一种检测坯件暗裂起层的新方法与流程
1.本发明涉及锰锌铁氧体磁芯生产领域,尤其涉及一种检测坯件暗裂起层的新方法。
背景技术:
2.在锰锌软磁铁氧体产品的生产过程中,先在模具中填充粉料,把粉料成型为具有一定强度的坯件,将坯件放入到氮气氛保护窑炉中进行烧结,烧结后的产品为最终产品。
3.烧结完成的锰锌软磁铁氧体产品会存在残次品,主要是因为坯件在成型过程中会有暗裂和起层等不良状况发生,需要对成品进行质量检测。
4.传统通过人眼来观察和识别对坯件的外观进行检测,由于暗裂起层是在坯件的内部,人眼的目视根本无法完全检测出来,因此现在的检测方法不仅费时费力,浪费人工,不能严格的对产品质量进行把关。
技术实现要素:
5.本发明的目的是解决现有技术存在的以下问题:传统通过人眼来观察和识别对坯件的外观进行检测,由于暗裂起层是在坯件的内部,人眼的目视根本无法完全检测出来,因此现在的检测方法不仅费时费力,浪费人工,不能严格的对产品质量进行把关。
6.为解决现有技术存在的问题,本发明提供一种检测坯件暗裂起层的新方法,具体步骤如下:
7.(a)检测液的制备:选用重量比为97.7%-98.3%的煤油、1.5%-2%的乙醇、0.2%-0.3%的表面活性剂进行混合;
8.(b)检测液静置:检测液放置在检测桶内混合后静置;
9.(c)坯件放置:取坯件放置在检测液中,检测液淹没坯件,检测温度保持在15-30℃;
10.(d)检测表象:全面观察坯件表面气泡冒出位置,以及气泡冒出量;
11.(e)坯件检测:从检测桶中取出坯件,沥干坯件表面的检测液,并检查坯件表面冒泡位置裂缝状况;
12.(f)连续检测:更换坯件进行连续检测。
13.优选的,所述检测液的组分重量配比为98%的煤油、1.75%的乙醇、0.25%的表面活性剂。
14.优选的,步骤(b)中检测液在检测桶内的静置时间为1h。
15.优选的,所述检测桶采用透明的pc材料制成,便于操作者透过检测桶观察坯件在检测液内的冒泡状况。
16.优选的,所述检测桶内设置有承载组件,用于支撑所述坯件悬浮在检测液内,通过承载组件使坯件最大化与检测液接触,使坯件的全方位冒泡部位都能被看到。
17.优选的,所述承载组件包括挂钩和第一底架,第一底架设置在检测桶内,第一底架
侧边对称固定有挂钩,挂钩的顶端钩挂在检测桶的边缘,通过挂钩挂在检测桶的边缘,使第一底架将坯件悬浮承载在检测液内,取出坯件时直接向上拉动挂钩使第一底架将坯件从检测桶内拖出。
18.优选的,所述承载组件包括第二底架、钢丝绳、外环和挡柱,第二底架设置在检测桶内,检测桶外部套设有外环,外环的表面对称固定有两组钢丝绳,钢丝绳的底端固定在第二底架的侧边,将坯件放置在第二底架表面,通过外环对钢丝绳的拉持使第二底架将坯件悬挂在检测桶内,取出坯件时,向下拖动外环,通过钢丝绳的拉持使第二底架上移将坯件从检测桶内拖出。
19.优选的,所述检测桶的顶部对称安装有两组滚轮,所述钢丝绳绕过滚轮的表面,滚轮的设置减少钢丝绳与检测筒的摩擦力。
20.优选的,所述检测桶外壁的顶部固定有挡柱,挡柱用于限制外环的最高位置,使第二底架在无操作的情况下悬挂承载坯件,所述外环的表面对称固定有耳板,耳板的设置便于向下压动外环对坯件进行取出。
21.与相关技术相比较,本发明提供的检测坯件暗裂起层的新方法具有如下有益效果:
22.本发明通过一定重量比的煤油、乙醇、表面活性剂构成的检测液对锰锌软磁铁氧体产品浸没式检测,通过观察产品表面有无气泡产生从而判断产品是否存在暗裂起层,检测方法简单,相对于传统的人眼观察的检测方法省时省力,检测准确、高效。
附图说明
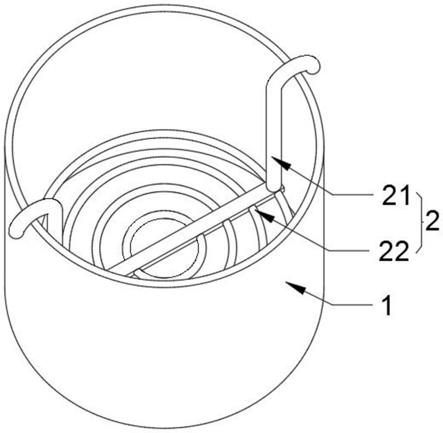
23.图1为本发明的承载组件结构示意图之一;
24.图2为本发明的承载组件结构示意图之二。
25.图中标号:1、检测桶;2、承载组件;21、挂钩;22、第一底架;23、第二底架;24、钢丝绳;25、外环;26、挡柱。
具体实施方式
26.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
27.以下结合具体实施例对本发明的具体实现进行详细描述。
28.实施例一
29.一种检测坯件暗裂起层的新方法,具体步骤如下:
30.(a)检测液的制备:选用重量比为97.7%-98.3%的煤油、1.5%-2%的乙醇、0.2%-0.3%的表面活性剂进行混合;
31.(b)检测液静置:检测液放置在检测桶1内混合后静置;
32.(c)坯件放置:取坯件放置在检测液中,检测液淹没坯件,检测温度保持在15-30℃;
33.(d)检测表象:全面观察坯件表面气泡冒出位置,以及气泡冒出量;
34.(e)坯件检测:从检测桶1中取出坯件,沥干坯件表面的检测液,并检查坯件表面冒
泡位置裂缝状况;
35.(f)连续检测:更换坯件进行连续检测。
36.所述检测液的组分重量配比为98%的煤油、1.75%的乙醇、0.25%的表面活性剂。
37.步骤(b)中检测液在检测桶1内的静置时间为1h。
38.如图1和图2所示,一种检测坯件暗裂起层的新方法,由以下部件装配而成:
[0039][0040]
装配说明:检测液注入检测桶1内,将坯件放入检测桶1内,检测液淹没坯件。
[0041]
工作原理:坯件被悬挂在检测液内,透过检测桶1观察坯件表面的冒泡状况,若坯件表面没有气泡产生,说明此坯件合格,若坯件表面产生气泡,说明坯件的冒泡部位存在裂痕。
[0042]
实施例二
[0043]
一种检测坯件暗裂起层的新方法,具体步骤如下:
[0044]
(a)检测液的制备:选用重量比为97.7%-98.3%的煤油、1.5%-2%的乙醇、0.2%-0.3%的表面活性剂进行混合;
[0045]
(b)检测液静置:检测液放置在检测桶1内混合后静置;
[0046]
(c)坯件放置:取坯件放置在检测液中,检测液淹没坯件,检测温度保持在15-30℃;
[0047]
(d)检测表象:全面观察坯件表面气泡冒出位置,以及气泡冒出量;
[0048]
(e)坯件检测:从检测桶1中取出坯件,沥干坯件表面的检测液,并检查坯件表面冒泡位置裂缝状况;
[0049]
(f)连续检测:更换坯件进行连续检测。
[0050]
所述检测液的组分重量配比为98%的煤油、1.75%的乙醇、0.25%的表面活性剂。
[0051]
步骤(b)中检测液在检测桶1内的静置时间为1h。
[0052]
如图1所示,一种检测坯件暗裂起层的新方法,由以下部件装配而成:
[0053][0054]
装配说明:检测液注入检测桶1内,在镂空状的第一底架22的两侧对称焊接挂钩21,挂钩的长度小于检测桶1的高度,将第一底架22放置在检测桶1内,挂钩21的顶部弯折部位挂在检测桶1的边缘,将坯件放置在第一底架22表面,检测液淹没坯件。
[0055]
工作原理:坯件被悬挂在检测液内,透过检测桶1观察坯件表面的冒泡状况,若坯
件表面没有气泡产生,说明此坯件合格,若坯件表面产生气泡,说明坯件的冒泡部位存在裂痕,取出坯件时直接向上拉动挂钩21使第一底架22将坯件从检测桶1内拖出。
[0056]
实施例三
[0057]
一种检测坯件暗裂起层的新方法,具体步骤如下:
[0058]
(a)检测液的制备:选用重量比为97.7%-98.3%的煤油、1.5%-2%的乙醇、0.2%-0.3%的表面活性剂进行混合;
[0059]
(b)检测液静置:检测液放置在检测桶1内混合后静置;
[0060]
(c)坯件放置:取坯件放置在检测液中,检测液淹没坯件,检测温度保持在15-30℃;
[0061]
(d)检测表象:全面观察坯件表面气泡冒出位置,以及气泡冒出量;
[0062]
(e)坯件检测:从检测桶1中取出坯件,沥干坯件表面的检测液,并检查坯件表面冒泡位置裂缝状况;
[0063]
(f)连续检测:更换坯件进行连续检测。
[0064]
所述检测液的组分重量配比为98%的煤油、1.75%的乙醇、0.25%的表面活性剂。
[0065]
步骤(b)中检测液在检测桶1内的静置时间为1h。
[0066]
如图2所示,一种检测坯件暗裂起层的新方法,由以下部件装配而成:
[0067][0068]
装配说明:检测液注入检测桶1内,将外环25从检测桶1底部套在检测桶1外部,外环25焊接在检测桶1外表面的顶部,滚轮对称安装在检测桶1的顶部,在外环25的表面对称固定连接钢丝绳24,将第二底架23放入检测桶1内,钢丝绳24绕过滚轮与第二底架23的边缘固定,将坯件放置在第二底架23表面,检测液淹没坯件。
[0069]
工作原理:坯件被悬挂在检测液内,透过检测桶1观察坯件表面的冒泡状况,若坯件表面没有气泡产生,说明此坯件合格,若坯件表面产生气泡,说明坯件的冒泡部位存在裂痕,取出坯件时,向下拖动外环25,通过钢丝绳24的拉持使第二底架23上移将坯件从检测桶1内拖出,滚轮的设置减少钢丝绳24与检测筒1的摩擦力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1