一种检测装置的底座及其加工方法与流程
1.本发明涉及检测装置技术领域,具体涉及一种检测装置的底座及其加工方法。
背景技术:
2.飞机制造流程中,涉及到部分大孔(一般直径≥150mm)的孔径测量,目前采用的测量方式一般为单体内径千分尺,在使用单体内径千分尺测量的过程中,需要人工反复测量,对读数进行记录,测量时需要人为判断测量工具是否已处于轴向最小、径向最大状态。依靠人工判断直径方向,使测量效率较低且误差较大。特别是在飞机大部件对接交点孔精加工后的测量,还存在测量环境复杂等特点,导致现有测量工具难以体现测量效率。
技术实现要素:
3.本发明针对现有的测量装置在人为判断测量工具是否已处于轴向最小、径向最大状态时效率较低的问题,提出了一种检测装置的底座及其加工方法,以减少人为判断过程,具体技术方案如下:
4.一种检测装置的底座,包括n+1个导电段以及n个绝缘段,且每两个所述导电段之间连接一个绝缘段,所述导电段为圆柱体,n≥2,且n为偶数;
5.还包括显示装置,所述显示装置包括显示灯,n+1个所述导电段通过控制电路控制所述显示灯的状态;
6.所述控制电路包括与门、电源以及两个光耦,两个所述光耦的两个输入端分别与所述电源的正极以及端部的导电段连接,所述电源的负极与中部的导电段连接,两个所述光耦的第一输出端与相互连接后接地,两个所述光耦的第二输出端与所述与门的两个输入端连接,与门的输出端与所述显示灯连接后接地;当所述底座的侧壁与被测孔的内壁相切时,所述与门的两个输入端的输出均为1,显示灯亮。
7.可选的,所述导电段侧壁用于抵接被测孔内壁的第一测量点,所述测量前端远离导电段的一端设置有测量触头,所述测量触头用于抵接被测孔内壁的第二测量点,所述第一测量点和所述第二测量点关于所述被测孔的轴线中心对称;
8.其中一个所述导电段上设置有支撑杆,所述支撑杆远离所述导电段的端部连接有伸缩杆所述伸缩杆内设置有用于测量伸缩杆伸缩量的传感模块;
9.所述显示装置还包括显示屏以及数据处理模块,所述数据处理模块用于将接收到的信号转化为数字信号;
10.所述传感模块将采集到的信号传递给所述数据处理模块,所述数据处理模块将接收到的信号转化为数字信号,并将所述数字信号传递给所述显示屏,所述显示屏用于显示数字信息。
11.可选的,所述导电段的数量为3个,所述支撑杆与位于中部的所述导电段的侧壁可拆卸连接。
12.可选的,所述绝缘段的轴向长度大于2mm。
13.一种加工方法,用于加工上述检测装置的底座,包括以下步骤:
14.轴线分割:根据被测孔的轴向长度将检测装置的底座的轴线分割为多个导电段以及多个绝缘段;
15.底座加工:连接n+1个所述导电段以及n个所述绝缘段,加工成所述底座,n≥2;
16.电导通检测:使用导电检测装置对加工后的所述底座进行导电检测实验;
17.形位公差检测:检测加工后所述底座的形位公差,包括所述底座的表面粗糙度、外圆圆柱度同轴度以及外圆两端面与轴线的垂直度;
18.电导通检测和形位公差检测的结果均符合要求后,底座加工完成。
19.可选的,所述轴线分割包括:
20.测量被测孔的轴向长度l;选择所述底座的总长度h,所述h小于l;将所述底座分成n个导电段以及n-1个绝缘段。
21.可选的,所述导电段为3个;
22.所述导电检测装置包括第一灯泡、电源以及第二灯泡,左端所述导电段与所述第一灯泡正极连接,所述第一灯泡的负极与所述电源的负电极连接,所述电源的正电极与中部所述导电段连接;右端所述导电段与所述第二灯泡的正极连接,所述第二灯泡的负极与所述电源的负电极连接。
23.可选的,所述绝缘段的直径与导电段的直径之比不大于0.9。
24.可选的,所述导电段的长径比的范围为1~2;所述绝缘段的长径比的范围为0.1~0.2;所述底座的长径比的范围为0.5~1.6。
25.可选的,所述形位公差具体为:表面粗糙度≤ra0.20,外圆圆柱度≤0.01mm,同轴度≤0.002mm,外圆两端面与轴线的垂直度≤0.02mm。
26.本发明具有以下有益效果:
27.1.本技术的实施例1提供了一种检测装置的底座,包括多n+1个导电段以及多n个绝缘段,n≥2控制电路包括与门、电源以及两个光耦,两个光耦的两个输入端分别与电源的正极以及端部的导电段连接,电源的负极与中部的导电段连接,两个光耦的第一输出端与相互连接后接地,两个光耦的第二输出端与与门的两个输入端连接,与门的输出端与显示灯连接后接地;当与门的两个输入端的输出为1时,显示灯亮。在对测量装置的位置进行校正至显示灯显示绿色后,才能使用整个测量装置测量被测孔的内径,仅底座与被测孔的内壁相切才能保证后续测量结果是被测孔的直径,否则测量前端相对于被测孔的轴线为倾斜状态,测量出的结果偏小。本方案中无需人为判断测量工具是否已处于轴向最小、径向最大状态,而依靠电子设备对底座外侧与被测孔内壁是否相切进行判断,不仅提高了工作效率,且仅凭借人工判断可能会判断失误,因此本方案还减小了后续测量过程中的误差。
28.2.本技术的实施例2中提供了一种加工方法,用于加工上述检测装置的底座,包括轴线分割、底座加工、电导通检测以及形位公差检测等步骤,轴线分割是为了选择出最适合被测孔的轴向长度的底座方案;底座加工具体包括导电段半精加工、绝缘段精加工、粘接导电段和绝缘段以及粘接后底座精加工这几个步骤,使底座的粗糙度、同轴度、垂直度以及底座长度符合实际使用需求;电导通检测时为了保证底座加工完成后能正常使用,形位公差检测是为了进一步保证底座的精度是否符合要求。通过上述加工方法保证了底座的精度,进而减小了测量时的误差。
附图说明
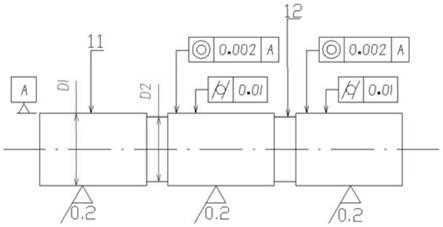
29.图1为本技术中一种检测装置的底座的结构示意图;
30.图2为本技术中一种检测装置的底座(包含测量前端)的结构示意图;
31.图3为本技术中一种加工方法的流程图;
32.图4为本技术中一种检测装置的底座中显示灯的控制电路的原理图;
33.附图标记:1、底座;11、导电段;12、绝缘段;2、测量前端;21、第一连接杆;211、测量触头;22、显示装置;221、显示灯;222、测量开关;23、第二连接杆;24、支撑杆。
具体实施方式
34.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明的说明书附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计,在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。所举实例只用于解释本发明,并非用于限定本发明的范围。
35.实施例1
36.请参照图1、图2,本实施例提供了一种检测装置的底座,包括n+1个导电段11以及n个绝缘段12,所述导电段为圆柱体,n≥2,且n为偶数;还包括显示装置,显示装置包括显示灯221,n+1个导电段通过控制电路控制显示灯的状态;控制电路包括与门、电源以及两个光耦,两个光耦的第一输入端均与电源的正极连接,两个光耦的第二输入端分别与两端的导电段连接,电源的负极与中部的导电段连接,两个光耦的第一输出端与相互连接后接地,两个光耦的第二输出端与与门的两个输入端连接,与门的输出端与显示灯221连接后接地;当所述底座的侧壁与被测孔的内壁相切时,所述与门的两个输入端的输出均为1,显示灯221亮。如上所述装置,用于检测底座1是否与被测孔的内壁相切,需要对被测孔进行测量时,显示灯221能以不同状态显示是否所有导电段11的侧壁均与被测孔的内壁接触,控制显示灯211状态的电路如图4所示,具体地说,包括光耦o1、电源、光耦o2、与门以及显示灯221,光耦o1和光耦o2的第一输入端均与电源正极连接,光耦o1和光耦o2的第二输入端分别与左、右两端的导电段通过绝缘导线连接,电源的负极与中部的导电段连接,光耦o1和光耦o2的第四输出端之间相互连接并接地,且光耦o1和光耦o2的第四输入端分别和与门的两个输入端连接,与门的输出端与显示灯221连接后,显示灯221的另一端接地,当且仅当与门的两个输出端的输出均为1时,显示灯221显示绿色,否则显示灯显示红色。
37.以测量底座包含3个导电段11举例说明,测量时,将测量装置放置在被测孔内部,并调节测量底座1的位置,使得测量底座1的侧面与被测孔的内壁相切,此时通过显示灯221的状态判断是否多个导电段11的底部同时达到与被测孔的内壁接触状态,第一种状态:左端导电段11和中部导电段11与被测孔内壁接触,右端导电段11未与被测孔内壁接触,光耦o1接通,并将信号传递给与门的第一输入端并输出为1,光耦o2未接通,则与门的第二输入端输出为0,此时显示灯221显示红灯;第二种状态:右端导电段11和中部导电段11与被测孔内壁接触,左端导电段11未与被测孔内壁接触,光耦o2接通,并将信号传递给与门的第二输入端并输出为1,光耦o1未接通,则与门的第一输入端输出为0,此时显示灯221显示红灯;第三种状态:右端导电段11和右段导电段11与被测孔内壁接触,中部导电段11未与被测孔内
壁接触,光耦o1和光耦o2均未接通,与门的两个输入端均输出为0,显示灯221显示红灯;第四种状态:三个导电段11均与被测孔的内壁接触,光耦o1和光耦o2均接通,与门的两个输入端的输出均为1,显示灯221显示绿灯。
38.在对测量装置的位置进行校正至显示灯221显示绿色后,才能使用整个测量装置测量被测孔的内径,仅底座1与被测孔的内壁相切才能保证后续测量结果是被测孔的直径,否则测量前端2相对于被测孔的轴线为倾斜状态,测量出的结果偏小。本方案中无需人为判断测量工具是否已处于轴向最小、径向最大状态,而依靠电子设备对底座1外侧与被测孔内壁是否相切进行判断,不仅提高了工作效率,且仅凭借人工判断可能会判断失误,因此本方案还减小了后续测量过程中的误差。
39.作为可选的实施例,其中一个所述导电段上设置有支撑杆,所述支撑杆远离所述导电段的端部连接有伸缩杆伸缩杆内设置有用于测量伸缩杆伸缩量的传感模块;传感模块将采集到的信号传递给数据处理模块,数据处理模块将接收到的信号转化为数字信号,并将数字信号传递给显示屏,显示屏用于显示数字信息。
40.如上所述装置,用于测量被测孔的内径值,在调整底座1的外侧至与被测孔的内壁相切后,传感模块通过上述信号传递过程传递给显示屏,显示屏显示的数字信息为伸缩杆的伸缩量,测量装置自然状态下的高度减去显示屏上的数字即为被测孔的实际直径值,无需人工读数,不仅提高了读数效率,同时减小了人工读数造成的误差。
41.伸缩杆能通过螺旋弹簧、液压缸以及气缸等具有回弹功能的零件控制其伸缩,为了节省成本同时减少工作空间,本方案中优先采用弹簧控制伸缩杆的伸缩。进一步的,伸缩杆内设置弹簧,传感模块测量伸缩杆的伸缩量实际上是测量的弹簧的压缩量,因此传感模块可以是弹簧力传感器,弹簧力传感器测量到弹簧压缩时产生的压力后,将信号传递给数据处理模块,数据处理模块将接收到的信号转化为数字信号再通过显示屏显示。
42.具体的,如图2所示,伸缩杆包括第一连接杆21以及第二连接杆23,第一连接杆21的顶端设置有测量触头211,测量触头211用于抵接被测孔内壁第一连接杆21和第二连接杆23之间连接有弹簧。
43.作为可选的实施例,导电段11的数量为3个,支撑杆与位于中部的导电段11的侧壁可拆卸连接。
44.为了保证底座1与被测孔的轴线对齐,至少需要设置3个导电段11,且导电段的数量优选为单数,多个导电段11之间同轴设置;进一步的,当被测孔的孔径越大、轴向长度越大时,导电段11的数量越多或是两端的导电段11的长度越大,测量的结果越精确,但是为了便于制作加工底座1,同时底座1的长度与被测孔的轴向长度相适配,则将导电段11设置为3个,可以调节两端的导电段11的长度与被测孔的轴向长度相适配,左、右两端部的导电段11的长度相同,以保证测量结果的准确性。为了装置的美观和保持装置测量时的平衡,将测量前端2的端部与中部的导电段11连接。
45.需要说明的是,此处的测量前端2的端部与位于中部的导电段11的侧壁可拆卸连接有多种方式,包括但不限于下列两种:一是在中部的导电段11侧壁开始有螺纹孔,测量前端2的端部即上述支撑杆24的下端设置有外螺纹,支撑杆24的下端与螺纹孔螺纹连接,二是在中部的导电段11侧壁开设有安装槽,支撑杆24的下端与安装槽的槽底抵接,安装槽的槽底开设螺纹通孔,用螺栓的端部穿过螺纹通孔后与支撑杆24的底部螺纹连接。优选采用第
二种连接方式,进一步的,为了防止螺栓的头部的高度干涉底座1的测量结果,在中部的导电段11上位于螺纹通孔远离安装槽的一侧开设有与螺纹通孔同轴的容纳槽,用于容纳螺栓的头部,因此容纳槽的深度需大于螺栓头部的高度。
46.作为可选的实施例,绝缘段12的轴向长度大于2mm,使多个导电段11之间有足够的距离以保证导电段11之间有良好的绝缘性能,且绝缘段12的材料优选为绝缘橡胶垫圈,满足绝缘和轴向长度大于2mm的条件下,且橡胶材料还容易与导电段11粘连,便于加工,相较于其余的绝缘材料,橡胶还具有成本低的优点。
47.实施例2
48.请参照图1-图4,本实施例提供了一种加工方法,用于加工实施例1中所述的检测装置的底座,包括以下步骤:
49.轴线分割:根据被测孔的轴向长度将检测装置的底座1的轴线分割为多个导电段11以及多个绝缘段12;
50.底座加工:连接n+1个导电段11以及n个绝缘段12,加工成底座1;
51.电导通检测:使用导电检测装置对加工后的底座1进行导电检测实验;
52.形位公差检测:检测加工后底座1的形位公差,包括底座1的表面粗糙度、外圆圆柱度同轴度以及外圆两端面与轴线的垂直度;
53.电导通检测和形位公差检测的结果均符合要求后,底座1加工完成。
54.如上所述方案,轴线分割是为了选择出最适合被测孔的轴向长度的底座1方案;底座1加工具体包括导电段半精加工、绝缘段精加工、粘接导电段和绝缘段以及粘接后底座精加工这几个步骤,使底座的粗糙度、同轴度、垂直度以及底座长度符合实际使用需求;电导通检测时为了保证底座加工完成后能正常使用,形位公差检测是为了进一步保证底座的精度是否符合要求。通过上述加工方法保证了底座的精度,进而减小了测量时的误差。
55.进一步的,导电段半精加工要求包括:表面粗糙度≤ra1.6,导电段的长径比范围为1~2,导电段的两端面与轴线的垂直度≤0.03mm;
56.绝缘段精加工要求包括:表面粗糙度≤ra1.6,绝缘段的长径比范围为0.1~0.2,轴线长度≥2mm,绝缘段两端面与轴线的垂直度≤0.02mm;
57.粘接导电段和绝缘段要求包括:将导电段和绝缘段依次粘接在一起,粘接顺序为“导电段—绝缘段—导电段—
…
—导电段”,优选的,第一段和最后一段为导电段;
58.粘接后底座精加工要求包括:表面粗糙度≤ra0.20,底座的长径比的范围为0.5~1.6。
59.需要说明的是,若电导通检测结果不符合要求时,需要检测使用的材料是否有误或是粘接是否符合要求,如果不是上述问题,则需要检测使用的材料是否有误;在电导通测量结果符合要求、形位公差检测不符合要求时,需要重复粘接后底座精加工这一步骤,直至形位公差检测满足要求。
60.作为可选的实施例,轴线分割包括:
61.测量被测孔的轴向长度l;选择底座1的总长度h,h小于l;将底座1分成n个导电段11以及n-1个绝缘段12。
62.作为可选的实施例,导电段11为3个;
63.导电检测装置包括第一灯泡、电源以及第二灯泡,左端导电段11与第一灯泡正极
连接,第一灯泡的负极与电源的负电极连接,电源的正电极与中部导电段11连接;右端导电段11与第二灯泡的正极连接,第二灯泡的负极与电源的负电极连接。
64.将与导电检测装置连通的底座1放置在被测孔的内壁,当左端的导电段11和中部的导电段11与被测孔的内壁都接触时,电源、左端导电段11、被测孔内壁、中部导电段11以及第一灯泡形成了电路回路,第一灯泡亮起,同理,当右端的导电段11和中部的导电段11与被测孔的内壁都接触时,电源、右端导电段11、被测孔内壁、中部导电段11以及第二灯泡形成了电路回路,第二灯泡亮起。当且仅当第一灯泡和第二灯泡同时亮起,即三个导电段11的侧壁均与被测孔的内壁接触时,底座1的外圆和被测孔的内壁相切。
65.作为可选的实施例,绝缘段12的直径与导电段11的直径之比不大于0.9。
66.作为可选的实施例,导电段11的长径比的范围为1~2;绝缘段12的长径比的范围为0.1~0.2;底座1的长径比的范围为0.5~1.6。
67.作为可选的实施例,形位公差具体为:表面粗糙度≤ra0.20,外圆圆柱度≤0.01mm,同轴度≤0.002mm,外圆两端面与轴线的垂直度≤0.02mm
68.结合一个实际案例对上述加工方法进行叙述:某待测孔孔径直径约210mm,公差(-0.01/+0.05)mm,轴向长度l=100mm,根据待测孔基本信息设计一个底座1。
69.轴线分隔:将待测孔轴向长度分为3个导电段11与2个绝缘段12相连,选取3个35mm的不锈钢棒料作为导电段11以及2个6mm的橡胶棒料作为绝缘段12;
70.底座加工:1)半精加工3个不锈钢棒料段,其中,直径为22(0/+0.2)mm,长度为30(0/+0.2)mm,表面粗糙度≤ra1.6,不锈钢棒料的两端面与轴线的垂直度≤0.03mm;
71.2)精加工2个橡胶棒料段,其中,直径为17.5(0/+0.2)mm,长度为2.5(0/+0.2)mm,表面粗糙度≤ra1.6,橡胶棒料段的两端面与轴线的垂直度≤0.02mm;
72.3)将加工后的3个导电段11和2个绝缘段12交叉粘接在一起后则为底座1,如图1所示,粘接顺序为:导电段11、绝缘段12、导电段11、绝缘段12、导电段11;
73.4)精加工粘接后底座1的外圆及端面,其中,导电段11的直径为20(0/+0.02)mm,表面粗糙度≤ra0.20;
74.电导通检测:对精加工后的底座1进行多段导通检测,导电段11与绝缘段12之间不会形成电导通。
75.形位公差检测:对精加工后的底座1进行形位公差检测,检测内容包含:表面粗糙度≤ra0.20,外圆圆柱度≤0.01mm,同轴度≤0.002mm,底座1的外圆两端面与轴线的垂直度≤0.02mm;
76.电导通检测和形位公差检测的结果均符合要求后,底座1加工完成。
77.以上实际案例的加工方法并不用于限制实际情况下底座1的加工,尤其是加工过程中涉及到的数据和材料,仅仅用于解释加工的过程。
78.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括所述要素的物品或者设备中还存在另外的相同要素。
79.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和
原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1