工业大风扇全自动激光检测仪以及检测方法与流程
1.本发明涉及工业大风扇检测设备技术领域,尤其涉及工业大风扇全自动激光检测仪以及检测方法。
背景技术:
2.工业大风扇是一款广泛应用于工业厂房、物流仓储、候车室、展览馆、体育馆、商超等等高大空间,作为空间通风,人员降温的一种常见工业用机器,顾名思义,工业大风扇的特点之一就是具有很长的叶片,这样的话,如果其叶片在安装的时候存在较大的误差,就会使得其在工作的时候产生不利的抖动,不仅吹风效果差,而且存在很大的安全隐患,故工业大风扇在装配的过程中,需要对每个叶片的安装结构进行检测,以保证每个扇叶的圆跳动数据能够在合理的范围内。
3.在现有技术中,检测的时候将待测的工业大风扇放置到检测架上,并用卡具进行固定,然后使得工业大风扇转动,依靠静止的激光测距装置来实现扇叶表面圆跳动数据的捕捉,然后将数据分析对比后在显示屏上进行展示,以此来实现各个扇叶的检测,但是该种检测方式是默认工业大风扇自带的安装座处于平整状态图,无法实现安装座的检测,存在很大的弊端,如图1所示,比如其安装座1-1是倾斜的,那么叶片1-2转动到激光测距装置1-3的下方后,并不会因为安装座1-1的倾斜而影响其与激光测距装置1-3之间的距离,这样的话,假如叶片1-2之间的圆跳动数据满足要求的话,是无法检测出安装座1-1的问题的,一旦这样的产品流通到市场,会存在巨大的安全隐患,所以亟需对现有的工业大风扇的检测设备进行完善。
技术实现要素:
4.本发明的目的在于避免现有技术的不足之处,提供工业大风扇全自动激光检测仪以及检测方法,从而有效解决现有技术中存在的不足之处。
5.为实现上述目的,本发明采取的技术方案为:工业大风扇全自动激光检测仪,包括底板,所述底板的一侧为装配工位,底板的另一侧为检测工位,所述底板上可水平移动的设置有支撑板,支撑板上设置有工业大风扇,所述检测工位上设置有检测架,检测架在工业大风扇的上方设置有检测组件;
6.所述检测组件包括伺服电机、旋转臂与激光测距装置,所述激光测距装置安装在旋转臂的一侧,旋转臂的另一侧通过竖直转轴与安装在检测架上的伺服电机进行连接,竖直转轴与工业大风扇同轴设置;
7.所述工业大风扇包括安装座、风扇旋转头、扇叶安装板以及驱动电机,所述激光测距装置位于扇叶安装板的正上方。
8.进一步,所述底板与支撑板之间设置有水平移动驱动单元以及水平导向结构。
9.进一步,所述水平移动驱动单元为气缸或者油缸,所述水平导向结构包括设置在支撑板上的滑块以及设置在底板上的导轨。
10.进一步,所述底板上配合激光测距装置的安装座设置有固定夹具。
11.进一步所述检测架上设置光线传感器,光线传感器包括设置在扇叶安装板正下方的接收端以及位于扇叶安装板正上方的发射端。
12.一种检测方法,包括如下步骤:
13.步骤一,将支撑板移动至装配工位,把待测工业大风扇放置到支撑板上,通过螺栓或者夹具实现工业大风扇的安装座与支撑板的固定连接,为工业大风扇连接电源;
14.步骤二,将工业大风扇在支撑板的带动下移动至检测工位;
15.步骤三,启动第一检测按钮,工业大风扇的驱动电机带动风扇旋转头以及扇叶安装板转动,激光测距装置照射到扇叶安装板的表面,对所有扇叶安装板的表面圆跳动数据进行收集,并将收到的数据与预设参数进行对比,对比的结果实时的显示在显示屏控制页面,以此判断是否全部扇叶安装板的圆跳动数据均符合要求;
16.步骤四,如果存在至少一个扇叶安装板的圆跳动数据不符合要求,则将工业大风扇通过支撑板移动至装配工位,将工业大风扇卸下后进行夹具重新组装处理,如果全部扇叶安装板的圆跳动数据均符合要求,则进行步骤五:
17.步骤五,停止工业大风扇的动作,使扇叶安装板处于静止状态,启动第二检测按钮,伺服电机通过旋转臂带动激光测距装置旋转至少360
°
,激光测距装置发出的激光依次在各个扇叶安装板的表面经过,对所有扇叶安装板的表面圆跳动数据进行收集,并将收到的数据与预设参数进行对比,对比的结果实时的显示在显示屏控制页面,以此判断工业大风扇的安装座是否平整;
18.步骤六,将检测完毕的工业大风扇卸下,如果安装座存在平整度的问题,则调整后重新检测,如果安装座不存在平整度的问题,则作为合格产品进入下一工序。
19.进一步,在步骤三中,扇叶安装板旋转的圈数为整数圈。
20.进一步,在步骤三中,将第一个通过光线传感器的扇叶安装板记为1号,将第二个通过光线传感器的扇叶安装板记为2号,以此类推将所有的扇叶安装板实现顺序标记,在显示屏控制页面上设置有与每个扇叶安装板相对应的显示块,当某个扇叶安装板的圆跳动数据超过预设值之后,在显示屏控制页面的对应显示块会变色以做出提示。
21.本发明的上述技术方案具有以下有益效果:本发明通过独特的结构设计,能够同时对工业大风扇的扇叶与安装座的平整度实现检测,消除了常规技术中只检测扇叶所带来的产品安全隐患,大大的提高了产品质量,并且整个操作流程非常简单、高效,实用性强。
附图说明
22.图1为现有技术中工业大风扇的安装座不平的状态图;
23.图2为本发明实施例的结构示意图;
24.图3为本发明实施例扇叶安装板俯视图。
具体实施方式
25.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
26.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
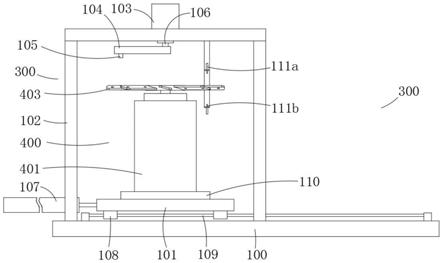
27.如图1所示,本实施例所述的工业大风扇全自动激光检测仪,包括底板100,底板100的一侧为装配工位200,底板100的另一侧为检测工位300,底板100上可水平移动的设置有支撑板101,支撑板101上设置有工业大风扇400,检测工位300上设置有检测架102,检测架102在工业大风扇400的上方设置有检测组件;
28.检测组件包括伺服电机103、旋转臂104与激光测距装置105,激光测距装置105安装在旋转臂104的一侧,旋转臂104的另一侧通过竖直转轴106与安装在检测架102上的伺服电机103进行连接,竖直转轴106与工业大风扇400同轴设置;
29.工业大风扇400包括安装座401、风扇旋转头402、扇叶安装板403以及驱动电机,该工业大风扇400包括驱动电机在内的部件均为成品产品上的部件,即利用其自带的驱动电机来辅助完成检测工作。
30.需要注意的是,由于工业大风扇400的扇叶很长,所以直接用带有扇叶的工业发风扇400进行检测不太现实,故部件测试通过检测扇叶安装板403来替代扇叶的直接检测,当然,前提是扇叶也均符合相关的参数要求。
31.激光测距装置105位于扇叶安装板403的正上方,在激光测距装置105与扇叶安装板403的相对运动过程中,激光测距装置1405发射出的激光可以打在扇叶安装板403上,以实现测距数据的反馈。
32.底板100与支撑板101之间设置有水平移动驱动单元107以及水平导向结构,水平移动驱动单元107为气缸或者油缸,水平导向结构包括设置在支撑板101上的滑块108以及设置在底板100上的导轨109,在水平移动驱动单元107的作用下,可以将支撑板101在装配工位200与检测工位300之间进行移动。
33.底板100上配合激光测距装置105的安装座401设置有固定夹具110,固定夹具包括与安装座401的外形相适配的定位架,具体的,安装座401可以通过螺栓与底板100实现连接,也可以用气动压紧件来实现固定。
34.检测架102上设置光线传感器111,光线传感器111包括设置在扇叶安装板403正下方的接收端111a以及位于扇叶安装板403正上方的发射端111b,扇叶安装板403在运动的过程中,会从发射端111b与接收端111a端通过,对信号实现间断性的遮挡,以完成扇叶安装板403的顺序计数。
35.一种检测方法,包括如下步骤:
36.步骤一,将支撑板101移动至装配工位200,把待测工业大风扇400放置到支撑板101上,通过螺栓或者夹具实现工业大风扇400的安装座401与支撑板101的固定连接,为工业大风扇400连接电源;
37.步骤二,将工业大风扇400在支撑板101的带动下移动至检测工位300;
38.步骤三,启动第一检测按钮,工业大风扇400的驱动电机带动风扇旋转头402以及扇叶安装板403转动,激光测距装置105照射到扇叶安装板403的表面,对所有扇叶安装板403的表面圆跳动数据进行收集,并将收到的数据与预设参数进行对比,对比的结果实时的显示在显示屏控制页面,以此判断是否全部扇叶安装板403的圆跳动数据均符合要求;
39.步骤四,如果存在至少一个扇叶安装板403的圆跳动数据不符合要求,则将工业大风扇400通过支撑板101移动至装配工位200,将工业大风扇400卸下后进行夹具重新组装处理,如果全部扇叶安装板403的圆跳动数据均符合要求,则进行步骤五:
40.步骤五,停止工业大风扇400的动作,使扇叶安装板403处于静止状态,启动第二检测按钮,伺服电机103通过旋转臂104带动激光测距装置105旋转至少360
°
,激光测距装置105发出的激光依次在各个扇叶安装板403的表面经过,对所有扇叶安装板403的表面圆跳动数据进行收集,并将收到的数据与预设参数进行对比,对比的结果实时的显示在显示屏控制页面,以此判断工业大风扇400的安装座401是否平整;
41.步骤六,将检测完毕的工业大风扇400卸下,如果安装座401存在平整度的问题,则调整后重新检测,如果安装座401不存在平整度的问题,则作为合格产品进入下一工序。
42.为了实现上述功能,激光测距装置105连接有控制装置,控制装置可以采用西门子s7-200smart控制器,其可以实现各项参数的配置,至于其他的电控结构,在知晓上述工作原理之后,对于本领域的技术人员来说为常规的技术手段,在此不再赘述。
43.在步骤三中,扇叶安装板403旋转的圈数为整数圈,为了实现整数圈的转动动作,工业大风扇400的驱动电机连接有变频器,实现对其转动动作的精确控制。
44.在步骤三中,将第一个通过光线传感器111的扇叶安装板403记为1号,将第二个通过光线传感器的扇叶安装板403记为2号,以此类推将所有的扇叶安装板403实现顺序标记,在显示屏控制页面上设置有与每个扇叶安装板403相对应的显示块,当某个扇叶安装板403的圆跳动数据超过预设值之后,在显示屏控制页面的对应显示块会变色以做出提示。
45.假如某个扇叶安装板403存在问题,那么激光测距装置105会将该信息反馈到显示屏控制页面上,与此同时,光线传感器111由于处于持续的计量过程中,所以可以得知是几号扇叶安装板403出的问题,进而直接在显示屏控制页面对应的显示块显示出来,由于扇叶安装板403旋转的圈数为整数圈,所以每隔扇叶安装板403在转动开始前与转动开始结束的位置相同,这样可以直观的得知实际是哪个扇叶安装板403存在问题,方便进行整修。
46.另外,在工业大风扇400的检测过程中,还配合其驱动电机设置有电流检测装置,当电流超过预设值的时候,蜂鸣器会发出警报,避免实际使用的时候工业大风扇400的负载过大,消除安全隐患。
47.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1