一种玻璃原料称量系统及称量方法与流程
1.本发明涉及玻璃熔炉供料领域,尤其涉及一种玻璃原料称量系统及称量方法。
背景技术:
2.目前,在玻璃玻璃原料称量系统中,通常通过精确称量各种玻璃原料并将各种玻璃原料分别加入到中间仓中缓存,并通过中间仓加入到玻璃原料混合机中进行混合。由于中间仓出料口、下料溜子等中间环节下料不畅,玻璃原料粘连或堵塞在中间仓的内侧壁和/或溜管中,导致中间仓积聚的玻璃原料在规定的时间内不能完全进入混合机混合,造成一个配料周期内玻璃原料的误差较大。
技术实现要素:
3.本发明旨在解决现有玻璃原料称量系统称量误差较大的技术问题。
4.本发明提供一种玻璃原料称量系统,包括:多个称量斗、中间仓、接线盒、称量仪表和控制器;
5.所述称量斗的外侧壁上设置有第一称重装置;所述称量斗的底部设置有电磁给料器,用于将所述称量斗中的玻璃原料从所述中间仓的顶部输送至所述中间仓内;
6.所述中间仓的外侧壁上设置有第二称重装置;所述中间仓的底部设置有入料门闸阀;所述入料门闸阀的下端设置有用于与混合机连通的溜管;所述中间仓和所述溜管的外侧壁上分别设置有振动器;
7.所述第一称重装置和所述第二称重装置分别与所述接线盒电性连接;所述接线盒通过所述称量仪表与所述控制器电性连接;所述控制器分别与所述电磁给料器和所述入料门闸阀电性连接。
8.进一步地,所述振动器为气动振动器和/或电动振动器。
9.进一步地,所述第一称重装置包括至少三个第一称重传感器;所述第一称重传感器均匀分布在所述称量斗外侧壁的同一圆周上;所述第一称重传感器分别与所述接线盒电性连接。
10.进一步地,所述第二称重装置包括至少三个第二称重传感器;所述第二称重传感器均匀分布在所述中间仓外侧壁的同一圆周上;所述第二称重传感器分别与所述接线盒电性连接。
11.进一步地,所述中间仓的内侧壁上设置有耐磨涂层。
12.进一步地,所述耐磨涂层为聚丙烯涂层或者聚四氟乙烯涂层。
13.进一步地,所述玻璃原料称量系统还包括报警器;所述报警器与所述控制器电性连接。
14.本发明还提出一种采用上述玻璃原料称量系统的称量方法,包括如下步骤:
15.s1、获取所述中间仓的空秤值;
16.s2、根据玻璃原料配方质量值,分别通过所述电磁给料器向所述中间仓中定量输
送各玻璃原料;
17.s3、开启所述入料门闸阀和所述振动器,使得所述中间仓中的玻璃原料进入到所述混合机中;
18.s4、获取所述中间仓及其内部玻璃原料的总质量值;比较所述总质量值与所述空秤值的大小,当所述总质量值与所述空秤值的差值小于预设质量阈值时,关闭所述振动器和所述入料门闸阀。
19.进一步地,步骤s4中,所述预设质量阈值为50
‑
100kg。
20.进一步地,步骤s4中,还包括:
21.记录所述入料门闸阀开启的入料时间;比较所述入料时间与预设时间阈值的大小,当所述入料时间大于所述预设时间阈值时,控制所述报警器报警。
22.本发明的实施例提供的技术方案带来的有益效果是:本发明实施例中的玻璃原料称量系统包括多个称量斗、中间仓、接线盒、称量仪表和控制器;所述称量斗的外侧壁上设置有第一称重装置;所述称量斗的底部设置有电磁给料器,用于将所述称量斗中的玻璃原料从所述中间仓的顶部输送至所述中间仓内;所述中间仓的外侧壁上设置有第二称重装置;所述中间仓的底部设置有入料门闸阀;所述入料门闸阀的下端设置有用于与混合机连通的溜管;所述中间仓和所述溜管的外侧壁上分别设置有振动器;所述第一称重装置和所述第二称重装置分别与所述接线盒电性连接;所述接线盒通过所述称量仪表与所述控制器电性连接;所述控制器分别与所述电磁给料器和所述入料门闸阀电性连接;使用时,先通过所述第二称重装置获取所述中间仓的空秤值,即中间仓中未添加玻璃原料时的质量值;再根据玻璃原料配方中各玻璃原料的质量值,分别通过所述电磁给料器向所述中间仓中定量输送各玻璃原料,此时所述中间仓中的玻璃原料的总质量与玻璃原料配方中的各原料质量之和相等;开启所述入料门闸阀和所述振动器,使得所述中间仓中的玻璃原料进入到所述混合机中;通过所述第二称重装置获取所述中间仓及其内部玻璃原料的总质量值;所述控制器比较所述总质量值与所述空秤值的大小,当所述总质量值与所述空秤值的差值小于预设质量阈值时,关闭所述振动器和所述入料门闸阀,能够有效地控制从所述中间仓加入至所述混合机中的玻璃原料的质量误差,提高玻璃制品的产品良率。
附图说明
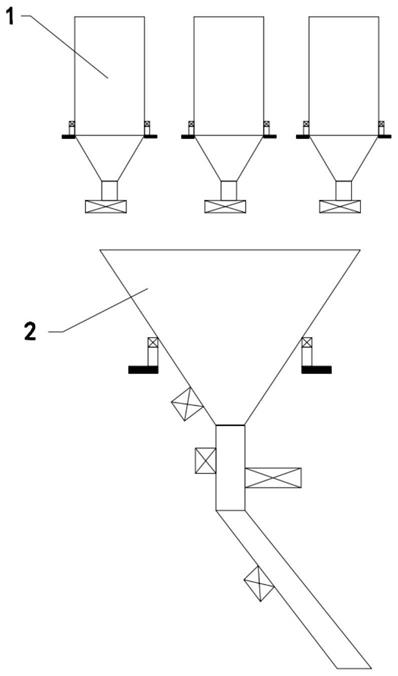
23.图1为本发明某一实施例中玻璃原料称量系统的结构示意图;
24.图2为图1中玻璃原料称量系统的电路连接示意图;
25.图3为图1玻璃原料称量系统中称量斗1的结构示意图;
26.图4为图1玻璃原料称量系统中中间仓2的结构示意图;
27.图5为本发明某一实施例中玻璃原料称量方法的流程示意图;
28.其中,1、称量斗;11、第一称重装置;12、电磁给料器;2、中间仓;21、第二称重装置;22、振动器;23、溜管;24、入料门闸阀;3、接线盒;4、称量仪表;5、控制器;6、计算机;7、打印机;8、报警器。
具体实施方式
29.下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并
与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
30.请参考图1至图4,本发明的实施例提供了一种玻璃原料称量系统,包括:多个称量斗1、中间仓2、接线盒3、称量仪表4和控制器5;
31.称量斗1的外侧壁上设置有第一称重装置11;第一称重装置11用于称量称量斗1及其内部玻璃原料的质量;称量斗1的底部设置有电磁给料器12,用于将称量斗1中的玻璃原料从中间仓2的顶部输送至中间仓2内;各称量斗1上电磁给料器12向中间仓2输送的原料为玻璃配方中各玻璃原料的理论质量值之和;称量斗1上第一称重装置11分别称量出称量斗1输送玻璃原料前后质量,前后质量的差值即为该称量斗1添加到中间仓2的相应玻璃原料的质量,比较精确;
32.中间仓2的外侧壁上设置有第二称重装置21;中间仓2的底部设置有入料门闸阀24;入料门闸阀24的下端设置有用于与混合机连通的溜管23;中间仓2和溜管23的外侧壁上分别设置有振动器22;当入料门闸阀24和振动器22开启时,中间仓2中的玻璃原料通过溜管23进入到所述混合机中进行混合,在振动器22的作用下,中间仓2中的玻璃原料可以快速进入到所述混合机中,避免所述玻璃原料粘结在中间仓2的侧壁,或者堵塞在溜管23中;
33.第一称重装置11和第二称重装置21分别与接线盒3电性连接;接线盒3通过称量仪表4与控制器5电性连接;称量仪表4分别显示第一称重装置11和第二称重装置21的测量值,并将所述测量值发送至控制器5;控制器5分别与电磁给料器12和入料门闸阀24电性连接。
34.示例性地,在本实施例中,称量斗1的数量为三个;可以理解的是,称量斗1的数量与玻璃原料配方中的玻璃原料的种数一致,可以根据需要进行设置。
35.示例性地,在本实施例中,控制器5为plc控制器;接线盒3的型号为ajb
‑
005;称量仪表4的型号为ind331。
36.具体地,振动器22为气动振动器和/或电动振动器。
37.示例性地,在本实施例中,振动器22为气动振动器。
38.进一步地,第一称重装置11包括至少三个第一称重传感器;所述第一称重传感器均匀分布在称量斗1外侧壁的同一圆周上;所述第一称重传感器分别与接线盒3电性连接;第二称重装置21包括至少三个第二称重传感器;所述第二称重传感器均匀分布在中间仓2外侧壁的同一圆周上;所述第二称重传感器分别与接线盒3电性连接。
39.示例性地,在本实施例中,所述第一称重传感器和所述第二称重传感器的数量分别为三个。
40.为了提高中间仓2内侧壁的光洁度,中间仓2的内侧壁上设置有耐磨涂层;所述耐磨涂层为聚丙烯涂层或者聚四氟乙烯涂层。
41.示例性地,在本实施例中,所述耐磨涂层为聚丙烯涂层。
42.进一步地,参考图2,所述玻璃原料称量系统还包括报警器8;报警器8与控制器5电性连接。
43.在本实施例中,所述玻璃原料称量系统还包括计算机6和打印机7;计算机6分别与控制器5和打印机7电性连接。
44.参考图5,本发明的另一方面还提出一种采用上述玻璃原料称量系统的称量方法,包括如下步骤:
45.s1、通过第二称重装置21获取中间仓2的空秤值,并将所述空秤值发送至控制器5;
46.s2、根据玻璃原料配方质量值,分别通过电磁给料器12向中间仓2中定量输送各玻璃原料;
47.在此步骤中,第一称重装置11一直处于工作状态,实时称量称量斗1及其内部玻璃原料的质量;电磁给料器12给料前后的质量差,即为该称量斗1添加至中间仓2中的对应玻璃原料的质量;
48.s3、开启入料门闸阀24和振动器22,使得中间仓2中的玻璃原料进入到所述混合机中;
49.s4、第二称重装置21实时获取中间仓2及其内部玻璃原料的总质量值,并将所述总质量值发送至控制器5;控制器5比较所述总质量值与所述空秤值的大小,当所述总质量值与所述空秤值的差值小于预设质量阈值时,控制器5控制振动器22和入料门闸阀24关闭。
50.具体地,步骤s4中,所述预设质量阈值为50
‑
100kg。
51.示例性地,在本实施例中,所述预设质量阈值为80kg。
52.进一步地,步骤s4中,还包括:
53.记录入料门闸阀24开启的入料时间;比较所述入料时间与预设时间阈值的大小,当所述入料时间大于所述预设时间阈值时,控制报警器8报警;当报警器8报警后,提醒操作人员玻璃原料称量系统中可能存在故障,或者玻璃原料大量粘结或者堵塞在中间仓2和/或溜管23内,需要进行现场查看。
54.示例性地,在本实施例中,报警器8为声光报警器;所述预设时间阈值为1h。
55.以上未涉及之处,适用于现有技术。
56.在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
57.在不冲突的情况下,本文中上述实施例及实施例中的特征可以相互结合。
58.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1