一种冲蚀测量系统及其检测方法与流程
1.本发明涉及测量技术领域,更具体地说涉及一种冲蚀测量系统及其检测方法。
背景技术:
2.油气井在开发过程中,大多数井下工具都会受到固体颗粒的冲蚀,例如,钻井液中砂粒对钻井工具的冲蚀;采油生产过程中出砂的砂粒对油管、采油泵、开关滑套、等采油工具的冲蚀;砾石充填防砂和压裂增产,高速的砾石和压裂支撑剂对压裂工具的冲蚀等。井下设备的冲蚀,一直伴随着海洋石油开采的全过程,井下工具的防冲蚀能力一直是关注的重点,是海洋石油开发过程中的技术难题。目前井下工具的冲蚀特性评估,大都是直接进行工具的现场试验,耗时耗力,难以检测与评估。目前,对冲蚀后的试件其冲蚀外观尺寸的参数,冲蚀深度多采用游标卡尺、千分尺、直接测量,冲蚀面积多采用橡皮泥类物质拓模,冲蚀体积则多采用填盐法(及将盐等粉末填入冲蚀测试后的坑里,填满后取出,通过称量其质量计算体积,得到冲蚀体积)。这些方法都费时费力,并难以取得准确的测量结果。
技术实现要素:
3.本发明克服了现有技术中的不足,现有的井下工具的冲蚀评估大部分直接利用工具进行现场试验,耗时耗力,冲蚀评估参数多采用游标卡尺、千分尺、直接测量难以取得准确的测量结果,提供了一种冲蚀测量系统及其检测方法,本发明能够快速并准确的对冲蚀试验后工具材质试件进行表面冲蚀深度、面积、体积等冲蚀参数的测量,对工具的冲蚀情况进行评估;通过在试验室进行冲蚀试验检测评估的方法,可以方便准确的评估工具在各种工况下的冲蚀情况。
4.本发明的目的通过下述技术方案予以实现。
5.一种冲蚀测量系统,包括运动控制系统、测量系统、检测支撑系统和控制显示系统,
6.所述检测支撑系统包括检测台架和高度调整机构,所述高度调整机构设置在所述检测台架上,高度调整机构用于调整运动控制系统的高度;
7.所述运动控制系统包括伺服电机,所述伺服电机活动安装在所述高度调整机构上,伺服电机用于调整测量系统中的激光测量头的水平方向的运动,以实现对测量试件表面坐标进行测量的目的,其中,高度测量机构包括手摇式螺杆轴、滑动导轨和测量臂,所述手摇式螺杆轴和所述滑动导轨固定在所述检测台架上,用于安装并调整测量臂的高度,所述测量臂滑动安装在所述手摇式螺杆轴和所述滑动导轨上;
8.所述测量系统包括激光测量头和数据采集及处理器,所述激光测量头安装在所述伺服电机上,用于采集测量试件的测量区域表面三维坐标,所述数据采集及处理器设置在所述检测台架上,数据采集及处理器用于将激光测量头采集到的数据进行汇总与初步处理;
9.所述控制显示系统包括显示器和主控电脑,所述主控电脑和所述显示器均设置在
所述检测台架上,主控电脑用于对数据采集及处理器输出的数据进行存储与深度处理,显示器用于显示主控电脑输出的各种数据;
10.所述激光测量头的坐标信号输出端与所述数据采集及处理器的坐标信号输入端相连,所述数据采集及处理器的数据信号输出端与所述主控电脑的数据信号输入端相连,所述主控电脑的显示信号输出端与所述显示器的显示信号输入端相连。
11.所述高度调整机构的测量臂10能够调整激光测量头2能够上下移动400mm,以满足不同尺寸试件的测量要求。
12.所述冲蚀检测系统的垂直方向测量精度为0.5μm,所述冲蚀检测系统的水平方向测量精度为10μm,所述冲蚀检测系统的测量宽度为40mm,所述冲蚀检测系统的测量长度为0-1200mm。
13.一种冲蚀测量系统的检测方法,按照下述步骤进行:
14.对标准试件的测量:
15.步骤(1),将待检测标准试件放于检测台架上,调整高度调整机构使待检测标准试件处于适宜的高度,启动运动控制系统、测量系统和控制显示系统,对冲蚀测量系统进行复位,准备测试;
16.步骤(2),启动测量系统,激光测量头在伺服电机和高度调整机构的带动下,从起点开始扫描待检测标准试件的表面至终点位置后,结束扫描,再次回到起点,在此过程中数据采集及处理器会采集并处理激光测量头测量到的信息,并转化为待检测标准试件表面点的三维坐标,并将上述数据输出给主控电脑;
17.步骤(3),扫描完成后,显示器的图像显示区域会显示所有测量结果,在上述图像显示区域中画出需要测量的待测区域;
18.待测区域中包含三部分,上下为参考区域,中间为测量区域,系统会将以参考区域所有点的平均坐标建立参考平面f(x,y,z)=0,计算出测量区域中所有点到参考平面的距离d(z),当d(z)>c时,则初步判定此点的位置发生冲蚀;
19.对所有冲蚀位置的d(z)进行对比,得到其最大值即为冲蚀深度d(z)c;
20.对所有冲蚀位置进行累加计算其总数n,每个冲蚀位置对应冲蚀面积为da(da=dx
×
dy),总冲蚀面积为ae=n
×
dx
×
dy;
21.每个冲蚀位置的冲蚀体积为dve=d(z)
×
dx
×
dy,其中dx为横向测量间距,dy为纵向测量间距,对所有冲蚀位置的冲蚀体积进行累加得到总的冲蚀体积ve=∑dve;
22.计算冲蚀区域的平均深度d=ve/ae;
23.计算后,即可得到计算结果,计算结果包括冲蚀深度、冲蚀面积和冲蚀体积;
24.步骤(4),通过显示器的图像显示区域能够将测量三维坐标数据导出,对导出的数据进行二次处理;
25.对非标准试件的测量:
26.步骤(1),冲蚀测试实验前,在待检测非标准试件表面的待测区域固定四个参考点,参考点的高度高于待检测非标准试件表面最高位置1-2mm,且四个参考点在同一平面,排列呈四边形包围试件待冲蚀试验区域即可;
27.步骤(2),将待检测非标准试件表面放于检测台架上,调整高度调整机构使待检测标准试件处于适宜的高度,启动运动控制系统、测量系统和控制显示系统,对冲蚀测量系统
进行复位,准备测试;
28.步骤(3),启动测量系统,激光测量头在伺服电机的带动下,从起点开始扫描待检测标准试件的表面至终点位置后,结束扫描,再次回到起点,在此过程中数据采集及处理器会采集并处理激光测量头测量到的信息,并转化为待检测标准试件表面点的三维坐标,并将上述数据输出给主控电脑;
29.步骤(4),扫描完成后,显示器的图像显示区域会显示所有测量结果,在上述图像显示区域中画出需要测量的待测区域;
30.系统对测量区域所有点的坐标,通过z坐标从中选取最高点z(max),并选取最高点z(max)在z坐标上、下范围0.5mm的所有点为参考点,对所有参考点建立参考平面f(x,y,z)=0;对参考点按照x和y坐标间距分为4类,参考点集合a,参考点集合b,参考点集合c,参考点集合d,分别求得各个集合内所有点的平均坐标a(x,y,z)、b(x,y,z)、c(x,y,z)和d(x,y,z),通过a、b、c、d四个平均坐标点建立直线方程l(ab)、l(bc)、l(cd)和l(da),四条直线构成一个四边形a,将试件冲蚀区域框选在内,框选内的所有点定义为集合c,计算集合c内所有点到参考平面f(x,y,z)=0的距离d(z),每个位置的体积为dvc=d(z)
×
dx
×
dy,其中dx为横向测量间距,dy为纵向测量间距,对集合c所有坐标位置的体积进行累加得到总的相对体积vc=∑dvc;
31.计算后,即可显示相对体积计算结果vc,记为vc1;
32.步骤(5),对待检测非标准试件进行冲蚀测试,测试后重复步骤(3)和(4),得到冲蚀试验后相对体积vc2,待检测非标准试件的冲蚀体积为ve=vc2-vc1。
33.在步骤(1)中,待检测非标准试件表面的待测区域固定参考点的方式采用焊接、螺纹连接。
34.本发明的有益效果为:本发明能够快速并准确的对冲蚀试验后工具材质试件进行表面冲蚀深度、面积、体积等冲蚀参数的测量,对工具的冲蚀情况进行评估;
35.通过在试验室进行冲蚀试验检测评估的方法,可以方便准确的评估工具在各种工况下的冲蚀情况;
36.本方法可以对不同形状的试件进行测试,满足不同类型试件的测试需求。
附图说明
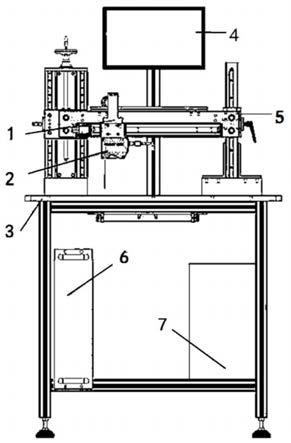
37.图1为本发明中冲蚀测量系统三维图;
38.图2为本发明中冲蚀测量系统高度调整机构三维结构示意图;
39.图3为本发明中非标试件及测量计算区域示意图;
40.图4为本发明中标准试件测量结果图;
41.图5为本发明中非标试件冲蚀实验前测量结果图;
42.图6为本发明中非标试件冲蚀实验后测量结果图。
43.图中:1为伺服电机,2为激光测量头,3为检测台架,4为显示器,5为高度调整机构,6为数据采集及处理器,7为主控电脑,8手摇式螺杆轴,9为滑动导轨,10为测量臂;
44.对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,可以根据以上附图获得其他的相关附图。
具体实施方式
45.下面通过具体的实施例对本发明的技术方案作进一步的说明。
46.实施例一
47.一种冲蚀测量系统,包括运动控制系统、测量系统、检测支撑系统和控制显示系统,
48.检测支撑系统包括检测台架3和高度调整机构5,高度调整机构5设置在检测台架3上,高度调整机构5用于调整运动控制系统的高度;
49.其中,高度测量机构5包括手摇式螺杆轴8、滑动导轨9和测量臂10,手摇式螺杆轴8和滑动导轨9固定在检测台架3上,用于安装并调整测量臂10的高度,测量臂10滑动安装在手摇式螺杆轴8和滑动导轨9上;
50.运动控制系统包括伺服电机1,伺服电机1活动安装在高度调整机构5上,伺服电机1用于调整测量系统中的激光测量头2的水平方向的运动,以实现对测量试件表面坐标进行测量的目的;
51.测量系统包括激光测量头2和数据采集及处理器6,激光测量头2安装在伺服电机1上,用于采集测量试件的测量区域表面三维坐标,数据采集及处理器6设置在检测台架3上,数据采集及处理器6用于将激光测量头2采集到的数据进行汇总与初步处理;
52.控制显示系统包括显示器4和主控电脑7,主控电脑7和显示器4均设置在检测台架上,主控电脑7用于对数据采集及处理器6输出的数据进行存储与深度处理,显示器4用于显示主控电脑7输出的各种数据;
53.激光测量头2的坐标信号输出端与数据采集及处理器6的坐标信号输入端相连,数据采集及处理器6的数据信号输出端与主控电脑7的数据信号输入端相连,主控电脑7的显示信号输出端与显示器4的显示信号输入端相连。
54.实施例二
55.在实施例一的基础上,高度调整机构5的测量臂10能够调整激光测量头2上下移动400mm,以满足不同尺寸试件的测量要求。
56.冲蚀检测系统的垂直方向测量精度为0.5μm,冲蚀检测系统的水平方向测量精度为10μm,冲蚀检测系统的测量宽度为40mm,冲蚀检测系统的测量长度为0-1200mm。
57.实施例三
58.利用一种冲蚀测量系统对标准试件进行检测,按照下述步骤进行:
59.步骤(1),将待检测标准试件放于检测台架上,调整高度调整机构使待检测标准试件处于适宜的高度,启动运动控制系统、测量系统和控制显示系统,对冲蚀测量系统进行复位,准备测试;
60.步骤(2),启动测量系统,激光测量头在伺服电机的带动下,从起点开始扫描待检测标准试件的表面至终点位置后,结束扫描,再次回到起点,在此过程中数据采集及处理器会采集并处理激光测量头测量到的信息,并转化为待检测标准试件表面点的三维坐标,并将上述数据输出给主控电脑;
61.步骤(3),扫描完成后,显示器的图像显示区域会显示所有测量结果,在上述图像显示区域中画出需要测量的待测区域,计算后,即可得到计算结果,计算结果包括冲蚀深度、冲蚀面积和冲蚀体积,如表1所示;
62.表1试件冲蚀测量结果
[0063][0064]
实施例四
[0065]
利用一种冲蚀测量系统对非标准试件进行检测,按照下述步骤进行:
[0066]
步骤(1),冲蚀测试实验前,在待检测非标准试件表面的待测区域固定四个参考点,参考点的高度高于待检测非标准试件表面最高位置1-2mm,且四个参考点在同一平面,排列呈四边形包围试件待冲蚀试验区域即可;
[0067]
步骤(2),将待检测非标准试件表面放于检测台架上,调整高度调整机构使待检测标准试件处于适宜的高度,启动运动控制系统、测量系统和控制显示系统,对冲蚀测量系统进行复位,准备测试;
[0068]
步骤(3),启动测量系统,激光测量头在伺服电机和高度调整机构的带动下,从起点开始扫描待检测标准试件的表面至终点位置后,结束扫描,再次回到起点,在此过程中数据采集及处理器会采集并处理激光测量头测量到的信息,并转化为待检测标准试件表面点的三维坐标,并将上述数据输出给主控电脑;
[0069]
步骤(4),扫描完成后,显示器的图像显示区域会显示所有测量结果,在上述图像显示区域中画出需要测量的待测区域,如图5所示,计算后,即可显示相对体积计算结果vc,记为vc1=7257.5mm3。
[0070]
步骤(5),对待检测非标准试件进行冲蚀测试,测试后重复步骤(3)和(4),得到冲蚀试验后相对体积vc2,测量后的结果如图6所示,计算得到冲蚀试验后相对体积vc2=7367.7mm3,
[0071]
待检测非标准试件的冲蚀体积为ve=vc2-vc1=110.2mm3。
[0072]
为了易于说明,实施例中使用了诸如“上”、“下”、“左”、“右”等空间相对术语,用于说明图中示出的一个元件或特征相对于另一个元件或特征的关系。应该理解的是,除了图中示出的方位之外,空间术语意在于包括装置在使用或操作中的不同方位。例如,如果图中的装置被倒置,被叙述为位于其他元件或特征“下”的元件将定位在其他元件或特征“上”。因此,示例性术语“下”可以包含上和下方位两者。装置可以以其他方式定位(旋转90度或位于其他方位),这里所用的空间相对说明可相应地解释。
[0073]
而且,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个与另一个具有相同名称的部件区分开来,而不一定要求或者暗示这些部件之间存在任何这种实际的关系或者顺序。
[0074]
以上对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1