上述实施例,待测样品连接于第一连接件以及第二连接件的两相互靠近的承载面之间,第一连接件通过第一连接柱固定于第一夹具上,第二连接件通过第二连接柱固定于第二夹具上,由于第一连接件以及第二连接件均包括多个承载面,且多个承载面围绕安装孔的孔轴线布置,以使得待第一连接件以及第二连接件安装好以后,第一连接件中的多个承载面中至少有一个位于第一连接柱的远离第二连接柱的一侧,同理第二连接件中的多个承载面中至少有一个位于第二连接柱的远离第一连接柱的一侧,从而可以让第一连接件以及第二连接件绕各自的安装孔的孔轴线的方向转动来实现不同承载面的切换,以便于供其他待测样品连接,增加了同一连接件可用于拉应力测试的次数,从而提升连接件的耗材利用率,达到大幅度降低生产成本的目的。
29.第三方面,本技术实施例提供了一种晶圆的测试方法,该测试方法包括以下步骤:
30.通过上述任一项的测试设备对晶圆样品的拉应力进行测试。
31.基于本技术实施例中的晶圆的测试方法,相对于相关技术中采用同一连接件的同一承载面来连接晶圆样品而言,通过对同一连接件上的多个承载面进行切换使用,增加了连接件的用于拉应力测试的次数,以大幅度提升连接件的耗材利用率。
32.在其中一些实施例中,测试方法还包括以下步骤:
33.将晶圆样品从多个承载面中的一承载面上去除;
34.将另一晶圆样品与多个承载面中的另一承载面连接。
35.基于上述实施例,通过采用连接件上的不同承载面与晶圆样品连接以用于拉应力测试,提高了晶圆样品的拉应力测试效率。
36.在其中一些实施例中,测试方法还包括以下步骤:
37.将晶圆样品从多个承载面中的一个承载面上去除;
38.对去除了晶圆样品的多个承载面中的一承载面进行处理;
39.将另一晶圆样品连接于处理后的所述多个承载面中的一承载面上。
40.基于上述实施例,对经拉应力测试的承载面进行处理,以使承载面的表面光滑,以便另一晶圆样品与连接件上的同一承载面连接,也即一个承载面可供多次拉应力测试,以进一步提升连接件的耗材利用率。
41.在其中一些实施例中,测试设备还包括连接柱,夹具包括可拆卸连接于测试设备的夹头,夹头包括两相对设置的夹持端,两夹持端开设有插接孔,测试方法还包括以下步骤:
42.将晶圆样品的两个相对的表面分别通过粘胶与两个连接件的承载面粘接;
43.将连接件夹设于两夹持端之间;
44.将连接柱穿过其一插接孔并经由安装部从另一插接孔穿出,以使粘接有晶圆样品的承载面相向设置;
45.测试完成后,将连接柱从插接孔中抽出,以将连接件从夹具拆下。
46.基于上述实施例,通过两个连接件从晶圆样品的两相对的承载面对晶圆样品进行粘接,并通过两个连接柱将两个连接件一一对应固定于两个夹具的两个夹头上,每个连接柱与对应夹头的夹持端的插接孔以及连接件的安装孔插接配合,实现每个连接件与对应夹头之间的安装,并通过抽拔连接柱来实现每个连接件与对应夹头之间的拆卸,操作简单方便快捷。
47.基于本技术实施例的连接件、测试设备及晶圆的测试方法,在连接件的连接部上设置多个承载面,各承载面均可用于与待测样品连接以用于拉应力测试,相对于相关技术中的连接件上只设置一个承载面供待测样品连接以用于拉应力测试而言,改进后同一连接件的连接部上的多个承载面可进行切换使用,增加了同一连接件可用于拉应力测试的次数,从而提升连接件的耗材利用率,达到大幅度降低生产成本的目的。
附图说明
48.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
申请的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
49.图1为晶圆样品进行拉应力测试前的结构示意图;
50.图2为相关技术中的连接件打磨前的结构示意图;
51.图3为相关技术中打磨前的连接件连接晶圆样品的剖视图;
52.图4为晶圆样品失效时的结构示意图;
53.图5为相关技术中的连接件打磨后的结构示意图;
54.图6为相关技术中打磨后的连接件连接晶圆样品的剖视图;
55.图7为本技术一种实施例中的连接件的安装部为安装孔时结构示意图;
56.图8为本技术一种实施例中的连接件的安装部为凸柱时的结构示意图;
57.图9为本技术一种实施例中的连接部上的承载面依次首尾连接时的结构示意图;
58.图10为本技术一种实施例中的连接部上的承载面与连接面依次交错连接时的结构示意图;
59.图11为本技术一种实施例中打磨前的连接件连接待测样品的剖视图;
60.图12为本技术一种实施例中打磨后的连接件连接待测样品的剖视图;
61.图13为本技术一种实施例中的测试装置的分解结构示意图;
62.图14为本技术一种实施例中的连接柱插接于夹持端的插接孔内的结构示意图;
63.图15为本技术一种实施例中的待测样品经由连接胶层粘接于连接件的承载面后的剖视图;
64.图16为本技术一种实施例中的连接件装设于夹具以检测待测样品的拉应力的结构示意图;
65.图17为本技术一种实施例中的晶圆的测试方法的流程图;
66.图18为本技术另一种实施例中的晶圆的测试方法的流程图;
67.图19为本技术又一种实施例中的晶圆的测试方法的流程图;
68.图20为本技术再一种实施例中的晶圆的测试方法的流程图。
69.附图标记:
70.10、连接件;11、承载部;101、第一表面;12、连接部;102、通孔;20、粘接胶层;30、晶圆样品;31、第一膜层;32、第二膜层;
71.100、连接件;100a、第一连接件;100b、第二连接件;110、连接部;111、承载面;1111、第一承载面;1112、第二承载面;1113、第三承载面;1114、第四承载面;112、连接面;120、安装部;m、布设方向;200、连接胶层;300、待测样品;400、测试设备;410、夹具;410a、第一夹具;410b、第二夹具;411、夹头;4111、夹持端;41111、插接孔;420、连接柱;420a、第一连接柱;420b、第二连接柱。
具体实施方式
72.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
73.为提高待测样品的可靠性,会对待测样品的膜层间的结合强度进行拉应力测试,
可以用粘接胶层20先将待测样品粘接固定于连接件10上,然后将连接件10装设在拉应力测试设备上,随后启动拉应力测试设备,拉应力测试设备对待测样品施加拉力,直至待测样品的不同膜层之间刚好分离,此时拉应力测试设备所测量的数值即为待测样品所能承受的最大拉应力。
74.本技术的发明人在研究中发现,待待测样品的拉应力测试完成后,需要对连接件10进行打磨处理以去除粘附于连接件10上的粘接胶层20,由于连接件10经打磨后其厚度会减薄,故造成连接件10的允许被打磨的次数有限,也即,连接件10的使用次数有限。因此,如何提升连接件10的耗材利用率已成为亟待解决的问题。
75.例如存在以下某种具体应用场景:在晶圆生产、封装和使用过程中会遇到复杂的应力状态,如残余应力、热加工生产过程中的热应力、化学机械抛光过程中的剪切力、划片工艺过程中对晶圆边缘的冲击力、硅基底减薄过程中的弯曲应力,这些作用力都会对晶圆内部的膜层结构造成影响,进而最终影响芯片的可靠性。
76.为了提高芯片的可靠性,会事先对晶圆样品30的膜层间的结合强度进行拉应力测试,目前,采用定量测量膜层间的结合强度的方法是双悬臂梁实验(dcb)。
77.请参照图1所示,图1为晶圆样品进行拉应力测试前的结构示意图。
78.晶圆样品30可以包括相互层叠设置的第一膜层31和第二膜层32,且在某一外力作用下,会导致晶圆样品30中的第一膜层31以及第二膜层32相互分离,该外力即为晶圆样品30的各膜层间所能承受的最大拉应力。
79.为了提高测量结果的准确性,通常会将晶圆样品30切割成标准的尺寸(如60*3*1.5mm)。
80.请参照图2
‑
图3所示,图2为相关技术中连接件打磨前的结构示意图,图3为相关技术中打磨前的连接件连接晶圆样品的剖视图。
81.在进行拉应力测试之前,采用粘接胶层20(如,ab胶层)将两个连接件10分别粘接固定于晶圆样品30的两个相背的表面上且靠近晶圆样品30的端部设置。
82.连接件10包括承载部11以及连接部12,承载部11呈矩形块状结构,具体地,承载部11的长度尺寸(l)可以为4mm,承载部11的宽度尺寸(d)可以为2.53mm,承载部11的高度尺寸(h)可以为4mm。
83.连接部12沿承载部11的宽度方向垂直连接于承载部11的一侧,且连接部12沿承载部的长度方向开设有通孔102。
84.承载部11具有用于承载晶圆样品30的第一表面101,第一表面101为承载部11上的与连接部12相对设置的表面。
85.如图3
‑
图4所示,图4为晶圆样品失效时的结构示意图。
86.待将两个连接件10粘接在晶圆样品30上以后,通过连接部12上的通孔102将连接件10装设在拉应力测试设备(图中未示出)上,随后启动拉应力测试设备,拉应力测试设备对晶圆样品30施加拉力并作用在晶圆样品30的端部(如图3中所示的f),直至晶圆样品30与连接件10粘接的表面朝相互背离的方向产生形变至晶圆样品30的第一膜层31与晶圆样品30的第二膜层32分离(如图4所示),此时拉应力测试设备所测量的数值即为晶圆样品30各膜层间所能承受的最大拉应力,检测人员可根据该拉应力值来判断待测晶圆30的膜层间的结合强度。
87.晶圆样品30的拉应力测试完成后,需要将晶圆样品30从连接件10上取下,并对承载部11的第一表面101进行打磨以去除粘附于承载部11上的粘接胶层20,从而使承载部11的第一表面101光滑以备下次将另一晶圆样品30重新用粘接胶层20粘接固定在承载部11的第一表面101上。
88.如图5
‑
图6所示,图5为相关技术中的连接件打磨后的结构示意图,图6为相关技术中打磨后的连接件连接晶圆样品的剖视图。
89.经多次试验得到,承载部11每次经打磨后沿其宽度方向上的尺寸大约会减小1.36mm,基于上述结构形状的连接件10,其承载部11可供被打磨次数大约为6次,也即该结构形状下的连接件10可用于拉应力测试的次数大约为7次,也就是说,承载部11经打磨后的厚度会逐渐减薄而造成连接件10的打磨次数有限,导致连接件10的耗材利用率较低。因此,如何提升连接件10的耗材利用率已成为亟待解决的问题。
90.需要注意的是,待测样品可以但不仅限于上述晶圆样品30,待测样品可以为需要进行拉应力测试的所有样品,粘接胶层20可以但不仅限于上述ab胶层,粘接胶层20可以为能够实现待测样品与连接件10之间固定连接的所有粘合层。
91.为了解决上述技术问题,请参照图7
‑
图12所示,本技术的第一方面提出了一种连接件100,能够有效提升连接件100的耗材利用率,以大幅度降低生产成本。
92.连接件100用于与待测样品300连接并用于检测待测样品300的拉应力,连接件100包括连接部110以及安装部120,连接部110包括多个承载面111,各承载面111均可用于承载待测样品300,安装部120至少部分位于所有承载面111之间,且安装部120的延伸方向包括平行于任一承载面111的分量。
93.基于本技术实施例的连接件100,在连接件100的连接部110上设置多个承载面111,各承载面111均可用于与待测样品300连接以用于拉应力测试,相对于相关技术中的连接件10上只设置一个承载面(即第一表面101)供待测样品300连接以用于拉应力测试而言,改进后同一连接件100的连接部110上的多个承载面111可进行切换使用,增加了同一连接件100可用于拉应力测试的次数,从而提升连接件100的耗材利用率,达到大幅度降低生产成本的目的。
94.请参照图7
‑
图8所示,图7为本技术一种实施例中的连接件的安装部为安装孔时结构示意图,图8为本技术一种实施例中的连接件的安装部为凸柱时的结构示意图。
95.连接件100包括连接部110以及安装部120。
96.连接部110作为连接件100中用于承载待测样品300的部件,连接件100包括多个(两个及两个以上)承载面111,各承载面111均可用于承载待测样品300,也就是说,承载面111为连接部110上的用于与待测样品300连接的表面,待测样品300可以通过连接胶层200与连接部110的承载面111固定连接,具体地,连接胶层200可以但不仅限于ab胶。需要注意的是,这里对承载面111的具体形状不做限定,例如承载面111可以为规则的多边形,也可以为不规则的多边形。
97.安装部120作为连接件100中用于同测试设备(下文有介绍)连接的连接结构,安装部120至少部分位于所有承载面111之间,且安装部120的延伸方向包括平行于任一承载面111的分量,也即安装部120的延伸方向不与连接部110上的任一承载面111垂直。
98.可以理解的是,安装部120作为连接件100中用于与测试设备连接的连接结构,安
装部120的具体结构、安装部120与测试设备的具体连接方式可以但不仅限于以下几种可实施方式。
99.如图7所示,例如,在一种实施例中,安装部120为贯穿连接部110的安装孔,此时安装部120完全位于所有承载面111之间,连接件100经由安装孔与测试设备连接,具体地,安装孔为圆形孔,且安装孔的孔轴线可以与连接部110的中心线重合,测试设备上具有与连接件100配合的安装位,并经由安装孔与连接件100连接,且需要注意的是,当安装部120为贯穿连接部110的安装孔时,上述“延伸方向”即为安装孔的延伸方向。该设计中,通过将安装部120设计成贯穿连接部110的安装孔,连接件100可相对于测试设备转动来调整与待测样品300连接的承载面111,并通过安装孔实现与测试设备之间的连接,降低了连接部110的承载面111的切换难度。
100.如图8所示,例如,在一种实施例中,安装部120为穿设于连接部110且两端延伸至连接部110外的凸柱,此时安装部120的穿设于连接部110内的部分位于所有承载面111之间,连接件100经由凸柱的两端与测试设备连接,具体地,凸柱的横截面呈圆形,测试设备上具有与连接件100配合的安装位,并经由凸柱的端部与连接件100连接,且需要注意的是,当安装部120为穿设于连接部110的凸柱时,上述“延伸方向”即为凸柱的轴向。该设计中,通过将安装部120设计成凸柱,连接件100可相对于测试设备转动来调整与待测样品300连接的承载面111,并通过凸柱实现与测试设备之间的连接,同样降低了连接部110的承载面111的切换难度。
101.为降低连接件100整体的加工难度,在一些实施例中,连接部110与安装部120一体成型,例如,当安装部120为贯穿连接部110的安装孔或者为穿设连接部110的凸柱时,连接部110与安装部120可以通过模具注塑的方式实现两者的一体成型设置,连接部110与安装部120也可以通过3d打印的方式实现两者的一体成型设置。
102.考虑到连接件100的制备材料在一定程度上决定了单个连接件100的制作成本,为降低单个连接件100的制作成本的同时保证连接件100对待测样品300的支撑强度,在一些实施例中,连接部110的材质为铝、镁、钛中的一种或任意一种的合金。该设计中,通过将连接部110的材质设计成铝、镁、钛中的一种或任意一种的合金,一方面能够保证连接件100对待测样品300的支撑强度,另一方面铝、镁、钛等材料价格便宜,进一步降低了连接件100的生产成本。
103.请参照图9
‑
图10所示,图9为本技术一种实施例中的连接部上的承载面依次首尾连接时的结构示意图,图10为本技术一种实施例中的连接部上的承载面与连接面依次交错连接时的结构示意图,图11为本技术一种实施例中打磨后的连接件连接待测样品的剖视图,图12为本技术一种实施例中打磨后的连接件连接待测样品的剖视图。
104.可以理解的是,连接部110上的多个承载面111在连接部110上的排布方式可以但不仅限于以下几种可实施方式。
105.如图9所示,例如,在一种实施例中,多个承载面111在连接部110上依次首尾连接。该设计中,通过将多个承载面111在连接部110上的布设方式设计成依次首尾连接,一方面降低了在连接件100的连接部110上加工多个承载面111的加工难度,另一方面连接部110每转动一定角度,都能够实现连接部110的承载面111的切换,降低了连接部110的承载面111的切换难度。
106.如图10所示,例如,在一种实施例中,连接部110还包括多个连接面112,多个连接面112与多个承载面111在连接部110上依次交错连接,也即各承载面111有且仅连接两个连接面112。该设计中,通过将多个连接面112以及多个承载面111在连接部110上的布设方式设计成依次交错连接,相互交错设置的承载面111经过多次打磨后,连接部110上的连接相邻两承载面111的连接面112可能完全被打磨掉,最终可能使得连接部110被打磨成多个承载面111依次连接的情况,此时可以继续利用该连接件110连接待测样品300以用于拉应力测试,进一步提升了连接件100的耗材利用率,以进一步降低生产成本。
107.进一步地,当多个承载面111在连接部110上依次首尾连接时,考虑到承载面111的数量在一定程度上决定了连接件100的耗材利用率,例如在保证单个连接件100的生产成本大致不变的情况下,连接部110上的承载面111的数量越多,连接件100的耗材利用率可能越高。为提升连接件100的耗材利用率,如图9所示,在一种实施例中,多个承载面111包括彼此対置的第一承载面1111和第二承载面1112,以及彼此対置的第三承载面1113和第四承载面1114,第三承载面1113以及第四承载面1114中的每个与第一承载面1111以及第二承载面1112相交,也即四个承载面111依次首尾连接形成一个类“四面体”结构的连接部110。该设计中,通过在连接部110上设置四个承载面111,也即第一承载面1111、第二承载面1112、第三承载面1113以及第四承载面1114,四个承载面111均可用于与待测样品300连接,且各承载面111至少可用于一次拉应力测试,以使一个连接件100至少可用于四次拉应力测试,大幅度提升连接件100的耗材利用率以大幅度降低生产成本。
108.当然,如图7
‑
图8所示,在一种实施例中,连接部110上的承载面111的数量也可以为八个,八个承载面111依次首尾连接形成一个类“八面体”结构的连接部110,且各承载面111至少可被打磨一次,也即该结构的连接件100至少可供待测样品300进行八次拉应力测试。
109.进一步地,当多个承载面111包括第一承载面1111、第二承载面1112、第三承载面1113以及第四承载面1114时,考虑到相邻两个承载面111之间的夹角在一定程度上决定了连接部110的加工难度,例如相邻两个承载面111之间的夹角越小,连接部110的加工难度可能越大。为降低连接部110的加工难度,如图9所示,在一种实施例中,第一承载面1111与第二承载面1112彼此平行,第三承载面1113与第四承载面1114彼此平行,且第三承载面1113与第一承载面1111垂直,也就是说,在承载面111的布设方向m所在平面内,第一承载面1111、第二承载面1112、第三承载面1113以及第四承载面1114围设所形成的截面呈正方形。该设计中,通过将彼此対置的第一承载面1111和第二承载面1112设计成相互平行,第三承载面1113和第四承载面1114设计成相互平行,且第三承载面1113垂直于第一承载面1111,使得连接部110呈矩形块状结构,进一步降低了连接部110的加工难度。
110.当然,在一种实施例中,第一承载面1111与第三承载面1113之间的夹角为锐角,具体地,该锐角可以为60度,也就是说,在承载面111的布设方向m所在平面内,第一承载面1111、第二承载面1112、第三承载面1113以及第四承载面1114围设所形成截面呈平行四边形。
111.如图9所示,可以理解的是,连接部110的承载面111的尺寸大小在一定程度上也决定了连接件100的耗材利用率,例如连接部110的承载面111的尺寸越大,连接件100的耗材利用率可能越低。在保证单个连接件100的生产成本大致不变的情况下,为进一步提升连接
件100的耗材利用率,在一些实施例中,第一承载面1111与第二承载面1112之间的间距为a1,且a1满足条件式:2.0≤a1≤8.0mm,和/或第三承载面1113与第四承载面1114之间的间距为a2,且a2满足条件式:2.0≤a2≤8.0mm。例如,间距a1的取值具体可以为3mm、5mm或7mm等,间距a2的取值具体可以为2mm、3mm、4mm、5mm、6mm或7mm等,且间距a1的取值与间距a2的取值可以相等也可以不相等。该设计中,当第一承载面1111与第二承载面1112之间的间距a1、第三承载面1113与第四承载面1114之间的间距a2满足上述条件式时,在连接部110具有多个承载面111的情况下,使得连接件100的耗材利用率达到最佳,从而大幅度降低生产成本;当第一承载面1111与第二承载面1112之间的间距a1、第三承载面1113与第四承载面1114之间的间距a2超出上述条件式下限时,第一承载面1111与第二承载面1112之间的间距a1以及第三承载面1113与第四承载面1114之间的间距a2过小,连接部110虽然具有多个承载面111,但是连接部110的各承载面111能够用于拉应力测试的次数较少,导致连接件110的耗材利用率仍然较低,从而不利于降低生产成本;当第一承载面1111与第二承载面1112之间的间距a1、第三承载面1113与第四承载面1114之间的间距a2超出上述条件式上限时,第一承载面1111与第二承载面1112之间的间距a1以及第三承载面1113与第四承载面1114之间的间距a2过大,虽然连接部110虽然具有多个承载面111且连接部110的各承载面111能够用于拉应力测试的次数较多,但是连接部110的各承载面111的尺寸过大,远超过待测样品300的尺寸,造成连接件100材料的浪费。
112.具体地,当连接部110包括上述第一承载面1111、第二承载面1112、第三承载面1113以及第四承载面1114时,在一种实施例中,第一承载面1111与第二承载面1112之间的间距a1等于5mm,第三承载面1113与第四承载面1114之间的间距a2等于5mm。该设计中,通过合理的设置第一承载面1111与第二承载面1112之间的间距a1,以及合理的设置第三承载面1113与第四承载面1114之间的间距a2,使得当a1=5mm且a2=5mm时,既能够保证连接部110上的各承载面111可用于拉应力的次数较多,又能够保证不会因连接部110上的各承载面111的尺寸而造成连接件100材料的浪费。
113.当安装部120为贯穿连接部110的安装孔时,考虑到连接部110上的各承载面111与安装孔的外切面之间的间距尺寸也对连接件100可被打磨次数起决定作用,例如承载面111与安装孔的外切面之间的间距尺寸越大,连接件100可被打磨的次数就越多,也即连接件100的耗材利用率就越高。为增加连接件100可被打磨的次数以提升连接件100的耗材利用率,如图11所示,在一些实施例中,安装孔的孔轴线与第一承载面1111平行,沿垂直于第一承载面1111的方向,安装孔的平行且邻近第一承载面1111的外切面与第一承载面1111之间的间距为c(也即安装孔的孔轴线与第一承载面1111之间的间距同安装孔的孔半径的差值为c),且c满足条件式:0.8mm≤c≤3.2mm。例如,间距c的取值具体可以为1.5mm、2.2mm或2.9mm等。该设计中,通过合理的设置第一承载面1111与安装孔的外切面之间的间距c,且c越大表示第一承载面1111可用于拉应力测试的次数越多,当第一承载面1111与安装孔的外切面之间的间距c满足上述条件式时,能够有效地保证连接部110的第一承载面1111可用于拉应力测试的次数较多,使得连接件100的耗材利用率达到最佳,从而大幅度降低生产成本;当第一承载面1111与安装孔的外切面之间的间距c超出上述条件式下限时,连接部110的第一承载面1111可用于拉应力测试的次数较少,导致连接件100的耗材利用率仍然较低,从而不利于降低生产成本;当第一承载面1111与安装孔的外切面之间的间距c超出上述条
件式上限时,虽然连接部110的第一承载面1111可用于拉应力测试的次数较多,但是连接部110的第一承载面1111的尺寸过大,远超过待测样品300的尺寸,造成连接件100材料的浪费。
114.具体地,在一种实施例中,安装孔的平行且邻近第一承载面1111的外切面与第一承载面1111之间的间距c=1.8mm。该设计中,通过合理的设置间距c的取值,使得当c=1.8mm时,能够有效保证连接部110上的各承载面111可用于拉应力的次数较多。
115.请参照图13
‑
图16所示,本技术的第二方面提出了一种测试设备400,其能够借助上述连接件100来测试待测样品300的拉应力,并大幅度降低了连接件100的耗材利用率。
116.如图13
‑
图14所示,图13为本技术一种实施例中的测试装置的分解结构示意图,图14为本技术一种实施例中的连接柱插接于夹持端的插接孔内的结构示意图,图15为本技术一种实施例中的待测样品经由连接胶层粘接于连接件的承载面后的剖视图,图16为本技术一种实施例中的连接件装设于夹具以检测待测样品的拉应力的结构示意图。
117.测试设备400包括夹具410以及连接件100,连接件100中的至少一个为上述连接件100,且分别通过连接件100的安装部120可拆卸连接于夹具410。
118.基于本技术实施例中的测试设备400,具有上述连接件100的测试设备400,连接件100具有多个承载面111,并通过安装部120可拆卸连接于夹具410,并可通过转动实现与待测样品300连接的承载面111的切换,以让连接部110上的各承载面111均可用于拉应力测试,提升了连接件100的耗材利用率,达到降低生产成本的目的;连接件100与测试设备400的夹具410之间的可拆卸式连接,以便于对报废的连接件100进行更换,增强了该测试设备400的实用性。
119.连接件100的数量可以为一个也可以为多个(两个及两个以上),当连接件100的数量为一个时,该连接件100为上述具有多个承载面111的连接件100,当连接件100的数量为多个时,这多个连接件100中至少有一个连接件100为上述具有多个承载面111的连接件100,其余连接件100可以为相关技术中的连接件100。
120.夹具410的数量可以为一个也可以为多个,当然,不管夹具410的数量为几个,一个夹具410用于同一个连接件100连接。
121.考虑到作为用于实现连接件100与夹具410之间的可拆卸连接的中间连接结构可以有很多,例如连接件100与夹具410之间可以通过某卡接结构来实现两者之间的可拆卸连接,为适应大批量待测样品300检测时方便连接件100与夹具410之间的可拆卸连接,在一些实施例中,测试设备400还包括连接柱420,连接件100的安装部120为贯穿连接部110的安装孔,连接柱420与连接件100的安装孔插接配合,以实现连接件100与夹具410之间位置的相对固定,也就是说,连接件100是通过连接柱420与安装孔的插拔配合来实现与夹具410之间的可拆卸连接。该设计中,通过连接柱420与安装孔的插接配合,实现连接件100与夹具410之间位置的相对固定,降大幅度低了连接件100与夹具410之间的安装与拆卸的难度。
122.如图13
‑
图14所示,可以理解的是,夹具410相当于用于承载连接件100的载体,针对不同结构形状的连接件100,夹具410的具体结构也会有所不同,例如夹具410的尺寸大小上的不同。在一些实施例中,夹具410包括可拆卸连接于测试设备400的夹头411,夹头411包括相对设置的夹持端4111,两夹持端4111中的每个开设有插接孔41111,连接件100介于两夹持端4111之间,连接柱420穿过两夹持端4111中的每个插接孔41111以及连接部110的安
装孔,也就是说,连接件100夹设于夹头411的两夹持端4111之间,使连接件100的安装孔介于两夹持端4111的两插接孔41111之间,且安装孔的孔轴线与插接孔41111的孔轴线共线设置,连接柱420依次穿过其一夹持端4111上的插接孔41111,且经由连接件100上的安装孔后,从另一夹持端4111的插接孔41111中穿出。具体地,夹持端4111上的插接孔41111为圆孔,且夹持端4111的插接孔41111的孔截面面积与连接件100的安装孔的孔截面面积相等,连接柱420的材料可以树脂或橡胶,连接柱420与夹持端4111上的插接孔41111以及连接件100上的安装孔之间可采用过盈配合的方式来实现连接件100与夹头411之间位置的相对固定,并通过插拔连接柱420的方式来实现连接件100与夹头411之间的安装与拆卸。该设计增强了连接件100与夹具410之间的连接稳定性。
123.如图15
‑
图16所示,具体地,在一种实施例中,夹具410包括第一夹具410a以及第二夹具410b,第一夹具410a以及第二夹具410b相对设置,连接件100包括第一连接件100a以及第二连接件100b,连接柱420包括第一连接柱420a以及第二连接柱420b,且第一连接柱420a用于实现第一连接件100a与第一夹具410a之间位置的相对固定,第二连接柱420b用于实现第二连接件100b与第二夹具410b之间位置的相对固定,其中,第一连接件100a中的多个承载面111中的至少一个可位于第一连接柱420a的远离第二连接柱420b的一侧,第二连接件100b中的多个承载面111中的至少一个可位于第二连接柱420b的远离第一连接柱420a的一侧,也就是说,可在下一次拉应力测试前,将另一待测样品300同上一次拉应力测试时的第一连接件100a中的位于第一连接柱420a远离第二连接柱420b一侧的承载面111连接,并可将该另一待测样品300同上一次拉应力测试时的第二连接件100b中的位于第二连接柱420b的远离第一连接柱420a一侧的承载面111连接,从而实现切换同一连接件100的不同承载面111与待测样品300的连接。该设计中,待测样品300连接于第一连接件100a以及第二连接件100b的两相互靠近的承载面111之间,第一连接件100a通过第一连接柱420a固定于第一夹具410a上,第二连接件100b通过第二连接柱420b固定于第二夹具410b上,由于第一连接件100a以及第二连接件100b均包括多个承载面111,且多个承载面111围绕安装孔的孔轴线布置,以使得待第一连接件100a以及第二连接件100b安装好以后,第一连接件100a中的多个承载面111中至少有一个位于第一连接柱420a的远离第二连接柱420b的一侧,同理第二连接件100b中的多个承载面111中至少有一个位于第二连接柱420b的远离第一连接柱420a的一侧,从而可以让第一连接件100a以及第二连接件100b绕各自的安装孔的孔轴线的方向转动来实现不同承载面111的切换,以便于供其他待测样品300连接,增加了同一连接件100可用于拉应力测试的次数,从而提升连接件100的耗材利用率,达到大幅度降低生产成本的目的。
124.请参照图17
‑
图20所示,本技术的第三方面提出了一种晶圆的测试方法,通过该测试方法能够测得各晶圆样品所能承受的最大拉应力。当然,可以理解的是,晶圆的测试方法只是一种测试晶圆样品的拉应力的测试方法。
125.如图17所示,图17为本技术一种实施例中的晶圆的测试方法的流程图。
126.该晶圆的测试方法可以包括以下步骤:s220。
127.步骤s220,通过上述测试设备400对晶圆样品的拉应力进行测试。
128.具体地,步骤s220中,上述测试设备400启动后,测试设备400从晶圆样品的两侧对晶圆样品施加拉力,该拉力作用在连接件100与晶圆样品的连接处,该拉力的方向垂直于晶
圆样品的表面且背向指向晶圆样品。
129.该设计中,相对于相关技术中采用同一连接件100的同一承载面111来连接晶圆样品而言,通过对同一连接件100上的多个承载面111进行切换使用,增加了连接件100的用于拉应力测试的次数,以大幅度提升连接件100的耗材利用率。
130.如图18所示,图18为本技术另一种实施例中的晶圆的测试方法的流程图。
131.当然,该测试方法还可以包括以下步骤:s340以及s360。
132.步骤s340,将晶圆样品从多个承载面111中的一个承载面111上去除。
133.步骤s360,将另一晶圆样品与多个承载面111中的另一承载面111连接。
134.该设计中,通过采用连接件100上的不同承载面111与晶圆样品连接以用于拉应力测试,提高了晶圆样品的拉应力测试效率。
135.具体地,这里“多个承载面中的一承载面”应该理解成上一次或上几次拉应力测试中连接件100上的用于与晶圆样品连接的承载面111。
136.步骤s340中,可以采用热熔的方式将晶圆样品与连接件100之间的连接胶层200(上文中有介绍)融化,以将经拉应力测试完成后的晶圆样品从连接件100的承载面111上取下。
137.步骤s360中,将晶圆样品同连接件100上的不同于上一次拉应力测试的承载面111连接,也即更换连接件100的承载面111以与另一晶圆样品连接以用于拉应力测试。
138.如图19所示,图19为本技术又一种实施例中的晶圆的测试方法的流程图。
139.可以理解的是,测试完晶圆样品的拉应力之后,为保证其他晶圆样品的正常测试,需要将测试完成后的晶圆样品从连接件100上拆卸下来,且为便于同一连接件100的同一承载面111可多次用于晶圆样品的拉应力测试,以进一步提升连接件100的耗材利用率,该测试方法还可以包括以下步骤:s440、s460以及s480。
140.步骤s440,将晶圆样品从多个承载面111中的一个承载面111上去除。
141.步骤s460,对去除了晶圆样品的多个承载面111中的一承载面111进行处理。
142.步骤s480,将另一晶圆样品连接于处理后的多个承载面111中的一承载面111上。
143.该设计中,对经拉应力测试的承载面111进行处理,以使承载面111的表面光滑,以便另一晶圆样品与连接件100上的同一承载面111连接,也即一个承载面111可供多次拉应力测试,以进一步提升连接件100的耗材利用率。
144.具体地,这里“多个承载面中的一承载面”应该理解成上一次或上几次拉应力测试中连接件100上的用于与晶圆样品连接的承载面111。
145.步骤s440中,可以采用热熔的方式将晶圆样品与连接件100之间的连接胶层200(上文中有介绍)融化,以将经拉应力测试完成后的晶圆样品从连接件100的承载面111上取下。
146.步骤s460中,可以是在拉应力测试完成后立即对晶圆样品连接的承载面111进行处理,也可以是在下一次拉应力测试前对晶圆样品连接的承载面111进行处理,这里对关于具体在何步骤之前对晶圆样品连接的承载面111进行处理不做限定,只要不影响对晶圆样品的拉应力进行正常测试即可。
147.步骤s460中,可以采用打磨的方式对与晶圆样品连接的承载面111进行处理,以使粘附于承载面111上的粘接胶层被打磨掉,从而让该承载面111光滑以供与另一晶圆样品连
接。
148.步骤s480中,将另一(新的)晶圆样品与连接件100上的同于上一次拉应力测试的承载面111连接,也即不更换连接件100的承载面111以与另一晶圆样品连接并用于拉应力测试,当然,该拉应力测试可以是紧接上一轮拉应力测试后的下一轮测试,也可以是与上一轮拉应力测试间隔几轮后的下一轮测试。
149.如图20所示,图20为本技术再一种实施例中的晶圆的测试方法的流程图。
150.可以理解的是,对于晶圆样品的整个拉应力测试过程而言,还要考虑晶圆样品与连接件100之间的安装、连接件100与夹具410之间的安装、以及连接件100与夹具410之间的拆卸等操作流程,测试设备400还包括连接柱420,夹具410包括可拆卸连接于测试设备400的夹头411,夹头411包括两相对设置的夹持端4111,两夹持端4111开设有插接孔41111,该测试方法还可以包括以下步骤:
151.步骤s510,将晶圆样品的两个相对的表面分别通过粘胶与两个连接件100的承载面111粘接。
152.步骤s520,将连接件100夹设于两夹持端4111之间。
153.步骤s530,将连接柱420穿过其一插接孔41111并经由安装部120从另一插接孔41111穿出,以使粘接有晶圆样品的承载面111相向设置。
154.步骤s550,测试完成后,将连接柱420从插接孔41111中抽出,以将连接件100从夹具410拆下。
155.该设计中,通过两个连接件100从晶圆样品的两相对的承载面111对晶圆样品进行粘接,并通过两个连接柱420将两个连接件100一一对应固定于两个夹具410的两个夹头411上,每个连接柱420与对应夹头411的夹持端4111的插接孔41111以及连接件100的安装孔插接配合,实现每个连接件100与对应夹头411之间的安装,并通过抽拔连接柱420来实现每个连接件100与对应夹头411之间的拆卸,操作简单方便快捷。
156.具体地,步骤s510中,将ab胶层涂覆于两个连接件100的其一承载面111上,随后将晶圆样品的两个相对设置的表面分别同两个连接件100的涂覆有ab胶层的承载面111粘接。
157.步骤s520中,将两个连接件100一一对应夹设于两个夹具410的两个夹头411上,也即每个连接件100夹设于对应的夹头411的两个夹持端4111之间,使每个连接件100的安装孔的孔轴线与对应的两夹持端4111的插接孔41111的孔轴线位于同一直线上。
158.步骤s530中,通过两个连接柱420将两个连接件100一一对应固定于两个夹具410的两个夹头411上,也即每个连接柱420与对应夹头411的夹持端4111的插接孔41111以及连接件100的安装孔插接配合,实现每个连接件100与对应夹头411之间的安装,以使两个连接件100固定于对应的两个夹具410上以后,并让两个连接件100上粘接有晶圆样品的承载面111相向设置。
159.步骤s550中,将两个连接柱420从对应的夹持端4111的插接孔41111以及连接件100的安装孔中抽出,并将两个连接件100从对应的两夹头411中移出,以实现连接件100与夹具410之间的拆卸。
160.需要注意的是,很明显,步骤s510以及步骤s520是实现连接件100与夹具510之间的安装,步骤s530以及步骤s550是实现连接件100与夹具410之间的拆卸,故步骤s510以及步骤s520应设置于步骤s530以及步骤s550之前。
161.本实施例的附图中相同或相似的标号对应相同或相似的部件;在本技术的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
162.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1