一种铝箔纸牢度检测设备及方法与流程
1.本发明涉及卷烟包装辅材检测领域,更具体地,涉及一种铝箔纸牢度检测设备及方法。
背景技术:
2.铝箔纸是卷烟生产的主要材料之一,铝箔涂层的牢固程度直接影响卷烟产品的外观和密封性。因此,需要对铝箔纸的铝箔涂层牢度进行检验。
3.现有的铝箔涂层牢度检验采用手工折弯的方式实现。即,将一定长度的铝箔纸反复折压,铝箔涂层在受到折压的作用后折痕处会发生变化甚至断裂,进而露出底纸色。通过观察铝箔涂层断裂处露底的大小,对铝箔纸的铝箔涂层牢度进行评估。这种铝箔涂层牢度检验方式采用人工执行折压操作及观察操作,误差大,效率低。
4.因此,如何提供一种可有效提高铝箔涂层牢度检验的效率和准确性的设备成为本领域亟需解决的技术难题。
技术实现要素:
5.本发明的一个目的是提供一种可有效提高铝箔涂层牢度检验的效率和准确性的铝箔纸牢度检测设备的新技术方案。
6.根据本发明的第一方面,提供了一种铝箔纸牢度检测设备。
7.铝箔纸牢度检测设备包括进纸装置、折压装置和检测装置;其中,
8.所述进纸装置包括进纸传输机构,所述进纸传输机构被设置为用于传输待检测的铝箔纸;
9.所述折压装置包括铝箔纸夹持机构和铝箔纸折压驱动机构;
10.所述铝箔纸夹持机构包括连动组件、上夹持组件和下夹持组件,所述连动组件包括左连动件和右连动件,所述左连动件和所述右连动件相对设置,所述上夹持组件包括上左夹持板和上右夹持板,所述上左夹持板和所述上右夹持板转动连接,且所述上左夹持板和所述左连动件转动连接,所述上右夹持板和所述右连动件转动连接,所述下夹持组件包括下左夹持板和下右夹持板,所述下左夹持板和所述下右夹持板转动连接,且所述下左夹持板和所述左连动件转动连接,所述下右夹持板和所述右连动件转动连接,所述上夹持组件和所述下夹持组件之间设有铝箔纸夹持缝隙;
11.所述铝箔纸折压驱动机构包括拉杆组件和驱动单元,所述拉杆组件包括左拉杆和右拉杆,所述左拉杆与所述左连动件转动连接,所述右拉杆与所述右连动件转动连接,所述驱动单元与所述左拉杆和所述右拉杆转动连接,且所述驱动单元被设置为用于带动所述左拉杆和所述右拉杆沿着靠近或远离所述铝箔纸夹持机构的方向运动;
12.所述检测装置包括出纸传输机构和图像获取机构,所述出纸传输机构被设置为用于传输并支撑所述折压装置折压后的铝箔纸,所述图像获取机构被设置为用于获取所述出纸传输机构上的铝箔纸的图像。
13.可选的,所述进纸装置还包括纸盘支架和断纸单元,所述纸盘支架被设置为用于支撑铝箔纸盘,所述进纸传输机构位于所述纸盘支架和所述折压装置之间,所述断纸单元位于所述进纸传输机构和所述折压装置之间,且所述断纸单元被设置为用于断开通过所述进纸传输机构传输至所述折压装置的铝箔纸。
14.可选的,所述进纸装置还包括纸张检测单元,所述纸张检测单元被设置为用于检测自所述进纸传输机构进入所述折压装置的铝箔纸的位置和/或长度。
15.可选的,所述上左夹持板和所述上右夹持板通过上旋转轴转动连接,所述下左夹持板和所述下右夹持板通过下旋转轴转动连接,所述上旋转轴和所述下旋转轴相对设置,且所述上旋转轴和所述下旋转轴相平行。
16.可选的,所述左连动件上设有左夹持槽,所述右连动件上设有右夹持槽,所述铝箔纸夹持缝隙和所述左夹持槽和所述右夹持槽相连通。
17.可选的,所述铝箔纸夹持机构还包括辅助夹持组件,所述辅助夹持组件包括辅助夹持件和辅助夹持件驱动单元;
18.所述左连动件和/或所述右连动件上设有辅助夹持件滑槽,所述辅助夹持件滑槽与所述左夹持槽和/或所述右夹持槽相连通,且所述辅助夹持件与所述辅助夹持件滑槽滑动配合,所述辅助夹持件驱动单元被设置为用于驱动所述辅助夹持件沿着所述辅助夹持件滑槽移动,以使得所述辅助夹持件压紧或释放所述左夹持槽和/或所述右夹持槽内的铝箔纸。
19.可选的,所述拉杆组件还包括连接块和滑动支撑件,所述左拉杆和所述右拉杆均与所述连接块转动连接,所述连接块和所述滑动支撑件滑动配合连接。
20.可选的,所述拉杆组件还包括连接臂;
21.所述驱动单元为转轮盘,所述连接臂的两端分别与所述转轮盘和所述连接块转动连接。
22.可选的,所述铝箔纸折压驱动机构还包括顶驱组件,所述顶驱组件和所述拉杆组件分别位于所述铝箔纸夹持缝隙的两侧,且所述顶驱组件包括顶驱件和顶驱件驱动单元;
23.所述顶驱件驱动单元被设置为用于驱动所述顶驱件顶抵所述上夹持组件或所述下夹持组件。
24.根据本发明的第二方面,提供了一种基于本公开的铝箔纸牢度检测设备的铝箔纸牢度检测方法。
25.该铝箔纸牢度检测方法包括如下步骤:
26.通过进纸传输机构将铝箔纸输送至折压装置内;
27.通过折压装置对铝箔纸进行折压处理;
28.通过图像获取机构获取自折压装置输出至出纸传输机构上的铝箔纸的图像;
29.对图像进行二值化处理;
30.根据二值化处理后的图像划分露底区域和非露底区域;
31.获取露底区域的灰度值数据,根据露底区域的灰度值数据获取露底面积;
32.根据露底面积和非露底区域的面积的比值获取铝箔纸牢度。
33.本公开的铝箔纸牢度检测设备可通过进纸装置将铝箔纸输送至折压装置,折压装置的铝箔纸夹持机构夹持待检测的铝箔纸,铝箔纸折压驱动机构可驱动铝箔纸夹持机构做
反复的折压动作,检测装置可获取到折压后的铝箔纸的图像,通过铝箔纸的图像得到的铝箔涂层牢度,高效准确地检测铝箔纸牢度。
34.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
35.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
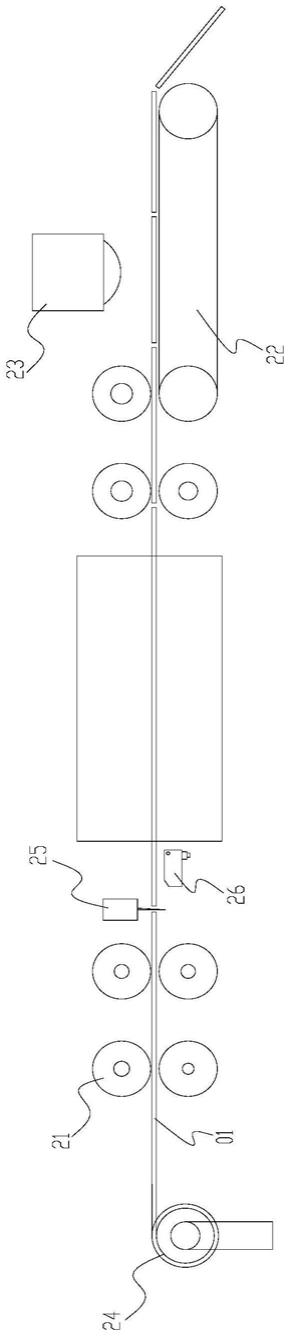
36.图1为本公开的铝箔纸牢度检测设备实施例的结构示意图。
37.图2为本公开的铝箔纸牢度检测设备的折压装置的实施例的结构示意图。
38.图中标示如下:
39.左连动件
‑
1,左夹持槽
‑
100,右连动件
‑
2,右夹持槽
‑
200,上左夹持板
‑
3,上右夹持板
‑
4,下左夹持板
‑
5,下右夹持板
‑
6,铝箔纸夹持缝隙
‑
7,左拉杆
‑
8,右拉杆
‑
9,驱动单元
‑
10,上旋转轴
‑
11,下旋转轴
‑
12,辅助夹持件
‑
13,辅助夹持件驱动单元
‑
14,连接块
‑
15,滑动支撑件
‑
16,连接臂
‑
17,滑杆
‑
18,顶驱件
‑
19,顶驱件驱动单元
‑
20,进纸传输机构
‑
21,出纸传输机构
‑
22,图像获取机构
‑
23,纸盘支架
‑
24,断纸单元
‑
25,纸张检测单元
‑
26,铝箔纸
‑
01。
具体实施方式
40.现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
41.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
42.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为说明书的一部分。
43.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
44.如图1和图2所示,本公开的铝箔纸牢度检测设备包括进纸装置、折压装置和检测装置。
45.进纸装置包括进纸传输机构21。进纸传输机构21可用于传输待检测的铝箔纸01。进纸传输机构21可例如为由多个一一相对设置的导向轮构成的导向轮组;或者,进纸传输机构21可例如为传输带。通过进纸传输机构21可将铝箔纸01传输至下一工序。
46.折压装置包括铝箔纸夹持机构和铝箔纸折压驱动机构。
47.铝箔纸夹持机构包括连动组件、上夹持组件和下夹持组件。连动组件包括左连动件1和右连动件2。左连动件1和右连动件2相对设置。左连动件1和右连动件2可具有块状结构或框架式结构。
48.上夹持组件包括上左夹持板3和上右夹持板4。上左夹持板3和上右夹持板4转动连接,且上左夹持板3和左连动件1转动连接,上右夹持板4和右连动件2转动连接。上述转动连
接可通过枢轴连接或球窝连接等方式实现。这样,上左夹持板3和上右夹持板4可在左连动件1和右连动件2的带动下相对旋转,实现弯折。
49.下夹持组件包括下左夹持板5和下右夹持板6。下左夹持板5和下右夹持板6转动连接,且下左夹持板5和左连动件1转动连接,下右夹持板6和右连动件2转动连接。上述转动连接可通过枢轴连接或球窝连接等方式实现。这样,下左夹持板5和下右夹持板6可在左连动件1和右连动件2的带动下相对旋转,实现弯折。
50.上夹持组件和下夹持组件之间设有铝箔纸夹持缝隙7。铝箔纸可放置在铝箔纸夹持缝隙7中,随着上夹持组件和下夹持组件的弯折动作被折压。
51.铝箔纸折压驱动机构包括拉杆组件和驱动单元10。拉杆组件包括左拉杆8和右拉杆9。左拉杆8与左连动件1转动连接,右拉杆9与右连动件2转动连接。上述转动连接可通过枢轴连接或球窝连接等方式实现。驱动单元10与左拉杆8和右拉杆9转动连接,且驱动单元10可用于带动左拉杆8和右拉杆9沿着靠近或远离铝箔纸夹持机构的方向运动。驱动单元10可例如为气缸。通过驱动单元10带动左拉杆8和右拉杆9运动,左连动件1和右连动件1随着左拉杆8和右拉杆9同步运动,左连动件1和右连动件1带动上夹持组件和下夹持组件反复弯折,放置在铝箔纸夹持缝隙7中的铝箔纸随着上夹持组件和下夹持组件的弯折动作被反复折压。
52.具体实施时,折压动作的次数可通过控制驱动单元10的运动来控制。
53.检测装置包括出纸传输机构22和图像获取机构23。出纸传输机构22呆用于传输并支撑折压装置折压后的铝箔纸。出纸传输机构22可例如为由多个一一相对设置的导向轮构成的导向轮组;或者,出纸传输机构22可例如为传输带;又或者,出纸传输机构22可由导向轮组和传输带共同构成。图像获取机构23可用于获取出纸传输机构22上的铝箔纸的图像。图像获取机构23可例如为高速相机。
54.通过图像获取机构23可获取得到铝箔纸带有铝箔涂层的表面的图像,通过对图像的分析得出铝箔涂层断裂处露底的大小,从而对铝箔纸的铝箔涂层牢度进行评估。由于铝箔涂层断裂处的颜色、反光率和表面粗糙度等数据均不相同,可采用对铝箔纸的颜色进行分析的方式,或采用对铝箔纸的反光率进行分析的方式,或采用对铝箔纸的表面粗糙度进行分析,或同时对铝箔纸的颜色、反光率和表面粗糙度进行分析的方式,来获得铝箔纸涂层断裂处露底的大小和位置的信息,达到评估铝箔纸的铝箔涂层牢度的目的。上述对不同颜色、反光率和表面粗糙度进行分析得到不同区域的大小和位置信息的方法可采用本领域熟知的方法实现。
55.本公开的铝箔纸牢度检测设备可通过进纸装置将铝箔纸输送至折压装置,折压装置的铝箔纸夹持机构夹持待检测的铝箔纸,铝箔纸折压驱动机构可驱动铝箔纸夹持机构做反复的折压动作,检测装置可获取到折压后的铝箔纸的图像,通过铝箔纸的图像得到的铝箔涂层牢度,高效准确地检测铝箔纸牢度。
56.在本公开的铝箔纸牢度检测设备的一种实施方式中,进纸装置还包括纸盘支架24和断纸单元25。纸盘支架24可用于支撑铝箔纸盘。铝箔纸盘由连续的铝箔纸卷制而成。进纸传输机构21位于纸盘支架24和折压装置之间。断纸单元25位于进纸传输机构21和折压装置之间,且断纸单元25可于断开通过进纸传输机构21至折压装置的铝箔纸。断纸单元25可例如为具有可伸缩的刀片或可沿着水平方向移动的刺针的结构,通过刀片或刺针对铝箔纸的
切割实现铝箔纸的断开。
57.包括纸盘支架24和断纸单元25的进纸装置可实现自动化且连续地将铝箔纸输送至折压装置,从而提高铝箔纸牢度检测的效率。
58.进一步的,进纸装置还包括纸张检测单元26。纸张检测单元26可用于检测自进纸传输机构21进入折压装置的铝箔纸的位置和/或长度。纸张检测单元26可例如为光电传感器或位置传感器。当纸张检测单元26可检测铝箔纸的长度时,断纸单元25可根据纸张检测单元26的检测结果断纸,从而保证进行折压装置的铝箔纸的长度为恒定的长度。当纸张检测单元26可检测铝箔纸的位置时,断纸单元25可在纸张检测单元26检测到铝箔纸后的预设时间下断纸。
59.具体实施时,纸张检测单元26可位于断纸单元25和折压装置之间。
60.在本公开的铝箔纸牢度检测设备的一种实施方式中,上左夹持板3和上右夹持板4通过上旋转轴11转动连接,下左夹持板5和下右夹持板6通过下旋转轴12转动连接。上旋转轴11和下旋转轴12相对设置,且上旋转轴11和下旋转轴12相平行。这种结构的铝箔纸夹持机构的动作准确性和重复性较好,可提高铝箔纸折压位置的精准定位。
61.在本公开的铝箔纸牢度检测设备的一种实施方式中,左连动件1上设有左夹持槽100,右连动件2上设有右夹持槽200。铝箔纸夹持缝隙7和左夹持槽100和右夹持槽200相连通。这样,待检测的铝箔纸的两端可分别位于左夹持槽100和右夹持槽200内,从而有效提高了铝箔纸在折压过程中受力的稳定性和均匀性。
62.具体实施时,上左夹持板3和下左夹持板5可分别与左夹持槽100的开口的边缘转动连接,上右夹持板4和下右夹持板6可分别与右夹持槽200的开口的边缘转动连接,以更可靠地将铝箔纸限制在铝箔纸夹持缝隙7内。
63.进一步的,铝箔纸夹持机构还包括辅助夹持组件。辅助夹持组件包括辅助夹持件13和辅助夹持件驱动单元14。
64.左连动件1和/或右连动件2上设有辅助夹持件滑槽,辅助夹持件滑槽与左夹持槽100和/或右夹持槽200相连通,且辅助夹持件13与辅助夹持件滑槽滑动配合。辅助夹持件驱动单元14可用于驱动辅助夹持件13沿着辅助夹持件滑槽移动,以使得辅助夹持件13压紧或释放左夹持槽100和/或右夹持槽200内的铝箔纸。辅助夹持件驱动单元14可例如为气缸或电机。辅助夹持件13可具有块状结构。
65.辅助夹持组件的设置有利于在折压铝箔纸的过程中将铝箔纸的端部更加稳定地压紧在左夹持槽100和/或右夹持槽200内。本领域技术人员可根据实际需求选择将铝箔纸的一端或两端压紧在各连动件的夹持槽内。
66.具体实施时,辅助夹持件13与铝箔纸相接触的端面还可由硅胶或橡胶等摩擦系数较大的材料制成,以更稳定可靠地将铝箔纸的端部压紧在左夹持槽100和/或右夹持槽200。
67.更进一步的,左连动件1和右连动件2上均设有辅助夹持组件。
68.在本公开的铝箔纸牢度检测设备的一种实施方式中,拉杆组件还包括连接块15和滑动支撑件16。左拉杆8和右拉杆9均与连接块15转动连接,上述转动连接可通过枢轴连接或球窝连接等方式实现。连接块15和滑动支撑件16滑动配合连接。通过连接块15沿着滑动支撑件16移动的方式带动左拉杆8和右拉杆9运动,可提高左连动件1和右连动件2运动的稳定性。
69.具体实施时,滑动支撑件16可具有杆状结构,且通过固定连接在支架上的方式保持滑动支撑件16的位置不变。
70.进一步的,左拉杆8和右拉杆9与连接块15通过同一转轴连接。也即是,左拉杆8和右拉杆9共用一根旋转轴,从而提高左连动件1和右连动件2运动的一致性。
71.进一步的,拉杆组件还包括连接臂17。驱动单元10为转轮盘,连接臂17的两端分别与转轮盘和连接块15转动连接。转轮盘的设置有利于保持反复折压动作的一致性,从而提高检测的准确性。
72.在本公开的铝箔纸牢度检测设备的一种实施方式中,铝箔纸折压驱动机构还包括滑杆18。左连动件1和右连动件2与滑杆18滑动配合。在左拉杆9和右拉杆9带动左连动件1和右连动件2运动的过程中,左连动件1和右连动件2沿着滑杆18移动,使得左连动件1和右连动件2的运动受到滑杆18的限制,可有效提高折压运动的稳定性。
73.在本公开的铝箔纸牢度检测设备的一种实施方式中,铝箔纸折压驱动机构还包括顶驱组件。顶驱组件和拉杆组件分别位于铝箔纸夹持缝隙7的两侧。
74.顶驱组件包括顶驱件19和顶驱件驱动单元20。顶驱件驱动单元20可用于驱动顶驱件19顶抵上夹持组件或下夹持组件。顶驱件驱动单元20可例如为气缸或电磁缸。顶驱组件可用于在上夹持组件或下夹持组件运动至极限位置时,通过直接顶抵的方式对上夹持组件或下夹持组件施加朝向拉杆组件的方向的作用力,使得夹持组件可快速复位,达到提高效率及保证安全性的作用。
75.具体实施时,拉杆组件可位于下夹持组件远离上夹持组件的一侧,顶驱组件可位于上夹持组件远离下夹持组件的一侧,通过拉杆组件和顶驱组件的配合,实现铝箔纸的反复折压。
76.此外,顶驱件19可具有杆状结构,并且可与上旋转轴11或下旋转轴12相对设置。
77.本公开还提供了一种基于铝箔纸牢度检测设备的铝箔纸牢度检测方法,包括如下步骤:
78.步骤s01:通过进纸传输机构将铝箔纸输送至折压装置内。进入折压装置的铝箔纸的尺寸应当保持不变。具体实施时,可将预先裁剪的铝箔纸逐一通过进纸传输机构送入折压装置;或者,可通过纸张检测单元和断纸单元的配合将连续的铝箔纸自动断开为尺寸相同的铝箔纸并连续地送入折压装置。
79.步骤s02:通过折压装置对铝箔纸进行折压处理。铝箔纸在折压装置内的折压次数可根据实际情况预先设置。
80.步骤s03:通过图像获取机构获取自折压装置输出至出纸传输机构上的铝箔纸的图像。
81.步骤s04:对图像进行二值化处理。
82.步骤s05:根据二值化处理后的图像划分露底区域和非露底区域。露底区域和非露底区域的颜色并不相同,因此可清晰明确地划分出露底区域和非露底区域。
83.步骤s06:获取露底区域的灰度值数据,根据露底区域的灰度值数据获取露底面积。
84.步骤s07:根据露底面积和非露底区域的面积的比值获取铝箔纸牢度。非露底区域的面积可采用铝箔纸的总面积减去露面积的计算方式得到。通过露底面积和非露底区域的
面积的比值的大小,可获得铝箔纸牢度。
85.露底面积和非露底区域的面积的比值与铝箔纸牢度之间的对应关系可通过实验获取得到的露底面积和非露底区域的面积的比值以及铝箔纸牢度的表查得。或者,可采用露底面积和非露底区域的面积的比值来表征铝箔纸牢度,露底面积和非露底区域的面积的比值越大,铝箔纸牢度越差。
86.虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1