一种自动铺丝过程监测的装置及方法与流程
1.本发明涉及一种热塑性预浸带铺放过程中应力场及温度场的监测,具体涉及一种自动铺丝过程监测的装置及方法,属于热塑性复合材料制造领域。
背景技术:
2.热塑性复合材料是一种通过外界压力而成型的复合材料,相对于热固性复合材料,具有同等甚至优异的力学性能,且在制作过程中,省去了热压罐等复杂环节,节省了复合材料的制作成本,具有极大地发展前景。
3.热塑性复合材料平板在制作过程中,其成型件的型面精度与铺放时与自动铺丝机输入参数紧密相关,这些参数包括预浸带加热源的温度、压辊的速度、压辊的压力等。其中加热源加热预浸带时温度的选择对热塑性复合材料的成型具有重要的影响,如果加热源温度过高,会导致树脂基体产生热老化或固化;温度过小会导致热塑性复合材料不完全融化,黏度不足,使得材料产生局部缺陷。压辊的压力及速度也是影响热塑性复合材料成型的一个重要因素,如果压力或速度过大,会导致复合材料内温度过高,在降温过程中会产生较大的残余应力,导致复合材料产生翘曲,褶皱等缺陷;如果压力过小,会导致每层材料之间黏结不完全,使得材料出现滑移等现象,影响材料后续的铺放。
4.现有的热塑性复合材料平板制作装置,通过压力辊自带传感器反映热塑性复合材料在铺放过程中的压力施加情况,应用热成像装置监测复合材料表面温度变化情况。但这种方法只能反映热塑性复合材料在制作过程中施加的压力和复合材料表面温度变化情况,而热塑性复合材料在固化过程中残余应力的释放是其内部温度和应力作用的结果,为此根据压力辊传感器和热成像监测结果调整热塑性复合材料平板铺放过程中的压力及温度参数往往得不到较好的型面精度。
技术实现要素:
5.本发明针对现有的热塑性复合材料平板制作装置不能反应复合材料内部温度及压力的问题,提供一种自动铺丝过程监测的装置及方法,目的是实现热塑性材料在制作及固化过程中的温度场及应力场的实时监测,为热塑性复合材料的成型工艺提供量化的数据支撑。
6.本发明的目的是通过以下技术方案实现的:
7.本发明公开的一种自动铺丝过程监测的装置,采用光纤光栅传感器体积小、精度高等优点,将光纤光栅传感器铺放在热塑性复合材料平板的层间,实现热塑性复合材料平板在铺放及固化过程中内部应力和温度的监测,为热塑性复合材料平板铺放时的参数输入提供指导。
8.本发明公开的一种自动铺丝过程的监测装置,包括热塑性复合材料预浸带固定工作台、光纤预紧力调节机构、热塑性复合材料预浸带铺放装置、光纤导向机构、光纤布拉格光栅(fbg)传感器、光纤光栅解调系统。
9.所述热塑性复合材料预浸带固定工作台,用于热塑性复合材料预浸料。
10.所述光纤预紧力调节机构,包括阻尼器和光纤定向轮,根据实际铺放时的需要可固定在上述热塑性复合材料预浸带固定工作台凹槽内,阻尼器用于调节光纤光栅传感器施的预紧力,定向轮用于确定光纤方向,防止在外界环境等因素作用下产生的方向偏移。
11.所述光纤导向机构,用于光纤传感器的转向,保护传感器在转向过程中的能量信号不受损失,实现一根光纤的多条预浸带的监测。
12.所述热塑性复合材料预浸带铺放装置,用于预浸带的铺放及压紧,以保证光纤光栅传感器与热塑性复合材料预浸带的完全贴合,实现与预浸带同步变形,达到测量应变的目的。
13.所述光纤布拉格光栅传感器,用于实时测量预浸带在铺放及冷却固化过程中的温度场及应力场的变化。
14.所述光纤光栅解调系统,包括光纤光栅解调仪、电脑终端及相应的解调软件,用于将光纤光栅测量产生的光信号值解调成为电信号及应变值,实现热塑性复合材料在制作过程中的实时监测。
15.所述热塑性复合材料预浸带固定工作台的凹槽槽边设有刻度,所述光纤预紧力调节机构及光纤导向机构为活动机构,可以在槽内滑动固定,可根据实际需要和光纤的长短调节该模块的数量,根据热塑性复合材料铺放位置及需要监测的节点调节该模块的位置。
16.所述光纤预紧力调节机构包括阻尼器和定向轮,通过过阻尼器给定光纤一定的预紧力,使其保持张力,通过定向轮保证在铺放过程中,铺放压辊的作用下,光纤能够保持平行,以保证监测的准确性。
17.所述光纤导向轮的轮盘与底座支台为可活动式,可根据光纤的实际监测宽度更换导向轮的大小,实现灵活监测。
18.所述热塑性复合材料预浸带铺放装置的压辊为硅橡胶材质,在铺放过程中须将光纤光栅传感器置于两热塑性复合材料预浸带之间,方向与热塑性预浸带保持平行,以便于使热塑性预浸带保护光纤光栅传感器在铺放过程中不受由于压辊压力不均而产生的局部剪切力的影响。
19.本发明公开的一种自动铺丝过程监测方法,基于所述的一种自动铺丝过程的监测装置实现,包括如下步骤:
20.步骤一、确定光纤光栅传感器的铺放间隔,用于确定导向轮的直径;
21.步骤二、确定需要监测的预浸带位置,调整导向轮及预紧力调节装置的数量,确定位置后对两者进行固定;
22.步骤三、提前计算热塑性预浸带需要监测的点的位置,同时计算光栅的长度,使得光栅感应部位处于被监测点的位置;
23.步骤四、将光纤光栅传感器的一端穿过光纤预紧力调节机构中的阻尼器和定向轮,设置其对光纤的预紧力,另一端绕过导向轮接入尾端的光纤预紧力调节机构中;光纤光栅传感器应置于两层热塑性复合材料预浸带之间,以保证能更好的贴合复合材料,提高监测精度;
24.步骤五、光纤的首端连接到光纤光栅解调仪,光纤光栅解调仪连接到电脑终端;
25.步骤六、打开相应的监测软件,检查安装后的光纤光栅传感器的能量是否正常,检
查预紧力是否符合要求,对光纤预紧力进行归零操作;
26.步骤七、启动热塑性复合材料预浸带铺放装置,将光纤光栅传感器埋入热塑性复合材料内部,监测铺丝过程中和降温固化过程中的应力场及温度场,实时记录规程数据,即实现自动铺丝过程的监测。
27.有益效果:
28.本发明公开的一种自动铺丝过程监测的装置及方法,至少包括如下有益效果:
29.(1)能够实现光纤光栅传感器的埋入,实现光纤传感器与热塑性预紧料的贴合,光纤光栅传感器在压辊的压力下能够实时监测,不发生损坏;
30.(2)能够实现一根光纤对多条预浸带的多点进行监测;
31.(3)能够对热塑性复合材料在制作及固化过程的应力场和温度场进行实时监测。
附图说明
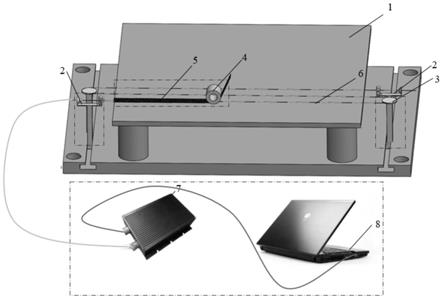
32.图1为本发明提出的一种自动铺丝过程监测装置的结构示意图;
33.图2为光纤预紧力调节机构的结构示意图;
34.其中:
35.1-热塑性复合材料预浸带固定工作台;2-光纤预紧力调节机构;3-光纤导向机构;4-热塑性复合材料预浸带铺放压辊;5-热塑性复合材料预浸带;6-光纤布拉格光栅(fbg)传感器;7-光纤光栅解调仪;8-电脑数据采集终端;2-1-调节光纤预紧力的阻尼器;2-2-保持纤维方向的定向轮。
具体实施方式
36.下面将结合附图和实施例对本发明加以详细说明。同时也叙述了本发明技术方案解决的技术问题及有益效果,需要指出的是,所描述的实施例仅旨在便于对本发明的理解,而对其不起任何限定作用。
37.如图1所示,本实施例公开的一种自动铺丝过程的监测装置包括热塑性复合材料预浸带固定工作台1、光纤预紧力调节机构2、光纤导向机构3、热塑性复合材料预浸带铺放压辊4、光纤布拉格光栅(fbg)传感器6、光纤光栅解调仪7;电脑数据采集终端8。
38.热塑性复合材料预浸带固定工作台1,用于热塑性复合材料预浸料。
39.光纤预紧力调节机构2如图2所示,包括调节光纤预紧力的阻尼器2-1和保持纤维方向的定向轮2-2。根据实际铺放时的位置,固定在上述热塑性复合材料预浸带固定工作台1的凹槽内,光纤预紧力的阻尼器2-1用于调节光纤光栅传感器施的预紧力,保持纤维方向的定向轮2-2用于确定光纤方向,防止在外界环境等因素作用下产生的方向偏移。
40.光纤导向机构3,用于光纤传感器的转向,保护传感器在转向过程中的能量信号不受损失,实现一根光纤的多条预浸带的监测。
41.热塑性复合材料预浸带铺放压辊4为硅橡胶材质,用于预浸带的铺放及压紧。光纤铺放在热塑性预浸带之间,以保证光纤光栅传感器与热塑性复合材料预浸带的完全贴合,实现与预浸带同步变形,达到测量应变的目的。
42.光纤布拉格光栅传感器6,用于实时测量预浸带在铺放及冷却固化过程中的温度场及应力场的变化。
43.光纤光栅解调系统,包括光纤光栅解调仪7、电脑数据采集终端8及相应的解调软件,用于将光纤光栅测量产生的光信号值解调成为电信号及应变值,实现热塑性复合材料在制作过程中的实时监测。
44.热塑性复合材料预浸带固定工作台1的凹槽槽边设有刻度。光纤预紧力调节机构2及光纤导向机构3为活动机构,可以在槽内滑动并固定,并可根据实际需要和光纤的长短调节该模块的数量,根据热塑性复合材料铺放位置及需要监测的节点调节该模块的位置。
45.光纤预紧力调节机构包括调节光纤预紧力的阻尼器2-1和保持纤维方向的定向轮2-2。通过调节光纤预紧力的阻尼器2-1给定光纤一定的预紧力,使其保持张力;通过保持纤维方向的定向轮2-2保证在铺放过程中,在热塑性复合材料预浸带铺放压辊4的作用下,光纤能够保持平行,以保证监测的准确性。光纤预紧力保持为2n,光纤铺放方向与热塑性预浸带保持平行。
46.光纤导向机构3,该部分轮盘与底座支台为可活动式,可根据光纤的实际监测宽度更换导向轮的大小,实现灵活监测。
47.在铺放过程中须将光纤光栅传感器置于两热塑性复合材料预浸带之间,以便于使热塑性预浸带保护光纤光栅传感器在铺放过程中不受由于压辊压力不均而产生的局部剪切力的影响。
48.保持纤维方向的定向轮2-2的两个滚轮采用硅橡胶材质,其对光纤的预紧力保持在0n~15n。
49.本实施例公开的一种自动铺丝过程监测方法,基于所述的一种自动铺丝过程的监测装置实现,
50.步骤一、确定光纤光栅传感器的铺放间隔,用于确定光纤导向机构3导向轮的直径;步骤二、确定需要监测的预浸带位置,调整光纤导向机构3及光纤预紧力调节机构2的数量,确定位置后对两者进行固定;步骤三、提前计算热塑性预浸带需要监测的点的位置,同时计算光栅的长度,使得光栅感应部位处于被监测点的位置;步骤四、将光纤光栅传感器的一端穿过光纤预紧力调节机构2中的调节光纤预紧力的阻尼器2-1和保持纤维方向阻尼器和定向轮2-2,设置其对光纤的预紧力为2n,另一端绕过光纤导向机构3的导向轮接入尾端的光纤预紧力调节机构中2;光纤光栅传感器应置于两层热塑性复合材料预浸带5之间,以保证能更好的贴合复合材料,提高监测精度;步骤五、光纤的首端连接到光纤光栅解调仪7,光纤光栅解调仪7连接到电脑数据采集终端8;步骤六、打开相应的监测软件,检查安装后的光纤光栅传感器的能量是否正常,检查预紧力是否符合要求,对光纤预紧力进行归零操作;步骤七、启动热塑性复合材料预浸带铺放压辊4,将光纤光栅传感器埋入热塑性复合材料内部,监测铺丝过程中和降温固化过程中的应力场及温度场的监测,实时记录规程数据,为参数调整提供指导。
51.本实施例公开的热塑性复合材料自动铺丝过程的监测方法,通过光纤光栅传感器实现热塑性复合材料在制作过程中的温度和应力测量,能提供固化时材料内部存在的残余应力情况,提供在材料在制作过程中的应力温度变化情况,能够根据采集的数据,并结合热塑性复合材料的成型情况,对铺丝机的各项技术参数(温度,压力,铺放速度等)进行合适的调整,以便于找到适合铺放的温度、压力窗口,提高热塑性复合材料的制作成功率,提高复合材料的成型技术。
52.以上所述的具体描述,对发明的目的、技术方案和有益效果进行进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1