一种液态金属测氧传感器及其制造方法与流程
1.本技术实施例涉及但不限于氧传感器领域,尤其涉及一种液态金属测氧传感器及其制造方法。
背景技术:
2.原子能工业中常采用液态金属(liquid metal,lm)作为冷却剂,液态金属中氧含量对于反应堆的安全运行起重要作用,氧含量过高可导致铅铋氧化物析出,堵塞管路、阀门、设备等;氧含量过低可导致铅铋溶液在运行过程中腐蚀管路、阀门、设备等。因此对液态金属冷却剂中氧含量进行控制尤为重要,而准确测量氧含量则是控氧的先决条件。
3.氧化钙稳定氧化锆陶瓷(csz)、氧化钇稳定氧化锆陶瓷(ysz)、氧化镱稳定氧化锆陶瓷(yb
‑
zro2)、氧化钪稳定氧化锆陶瓷(sc
‑
zro2)等制备的功能陶瓷器件广泛应用于原子能工业。该类功能陶瓷器件制备的氧传感器可用于测定液态金属作为冷却剂的各种类型核反应堆热传输回路系统中的氧含量。
4.功能陶瓷件直接烧结成过长的形状,会由于应力集中等问题难以成型,因此功能陶瓷件只能制备为结构简单、长度相对固定的陶瓷件,相应的氧传感器则受限于功能陶瓷件长度难以适应不同深度的待测容器。
技术实现要素:
5.本技术实施例提供液态金属测氧传感器,位于待测容器内的部分长度可自由设置,应用场景丰富。
6.第一方面,本技术实施例提供一种液态金属测氧传感器,包括适配外壳,适配外壳的外壁设有固定部,固定部用于固定在待测容器上,适配外壳位于固定部以下的部分位于待测容器内,适配外壳下端固定有功能陶瓷件,功能陶瓷件内部具有用于检测的功能元件。
7.本技术实施例提供的液态金属测氧传感器,将功能陶瓷件伸入待测容器内的液态金属中,通过功能元件检测液态金属中的氧含量,功能陶瓷件由于应力集中问题,长度相对固定,因此只能适配固定深度的待测容器,通过在功能陶瓷件上端固定适配外壳,并通过适配外壳上的固定部与待测容器固定,由于适配外壳的长度可以自由设置,通过延长或缩短固定部之下位置的适配外壳长度,从而延长或缩短传感器位于待测容器内的长度,从而适应不同深度的待测容器,与相关技术中传感器长度受限于功能陶瓷件的方案相比,本技术的传感器将可自由设置长度的适配外壳与功能陶瓷件固定,并将固定部设置在适配外壳上,从而自由改变传感器位于待测容器内的长度,提高了本技术传感器的普适性,丰富了其应用场景。
8.在本技术的一种可能的实现方式中,适配外壳与功能陶瓷件钎焊连接。
9.本技术实施例提供一种液态金属测氧传感器,焊接密封性能好,在使用需要密封的功能元件时,能提供优良的密封性,且不需要额外部件,结构简单,节约材料;焊接的结构刚度大,整体性好,不易损坏;同时钎焊连接时钎料熔化通过毛细作用力流动和填充焊缝,
相比于熔焊连接功能陶瓷管几乎无变形,良好的保持了功能陶瓷管的结构。
10.在本技术的一种可能的实现方式中,适配外壳下端连接有防护罩,防护罩套设在功能陶瓷件外侧,且防护罩相对功能元件位置开有通孔。
11.本技术实施例提供一种液态金属测氧传感器,通过设置通孔保证了功能陶瓷件与液态金属的接触,使得防护罩不会对传感器的检测造成影响,防护罩的设置避免了功能陶瓷件直接与外界的碰撞,无论是存储、运输还是使用过程中都降低了功能陶瓷件损坏的风险;同时,在传感器的安装过程中,由于防护罩的保护可以快速安全的完成安装,而不必担心功能陶瓷件与被测容器发生碰撞,有效提高了本技术传感器的安装效率;此外,即使因意外导致功能陶瓷件破损,其碎片被防护罩阻挡,难以掉入液态金属,堵塞管路,因此防护罩的设置也对被测设备提供了一定保护。
12.在本技术的一种可能的实现方式中,防护罩内壁与功能陶瓷件外壁之间留有间隙。
13.本技术实施例提供一种液态金属测氧传感器,一定的间隙使得将功能陶瓷件放入防护罩内的动作更加方便省力,且在此过程中功能陶瓷件外壁几乎不与防护罩内壁产生摩擦,从而保证了功能陶瓷件的完整性。
14.在本技术的一种可能的实现方式中,防护罩、适配外壳、功能陶瓷件三者通过一个过渡件钎焊连接。
15.本技术实施例提供一种液态金属测氧传感器,由于防护罩、适配外壳、功能陶瓷件三者由不同材料支撑,膨胀系数存在差异,直接焊接会导致连接效果不佳,因此将三者分别焊接在过渡件上保证连接强度,同时连接件可以制成合适的形状,方便焊接。
16.在本技术的一种可能的实现方式中,过渡件包括圆筒状的基体,基体上端一体设置有凸缘,基体内壁与功能陶瓷件外壁连接,基体外壁与防护罩内壁连接,凸缘上侧与适配外壳下端连接。
17.本技术实施例提供一种液态金属测氧传感器,基体的壁厚可以填补防护罩与功能陶瓷件之间的间隙,更便于焊接,设置凸缘,则方便了适配外壳的焊接。
18.在本技术的一种可能的实现方式中,防护罩与适配外壳均由金属材料制成,作为传感器的负极,正极为功能元件。
19.本技术实施例提供一种液态金属测氧传感器,直接将防护罩作为电极,避免设置过多的电极元件,简化了传感器的结构,节省了材料。
20.在本技术的一种可能的实现方式中,适配外壳上端设有密封件。
21.本技术实施例提供一种液态金属测氧传感器,传感器依据功能元件的不同需要不同的工作环境,在采用一些功能元件时需要保证功能陶瓷件内的密封性,由于功能陶瓷件已与适配外壳焊接密封,其内腔是一体的,将密封件设置于两者皆可,但功能陶瓷件结构较为脆弱,不适宜安装密封件,因此将密封件安装于适配外壳上,在保证功能元件使用环境的同时提高传感器的结构强度,同时将密封件设置在端部,更加便于维护。
22.在本技术的一种可能的实现方式中,功能陶瓷件下端直径小于上端直径。
23.本技术实施例提供一种液态金属测氧传感器,上端大直径,对应的壁厚更厚,与适配外壳连接的强度更大,同时上端为功能陶瓷件的承力端,大壁厚的承载能力更强,下端小直径,对应的壁厚更薄,更利于氧离子穿透,从而缩短相应时间。
24.在本技术的一种可能的实现方式中,功能陶瓷件下端与上端之间平滑过渡。
25.本技术实施例提供一种液态金属测氧传感器,平滑过渡有助于消除应力集中,从而增强功能陶瓷件的强度,同时平滑过渡降低了液态金属对功能陶瓷管的冲击,提升了其抗震性能,此外平滑过渡的功能陶瓷件更利于液态金属在防护罩内流动,同时也降低了液态金属的沿程阻力。
26.第二方面,一种制造方法,用于制造液态金属测氧传感器,其特征在于,包括:将适配外壳下端与功能陶瓷件上端固定,将功能元件装入功能陶瓷件。
27.由于本技术实施例提供的制造方法用于制造第一方面中任一项的液态金属测氧传感器,该制造方式工序少,易于实现。通过该方法制作出来的液态金属测氧传感器能够解决第一方面中任一项的液态金属测氧传感器所解决的技术问题,并达到相同的技术效果。
附图说明
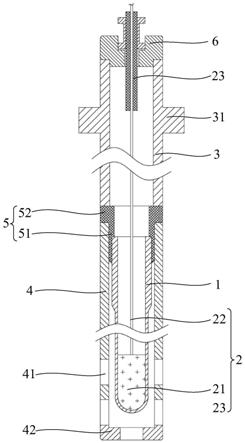
28.图1为本技术实施例提供的液态金属测氧传感器的剖切结构示意图;
29.图2为本技术实施例提供的液态金属测氧传感器的变径式功能陶瓷件示意图;
30.图3为本技术实施例提供的液态金属测氧传感器的长锥式功能陶瓷件示意图;
31.图4为本技术实施例提供的液态金属测氧传感器的固定部示意图;
32.图5为本技术实施例提供的液态金属测氧传感器的固定部与适配外壳连接示意图;
33.图6为本技术实施例提供的液态金属测氧传感器的防护罩及端盖示意图;
34.图7为本技术实施例提供的液态金属测氧传感器的过渡件示意图;
35.图8为本技术实施例提供的液态金属测氧传感器的密封件示意图;
36.图9为本技术实施例提供的液态金属测氧传感器的支撑环及透气孔示意图。
37.附图标记:
[0038]1‑
功能陶瓷件;11
‑
管壁;12
‑
内孔;2
‑
功能元件;21
‑
内电极;22
‑
信号引线;23
‑
绝缘套;3
‑
适配外壳;31
‑
固定部;4
‑
防护罩;41
‑
通孔;42
‑
端盖;5
‑
过渡件;51
‑
基体;52
‑
凸缘;6
‑
密封件;61
‑
第一密封圈;62
‑
第二密封圈;7
‑
支撑环;71
‑
透气孔。
具体实施方式
[0039]
为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术的具体技术方案做进一步详细描述。以下实施例用于说明本技术,但不用来限制本技术的范围。
[0040]
在本技术实施例中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术实施例的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0041]
此外,在本技术实施例中,“上”、“下”、“左”以及“右”等方位术语是相对于附图中的部件示意置放的方位来定义的,应当理解到,这些方向性术语是相对的概念,它们用于相对于的描述和澄清,其可以根据附图中部件所放置的方位的变化而相应地发生变化。
[0042]
在本技术实施例中,除非另有明确的规定和限定,术语“连接”应做广义理解,例
如,“连接”可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连。
[0043]
在本技术实施例中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
[0044]
在本技术实施例中,“示例性的”或者“例如”等词用于表示作例子、例证或说明。本技术实施例中被描述为“示例性的”或者“例如”的任何实施例或设计方案不应被解释为比其他实施例或设计方案更优选或更具优势。确切而言,使用“示例性的”或者“例如”等词旨在以具体方式呈现相关概念。
[0045]
本技术实施例提供了一种液态金属测氧传感器,用于测定液态金属作为冷却剂的各种类型核反应堆热传输回路系统中的氧含量。主要针对以金属铅、铅铋合金、钠、钠钾合金以及锂和铅锂合金等作为冷却剂的各类核系统,如铅铋反应堆试验台架、各种型号的铅铋反应堆、加速器驱动系统(accelerator driven system,ads)的冷却剂等提供稳定可靠的氧含量测量,为这些装置、设备的安全、稳定、可靠运行提供有力保障。
[0046]
参照图1,本技术的液态金属测氧传感器包括功能陶瓷件1,功能陶瓷件1上端开口设置,下端封闭设置,功能陶瓷件1的下端用于伸入待测容器内的液态金属中。
[0047]
需要说明的是,功能陶瓷件1可以有多种形状,参照图1,在本技术的一种实施例中,功能陶瓷件1为长管状,包括管壁11,管壁11的下端为球面结构,便于制造,且结构强度大,管壁11内具有内孔12,内孔12球面结构之上部分孔径保持一致。
[0048]
为了保证连接强度的同时缩短响应时间,参照图1,在本技术的一种实施例中,功能陶瓷件1的管壁11外侧下端直径小于上端直径,上端大直径,对应的管壁11壁厚更厚,与适配外壳3连接的强度更大,同时上端为功能陶瓷件1的承力端,大壁厚的管壁11承载能力更强,下端小直径,对应的壁厚更薄,更利于氧离子穿透,从而缩短响应时间。
[0049]
为了消除功能陶瓷件1的应力集中,参照图2,在本技术的一种实施例中,功能陶瓷件1为过渡变径式,功能陶瓷件1的管壁11外侧下端与上端之间平滑过渡,平滑过渡有助于消除应力集中,从而增强功能陶瓷件1的强度,同时平滑过渡降低了液态金属对功能陶瓷管的冲击,提升了其抗震性能,此外平滑过渡的功能陶瓷件1更利于液态金属在防护罩4内流动,同时也降低了液态金属的沿程阻力。
[0050]
此外,参照图3,在本技术的另一种实现方式中,功能陶瓷件1为长锥式,其结构同样能保证结构强度的同时缩短响应时间,以及消除应力集中,增强功能陶瓷件1的强度,并减小对液态金属的阻力。
[0051]
其中,功能陶瓷件1由csz、ysz、yb
‑
sz、sc
‑
zro2等掺杂氧化锆制成,先将该掺杂原料制备为超细粉,随后将超细粉原料冷等静压成过渡变径式或长锥式的形状,随后在高温炉中保温烧结成型。功能陶瓷件1的壁厚1.0~3.0mm不等,长度在50~500mm之间,用y2o3掺杂时其所占摩尔百分比在5%~8%之间,用yb2o3掺杂时其所占摩尔百分比在5%~10%之间,用cao掺杂时其所占摩尔百分比在12%~16%之间,用sc2o3掺杂时其所占摩尔百分比在10%~15%之间。
[0052]
当采用原材料或功能陶瓷件1形状不同时,其制作工艺有一定区别,在本技术的一种实施例中,功能陶瓷件1采用掺杂cao为12.5%摩尔百分比的稳定氧化锆超细粉为原料,通过冷等静压成型,高温炉1500℃,保温2h,烧结制备成300mm长锥状氧化锆管,氧化锆管锥度为5
°
,壁厚为1.5mm;在本技术的另一种实施例中,功能陶瓷件1采用掺杂sc2o3为12.5%摩尔百分比的稳定氧化锆超细粉为原料,通过冷等静压成型,高温炉1450℃,保温2h,烧结制备成200mm长锥状氧化锆管,氧化锆管锥度为5
°
,壁厚为1.5mm;在本技术的另一种实施例中,采用掺杂cao为12.5%摩尔百分比的稳定氧化锆超细粉为原料,通过冷等静压成型,高温炉1500℃,保温2h,烧结制备成300mm过渡变径式掺杂稳定氧化锆元件,上端厚处壁厚为3.0mm,下端薄壁处壁厚为1.0mm。
[0053]
参照图1,功能陶瓷件1内部有功能元件2,功能元件2包括内电极21,内电极21装在功能陶瓷件1的底部,用于作为传感器的正极,内电极21固定有信号引线22,信号引线22由功能陶瓷件1的上端开口引出。
[0054]
其中内电极21的材料有多种组合,第一种为15%~50%质量百分比的bi2o3,余量为金属铋;第二种为5%~50%质量百分比的y2o3,余量为金属铟;第三种为铂金,采用空气为参比气。
[0055]
信号引线22则依据选用的内电极21不同,对应选择不同的材料,例如,上述第一种、第二种内电极21材料对应选择钼合金丝作为信号引线22材料,直径为0.5~2.0mm;上述第三种内电极21材料对应选择铂丝作为信号引线22材料,直径为0.5~2.0mm。
[0056]
在本技术的一种实施例中,内电极21材料选用20%质量百分比的bi2o3,余量为金属铋,信号引线22则选用直径为1.0mm的钼合金;在本技术的另一种实施例中,内电极21材料选用铂电极、信号引线22选用直径为0.6mm铂丝;在本技术的又一种实施例中,内电极21材料选用20wt%的y2o3,余量为金属铟,信号引线22钼合金丝,直径为1.0mm。
[0057]
由于功能陶瓷件1会因应力集中问题,只能烧结为一定长度的管状结构,因此只能适配固定深度的待测容器,为了使传感器能适应不同深度的待测容器,参照图1,在本技术的一种实施例中,功能陶瓷件1的上端固定有适配外壳3,适配外壳3为长柱状结构,适配外壳3的外壁上设有固定部31,固定部31用于将传感器固定在待测容器上。
[0058]
通过在功能陶瓷件1上端固定适配外壳3,并通过适配外壳3上的固定部31与待测容器固定,由于适配外壳3的长度可以自由设置,通过延长或缩短固定部31之下位置的适配外壳3长度,从而延长或缩短传感器位于待测容器内的长度,从而适应不同深度的待测容器,提高了本技术传感器的普适性,丰富了其应用场景。
[0059]
为了便于传感器在被测容器上的固定,固定部31有多种形式,参照图1与图4,在本技术的一种实施例中,固定部31为安装法兰,安装法兰上有用于安装的安装孔,其具有结构简单,安装牢固,易于拆卸的优点。
[0060]
其中,固定部31与适配外壳3的连接方式有多种,参照图1,在本技术的一种实施例中,固定部31与适配外壳3采用一体成形设置,制作方便,连接牢固。参照图5,在本技术的另一种实施例中,固定部31与适配外壳3通过螺纹连接,两者的螺纹连接可实现自锁,螺纹连接可以调整固定部31在适配外壳3上的相对位置,从而相对改变适配外壳3位于固定部31之下的长度,从而调整传感器在被测容器内的长度,从而提高了传感器调整的灵活性。
[0061]
为了保证传感器的密封性与连接强度,参照图1,在本技术的一种实施例中,适配
外壳3与功能陶瓷件1钎焊连接,焊接密封性能好,在使用需要密封的功能元件2时,能提供优良的密封性,且不需要额外部件,结构简单,节约材料;焊接的结构刚度大,整体性好,不易损坏;同时钎焊连接时钎料熔化通过毛细作用力流动和填充焊缝,相比于熔焊连接功能陶瓷管几乎无变形,良好的保持了功能陶瓷管的结构。
[0062]
其中,钎焊连接时需对功能陶瓷件1的上端外表面进行金基金属化,以便于焊接,同时提高焊接强度。
[0063]
由于功能陶瓷件1为硬脆材料,容易因碰撞而损害,为了减少功能陶瓷件1的碰撞,参照图1,在本技术的一种实施例中,适配外壳3下端连接有防护罩4,防护罩4套设在功能陶瓷件1外侧,且防护罩4相对功能元件2位置开有通孔41。
[0064]
通过设置通孔41保证了功能陶瓷件1与液态金属的接触,使得防护罩4不会对传感器的检测造成影响,防护罩4的设置避免了功能陶瓷件1直接与外界的碰撞,无论是存储、运输还是使用过程中都降低了功能陶瓷件1损坏的风险;同时,在传感器的安装过程中,由于防护罩4的保护可以快速安全的完成安装,而不必担心功能陶瓷件1与被测容器发生碰撞,有效提高了本技术传感器的安装效率;此外,即使因意外导致功能陶瓷件1破损,其碎片被防护罩4阻挡,难以掉入液态金属,堵塞管路,因此防护罩4的设置也对被测设备提供了一定保护。
[0065]
其中,参照图1与图6,在本技术的一种实施例中,防护罩4的下端设有端盖42,端盖42可以与防护罩4一体设置,也可以通过螺纹等方式与防护罩4可拆卸连接,端盖42上同样开有通孔41,端盖42可以为平底,也可以设置为与功能陶瓷件1下端轮廓相对应的半球型。
[0066]
其中,通孔41的形状可以有多种,示例地,圆孔,方孔等,通孔41的数量有多个。
[0067]
为了便于将功能陶瓷件1放入防护罩4内,防护罩4内壁与功能陶瓷件1外壁之间留有间隙。一定的间隙使得将功能陶瓷件1放入防护罩4内的动作更加方便省力,且在此过程中功能陶瓷件1外壁几乎不与防护罩4内壁产生摩擦,从而保证了功能陶瓷件1的完整性。
[0068]
由于防护罩4、适配外壳3、功能陶瓷件1三者由不同材料支撑,膨胀系数存在差异,直接焊接会导致连接效果不佳,因此,参照图1,在本技术的一种实施例中,防护罩4、适配外壳3、功能陶瓷件1三者通过一个过渡件5钎焊连接,将三者分别焊接在过渡件5上保证连接强度,同时连接件可以制成合适的形状,方便焊接。
[0069]
其中,钎焊连接件的材料采用可伐合金,可伐合金具有比较恒定的较低或中等程度膨胀系数。可伐合金与玻璃或陶瓷等被封接材料的膨胀系数相接近,从而达到匹配封接的效果,主要类型有铁镍、铁镍钴、铁镍铬系合金等。
[0070]
为了便于焊接,参照图1与图7,在本技术的一种实施例中,过渡件5包括圆筒状的基体51,基体51上端一体设置有凸缘52,基体51内壁与功能陶瓷件1外壁连接,基体51外壁与防护罩4内壁连接,凸缘52上侧与适配外壳3下端连接。基体51的壁厚可以填补防护罩4与功能陶瓷件1之间的间隙,更便于焊接,设置凸缘52,则方便了适配外壳3的焊接。
[0071]
为了简化传感器的结构,使传感器更加容易维护,防护罩4与适配外壳3均由金属材料制成,作为传感器的负极,正极为功能元件2。直接将防护罩4作为电极,避免设置过多的电极元件,简化了传感器的结构,节省了材料。
[0072]
采用防护罩4作为负极时,信号引线22需要绝缘设置,以避免短路,参照图8与图9,在本技术的一种实施例中,信号引线22包覆有绝缘套23。
[0073]
需要说明的是防护罩4与适配外壳3的材料可以相同,也可以不同,其材料可以有多种,优选的,在本技术的一种实施例中,防护罩4与适配外壳3均采用不锈钢材料。
[0074]
由于本技术的内电极21有多种,其中诸如三氧化二铋/铋、三氧化二铟/铟等需要保证功能陶瓷件1内的密封性,因此,适配外壳3上端设有密封件6。由于功能陶瓷件1已与适配外壳3焊接密封,其内腔是一体的,将密封件6设置于两者皆可,但功能陶瓷件1结构较为脆弱,不适宜安装密封件6,因此将密封件6安装于适配外壳3上,在保证功能元件2使用环境的同时提高传感器的结构强度,同时将密封件6设置在端部,更加便于维护。
[0075]
其中,密封件6的形式可以有多种,参照图8,在本技术的一种实施例中,适配外壳3上端设有第一密封圈61,第一密封圈61下侧与适配外壳3卡接,第一密封圈61内卡接有第二密封圈62,信号引线22及绝缘套23穿从第二密封圈62中心穿过,通过第一密封圈61与第二密封圈62将信号引线22与适配外壳3密封连接。
[0076]
需要说明的是,在采用铂金为内电极21,空气为参比气时,功能陶瓷件1及适配外壳3敞口设置,参照图9,在本技术的一种实施例中,适配外壳3的的上端卡接有支撑环7,信号引线22从支撑环7中穿过,由支撑环7提供支撑,支撑环7开有多个透气孔71,透气孔71将功能陶瓷件1的内外连通,保证空气作为参比气。
[0077]
需要说明的是,两部件的固定指代两者件采用固定连接,固定连接的的形式可有有多种,任意使被连接件之间不发生相对位移的方式皆可,例如焊接、粘接、卡接、螺栓连接等。
[0078]
上述本技术实施例序号仅仅为了描述,不代表实施例的优劣。以上仅为本技术的优选实施例,并非因此限制本技术的专利范围,凡是利用本技术说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1