一种大齿轮测量仪器领域用渐开线样板
1.本发明涉及大齿轮测量仪器标定领域,具体为一种大齿轮测量仪器领域用新型渐开线样板的机械结构设计。
背景技术:
2.齿轮作为一种重要零部件被广泛应用于军工设备、工业产品和民用商品中,其具有结构紧凑、传动比准确、传动效率高等特点。其中,大齿轮被广泛应用于造船业、煤矿业、风力发电和石油输送系统等制造业中,而检测齿轮精度普遍采用的是齿轮测量中心,为了保证大齿轮精度标准的正确执行,需要建立大尺寸渐开线量值传递体系,用于标定齿轮测量中心的精度。
3.大齿轮在工程上得到广泛应用,而我国校准齿轮测量仪器用的大齿轮样板却是少之又少大,这是因为大齿轮渐开线样板尺寸大、形状复杂,加工困难,同时缺乏检测大尺寸样板的高精度仪器。而目前国内的齿轮样板均尺寸较小,无法满足对测量范围较大的大齿轮测量仪器的标定要求。本发明用精度可控的圆弧面代替渐开线齿廓,构造新型渐开线样板,提出这种新型渐开线样板的机械结构,满足样板高精度加工的同时可实现高精度的检测,为我国大尺寸渐开线量值传递体系的建立、实现量值溯源、扩展齿轮渐开线国家标准提供技术支撑。
技术实现要素:
4.本发明的目的在于提供一种大齿轮测量仪器领域用新型渐开线样板,提供了一种双轴式圆弧型大尺寸渐开线样板的机械结构,为大尺寸齿轮渐开线量值传递体系的建立提供新思路,以解决上述背景技术中提出国内现有的齿轮渐开线样板尺寸较小,无法满足标定大齿轮测量中心的技术要求这一问题。
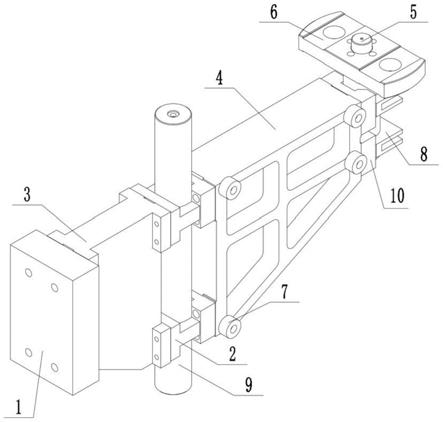
5.为实现上述目的,本发明提供如下技术方案:一种大齿轮测量仪器领域用新型渐开线样板,采用圆弧代替固定参数下大齿轮的理论渐开线。综合考虑标定齿轮测量中心用大齿轮样板的要求、装配精度以及时间稳定性,提出了新型渐开线样板的机械结构,包括框架、配重框架、定心轴、测量轴和基准块,所述框架左侧安装有两个v型块,通过螺钉固定在框架上,并且v型块通过与配重夹箍配合,拧紧螺钉将定心轴牢牢固定在v型块和配重夹箍中间,并且配重夹箍通过螺钉与配重框架固定在一起,而配重块又通过螺钉与配重框架连接在一起,框架的一面设置有四个基准垫柱,并且框架右端通过螺钉固定有v型块,v型块与夹箍配合将测量轴固定,而基准块通过布置的四个互相间隔90
°
螺钉固定在测量轴上。
6.优选的,所述基准块用螺钉螺纹方式固定在测量轴上,测量轴顶部是阶梯轴,四个螺纹孔互差90
°
地均匀分布在阶梯轴上。
7.优选的,所述测量轴与定心轴的固定均利用v型块和夹箍的配合。
8.优选的,所述四个掏空的圆柱,轻量化、中空处理的位置。
9.优选的,所述框架与配重框架均是三角形结构。
10.优选的,所述四个基准垫柱分布在框架的一侧,并保持在同一平面上。
11.优选的,所述配重框架、框架均采用铝质结构,并经过阳极氧化、多次时效处理。基准块、轴、连接件均是采用轴承钢,经过高温时效处理、淬火并冰冷处理hrc60。
12.本发明的有益效果如下:
13.1.将基准块用螺钉螺纹方式固定在测量中心轴上,测量轴顶部是阶梯轴,四个螺纹孔互差90
°
地均匀分布在阶梯轴上。基准块中间打有通孔,使测量轴上的阶梯轴刚好通过基准块上的通孔,通孔周围的四个阶梯孔与阶梯轴上四个螺纹孔的位置一一对应。这个互相差距90
°
的设置,可以在装配测量轴时调整孔位保证与框架上端在同一直线上,接下来装配基准块时,自然而然地就能保证基准块侧面与框架上端平面的垂直度。
14.2.利用v型块配合夹箍紧固测量轴和定心轴,再固定在框架互相平行的两个侧面上,在装配时利用平行度微调垫片的精细微调,通过一定的装配流程能够精确的保证测量轴和定心轴平行度。
15.3.框架的掏空处理的位置是通过ansys分析软件优化后确定最优的位置,在减轻整体机械结构的重量的同时,能够保证整体结构的强度。
16.4.考虑到各个零部件在整体机械结构中的作用,综合考虑精度、重量、经济等各个角度后,配重框架、框架均采用铝质结构,并经过阳极氧化、多次时效处理。基准块、轴、连接件均是采用轴承钢,经过高温时效处理、淬火并冰冷处理hrc60。
17.5.用框架作为整个机械结构的主体,且框架的整体形状为三角形,整体结构稳定性有保证,不易发生变形,装配时易于保证两轴间的平行度,装配完成结构更加稳定。
附图说明
18.图1新型校准样板的整体结构示意图
19.图2v型块和框架的连接示意图
20.图3基准块与测量轴的连接示意图
21.图4测量轴的示意图
22.图5基准块的示意图
23.图6配重夹箍与配重框架的连接示意图
24.图7两轴x、y方向平行度示意图
25.图8平行度微调垫片
26.图9平行度微调垫片安装示意图
27.图中1-配重块,2-配重夹箍,3-配重框架,4-框架,5-测量轴,6-基准块,7-基准垫柱,8-夹箍,9-定心轴,10-v型块,11-平行度微调垫片。
具体实施方式
28.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
29.如图1、图2所示,v型块10上都打有四个阶梯形通孔,螺钉穿过通孔旋入框架4上的螺纹孔中,将v型块10和框架4紧固在一起。定心轴9卡在上下两个v型块10的v型槽中,通过旋紧配重夹箍2上的两个螺钉使定心轴9紧靠在v型块10上;同样的,框架4右侧v型块10上通
过四个螺钉穿过阶梯形通孔旋入框架4上的螺纹孔中,测量轴5卡在上下两个v型块10的v型槽中,通过旋紧夹箍8上的两个螺钉使测量轴5紧靠在v型块10上;四个基准垫柱7上均打有阶梯形通孔,螺钉穿过阶梯形通孔旋入框架4上的螺纹孔中固定住基准垫柱7。
30.如图1、图3、图4和图5所示,测量轴5顶部是阶梯轴,四个螺纹孔互差90
°
地均匀分布在阶梯轴上。基准块6中间打有通孔,使测量轴5上的阶梯轴刚好通过基准块6上的通孔,通孔周围的四个阶梯孔与阶梯轴上四个螺纹孔的位置一一对应。通过螺钉连接的方式将基准块6与测量轴5紧固在一起。
31.完成以上的装配后,保证测量轴5和定心轴9的平行度是装配过程中一个重要的点,以下三个步骤是装配过程中粗略调节测量轴5和定心轴9平行度的方法。
32.步骤一:样板放在平面度有保证的大理石平面上,将框架上的四个v型块10拧开螺钉松开(拧开即可,不必完全拧出),框架通过四个基准垫柱7放置在大理石平面上并在框架4上方放置重物保持框架水平,在测量轴5和定心轴9的上下端均垫上高度相同的块规,按压测量轴5和定心轴9上下端使轴贴合块规。
33.步骤二:如图7所示,拧上四个v型块10上的螺钉,搬开框架4上的重物,这样两根轴理论上应该在一个平面上,再用扭簧表打测量轴5和定心轴9的最高点,遇到高度不一致,松开v型块10上的螺钉,看着扭簧表上的数值微调v型块10(向下敲击或者向上撬)使四个点高度保持一致。即配合v型块10保证了定心轴5和测量轴9x方向上的平行度。
34.步骤三:如图7所示,将大样板竖起来,定心轴9两端放在大理石平面上支撑着大样板,大样板固定在大理石三角块上。再用扭簧表打测量轴5的最高点,遇到高度不一致,松开v型块10上的螺钉,看着扭簧表上的数值微调(拧紧、拧松)v型块10、夹箍8上的螺钉,使两个点高度保持一致。即配合v型块10和夹箍8保证了测量轴5和定心轴9y方向上的平行度。
35.如图1、图6所示,配重框架3的内侧有四个阶梯形通孔,螺钉穿过通孔旋入配重夹箍2上的螺纹孔中固定住配重框架3;配重块1的内侧同样有四个阶梯形通孔,螺钉穿过通孔旋入配重框架3上的螺纹孔中固定住配重块1。
36.在装配好配重部分后,仍需要对测量轴5和定心轴9的平行度进行精细调节,以下四个步骤是对测量轴5和定心轴9的精细调节的过程,以下步骤是安装在齿轮测量中心上完成。
37.步骤四:将装配好配重部分的样板安装在齿轮测量中心上,通过扭簧表打定心轴9的上端一周,不断调节齿轮测量中心上顶尖的位置来保证上下顶尖的同轴度,保证同轴度在1μm左右。
38.步骤五:如图7所示,将扭簧表通过磁力表座安装在齿轮测量中心的测头位置,控制测头移动即控制扭簧表,通过测头控制的扭簧表打测量轴5两端的x方向上的高度是否一致来判断x方向上的平行度,打测量轴5两端的y方向上的高度是否一致来判断y方向上的平行度。
39.步骤六:如图7、图8、图9所示,x方向上的调整,将框架4右端两个基准垫柱7拆掉,通过平行度微调垫片11上的通孔固定在框架上,拧松v型块10的螺钉,通过微调平行度微调垫片11上的顶丝(螺钉)顶v型块10进行精细微调,调节过程中不断用扭簧表观察使上下端扭簧表示数一致。完成x方向上的调整。
40.步骤七:如图7所示,y方向上的调整,扭簧表打测量轴5的最高点,松开v型块10上
的螺钉,看着扭簧表上的数值微调(拧紧、拧松)v型块10、夹箍8上的螺钉,使两个点示数保持一致。完成y方向上的调整。
41.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1