一种工件垂直度检测仪的制作方法
1.本发明涉及工件垂直度检测装置领域,具体是指一种工件垂直度检测仪。
背景技术:
2.目前,在工件的生产过程中,对于工件的垂直度的测量,通常采用直角尺贴合工件表面观察透光粗看工件表面的垂直度,但是直角尺不现实具体的偏差数值,另外,现在很多工厂一经采用3d光栅测量仪来检测工件的垂直度,但是3d光栅测量仪操作技术要求高,需要专人操作,零件加工的师傅不可能每加工一件工件,就去采用3d光栅测量仪检测,这样既浪费时间,还大大降低了施工效率。因此,研发一款操作要求低,侧量精度高,能够读取偏差数值的容易操作的工件垂直度检测仪。
技术实现要素:
3.本发明要解决的技术问题是克服上述技术的缺陷,提供一种工件垂直度检测仪。
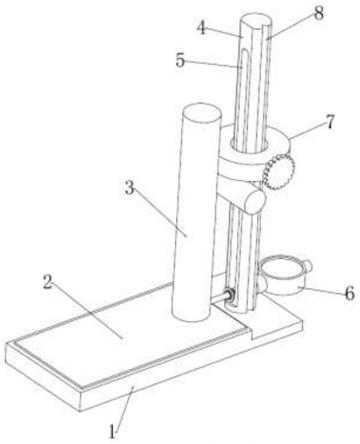
4.一种工件垂直度检测仪,包括测量台,所述测量台的顶面设有水平基准面,所述水平基准面上放置有可移动的垂直校验棒,所述测量台一端顶面通过螺钉连接有垂直立柱,所述垂直立柱内部沿竖直方向设有升降槽,所述垂直立柱上套设有千分表测量装置和定位校准装置,所述定位校准装置和垂直校验棒结合对千分表测量装置进行校准。
5.进一步地,所述千分表测量装置包括千分表和套设在千分表和加长表杆上的表座,所述表座一端穿过升降槽螺纹连接有固定旋钮,所述千分表与表座件还设有固定件,所述表座在升降槽内携带千分表上下移动,并可旋转至测量者便于观察表面指针的角度。
6.进一步地,所述垂直立柱一侧设有竖向的三角槽,所述定位校准装置包括套设在垂直立柱上的滑套,所述滑套上设有滑套紧固球头螺丝,所述滑套紧固球头螺丝的球头部分抵触在三角槽内定位,所述滑套靠近垂直校验棒一端底部设有定位侧目线圆棒。
7.进一步地,所述定位侧目线圆棒底侧设有为千分表的加长表杆让位的让位槽,所述定位侧目线圆棒上用于定位的侧目线高于让位槽,所述定位侧目线圆棒并通过螺丝连接于滑套。
8.本发明优点:本发明结构设计合理,相较于3d光栅测量仪对工人师傅的操作要求低,使用方便,测量能够将垂直度通过数值变化体现出来,测量精确,为后续工件垂直度的修复提供保障;通过水平基准面、垂直校验棒和定位校准装置的结合千分表测量装置进行校准,为后续进行工件垂直度测量提供保障;千分表测量装置和定位校准装置可在垂直立柱上下移动,以适应大小不同的工件的垂直度检测。
附图说明
9.图1是本发明一种工件垂直度检测仪的第一立体示意图;
10.图2是本发明一种工件垂直度检测仪的第二立体示意图;
11.图3是本发明一种工件垂直度检测仪的俯视示意图;
12.图4是本发明一种工件垂直度检测仪的千分表测量装置截面示意图;
13.图5是本发明一种工件垂直度检测仪的使用示意图。
14.如图所示:1、测量台;2、水平基准面;3、垂直校验棒;4、垂直立柱;5、升降槽;6、千分表测量装置;7、定位校准装置;8、定位三角槽;9、工件;601、千分表;602、表座;603、固定旋钮;604、定位件;701、滑套;702、滑套紧固螺球头螺丝;703、定位侧目线圆棒;704、让位槽。
具体实施方式
15.下面结合附图对本发明做进一步的详细说明。
16.一种工件垂直度检测仪,包括测量台1,所述测量台1的顶面设有水平基准面2,所述水平基准面2上放置有可移动的垂直校验棒3,所述测量台1一端顶面通过螺钉连接有垂直立柱4,所述垂直立柱4内部沿竖直方向设有升降槽5,所述垂直立柱4上套设有千分表测量装置6和定位校准装置7,所述定位校准装置7和垂直校验棒3结合对千分表测量装置6进行校准。
17.所述千分表测量装置6包括千分表601和套设在千分表601的加长表杆上的表座602,所述表座602一端穿过升降槽5螺接有固定旋钮603,所述千分表601和加长表杆与表座602件还设有固定件604,所述表座602在升降槽5内携带千分表上下移动,表座602呈圆柱形,其轴线与千分表601的加长表杆的轴线平行,表座602可在导向槽5内上下移动,且也可以围绕轴线旋转,其旋转可将千分表601的表面调整方向方便读数。
18.所述垂直立柱4一侧设有竖向的三角槽8,所述定位校准装置7包括套设在垂直立柱4上的滑套701,所述滑套701上设有滑套紧固球头螺丝702,所述滑套紧固球头螺丝702的球头部分抵触在三角槽8内,所述滑套701靠近垂直校验棒3一端底部设有定位侧目线圆棒703。
19.所述定位侧目线圆棒703底侧设有为千分表601的加长表杆让位的让位槽704,所述定位侧目线圆棒703上与校验棒拉触侧目线高于让位槽,整体通过螺丝连接于滑套701,定位侧目线圆棒703的侧目线为垂直校验棒3沿着定位侧目线圆棒703相切移动形成的线为侧目线。
20.本发明在测量前,要根据被测工件的大小相应的调整表座让表头和定位侧目线圆棒上面的侧目线到相应的高度。需要对千分表测量装置6的千分表601进行校正调零,调零前要保证水平基准面2的水平,垂直校验棒3和垂直立柱4均垂直于水平基准面2,即垂直校验棒3和垂直立柱4的竖向表面的垂直度要满足标准要求,即选用标准件,另外定位侧目线圆棒703的圆柱表面的圆柱度符合标准要求;
21.一、测量方法及其步骤:
22.1.调整千分表装置6和定位校准装置7使表头处于被测工件底部以上2毫米内,定位侧目线圆棒703的侧目线高度在工件顶部以下2毫米内,然后固定住。
23.2.平移垂直校验棒3使其底部与水平基准面2接触,上圆周与定位侧目线圆棒703的圆柱体的外侧侧目线接触并相切,下面与千分表601表头接触,保持水平不动的情况下轻推垂直校验棒3看着千分表601让表达到最大值,也就是让垂直校验棒3的圆周最高点触到千分表601的表杆球头的最高点。然后把表调到零位。
24.原理:根据一个圆周与一条线段相切,相对静止时切点只有一个,而表杆上触头的球面在与校验棒圆周相接触时球面在该方向的最高点也只有一个,在假设垂直校验棒3不存在误差的情况下,理论上就可认为这时上面的切点和下面千分表601在零位时表杆球头的最高点的连线垂直于水平基准面2。
25.3.移开垂直校验棒3换上工件9让其上面与定位侧目线圆棒703接触,下面与表分表601的表头接触,底部与水平基准面2接触,这时读数如果是0就表示工件的垂直度很好,如果是大于零则表示工件下面向表方向外倾,如果小于零,刚表示工件下面向表的反方向内倾,误差数值就是表上显示的数值。加工中工人可以根据偏差数值及时对加工进行调整并修复,大大提高了合格率。
26.二、本检测仪的校正方法和修复方法:
27.1.自我校对法,用垂直校验棒3在200mm的高度用它圆周上等分的六个点分别确定0位,如果最大误差值大于0.002mm,则表示垂直校验棒3需要修复或换。
28.2.与3d测量仪对比校对法:如果自我校对后,没问题,测量工件时发现与3d测量仪在200mm高度上误差超过0.003mm,就要查看定位侧目线圆棒703是否有磨损现象,如果有就需掉个方向使用另一面没有磨损的面或进行修复或更换。
29.三、本检测仪的加工方法
30.1.本检测仪在加工时尽可能的从加工工艺上尽量减少装夹次数来保证加工精度,提高测量精度,垂直立柱4采用底部和外圆一次装夹磨成型的方法减少垂直度误差,滑套701也采用孔和连接定位侧目线圆棒的平面一次装夹磨成型的方法保证安装后的垂直度,测量台1上水平基准面2也和立柱安装底面一次夹装夹加工出来,垂直度校验棒3为标准量具,购买使用。
31.2.材料要选用耐磨和能热处理成高硬度的钢材。
32.以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1