一种以抹布式磁敏传感器和带间隙固定磁轭为基础的检测机器人的制作方法
1.本发明涉及机械自动化工程领域,具体涉及一种以抹布式磁敏传感器和带间隙固定磁轭为基础的检测机器人。
背景技术:
2.超临界电站锅炉、球罐等大型承压设备通常在高压、腐蚀等恶劣环境下工作,其安全可靠性至关重要。由于承压设备内壁在压力以及介质腐蚀的作用下,罐壁可能产生凹坑、裂纹、孔洞等缺陷,这些缺陷不仅会造成介质泄漏,甚至可能引起爆炸、火灾,因此必须定期进行检测。目前,对承压设备的表面检测主要以内表面检测为主,绝大部分由人工实现,如果罐高度或直径大于人体高度,需在罐内搭建脚手架或其他登高装置,存在操作者劳动强度大、操作危险和效率低等缺点。
3.近年来,由于高端装备制造业对特种机器人的需求越来越大,自动检测机器人的研究备受关注,目前,国内外研究者已开发出各种类型的自动检测机器人,以满足不同的高端装备制造业需求。
4.大型承压设备自动检测机器人通常采用爬壁机器人轮式全方位移动机构。全方位移动机构一般由3到4个定向滑移轮组成。轮式全方位移动机构不仅具有轮式移动机构运动的快速性、灵活性、可控性,而且能够在保持机体方位不变的前提下沿平面上任意方向直线移动或在原地旋转任意角度。
5.在无损检测自动化方面,浙江工业大学设计了磁粉检测机器人,由壁面移动载体和检测机构两部份构成。壁面移动载体由运动机构、吸附机构、车身框架和控制柜等组成,可以独立实现壁面爬行。检测机构中的磁化、喷磁和缺陷标记等功能装置都安装在移动载体上,其设计主要是模拟人工检测时,手臂操作检测设备的过程。中国科学院沈阳自动化研究所设计了爬壁检测机器人,包括磁粉探伤及厚度检测系统、视频检测系统和底盘系统,其中底盘系统包括车底平板、从动轮组件、驱动电机及驱动轮部分,采用轮式移动平台能够在曲面、圆弧等复杂工作界面实施检测、检查等工作。但目前研制的爬壁磁粉自动检测机器人大都是爬壁机器人外加检测设备,存在着以下几方面缺点:其一,目前开发的磁粉检测机器人主要采用交叉磁轭磁粉探伤仪,对于承压设备,由于其结构特点,当被检工件表面为一曲面时或由于焊缝错边及棱角度的影响,它的四个磁极不能很好地与工件表面相接触,会产生某一磁极悬空(在球面上时),或产生四个磁极以线接触方式与工件表面相接触(在柱面上时),这样就在某一对磁极间产生很大的磁阻,从而降低了某些方向上的检测灵敏度;虽然nb/t 47013.4—2015标准规定最大间隙不应超过0.5mm,在实际检测中最大间隙0.5mm很难保证。其二,当采用旋转磁场磁粉探伤仪进行检测时,是边移动磁化边喷洒磁悬液,就更应该避免由于磁悬液的流动破坏已经形成的缺陷磁痕。这就需要掌握磁悬液的喷洒应在保证有效磁化场被全部润湿的情况下,与交叉磁轭的检测速度良好地配合,才能把微细的缺陷磁痕显现出来,对这种配合的要求是:在移动的有效磁化场范围内,有可供缺陷漏磁场吸
引的磁粉,同时又不允许因磁悬液的流动而破坏已经形成了的缺陷磁痕,如果配合不好,即使有缺陷磁痕形成,也会遭到破坏,因此,使用交叉磁轭最难掌握的环节是喷洒磁悬液,需要根据交叉磁轭的检测速度,被检部位的空间位置等情况来调整喷洒手法,但在实际检测中磁悬液喷洒手法很难自动识别调整。其三,为实现磁悬液的喷洒功能,通常情况下将磁悬液通过输送管实现持续稳定的喷洒,目前磁粉检测机器人通常是爬壁机器人带交叉磁轭进行检测,为减少交叉磁轭自重,交叉磁轭间距较小,一般来说,当采用较好的冷轧硅钢片制造的跨越宽度为100mm的交叉磁轭,其重量大约在7公斤左右,但较小的跨越宽度导致磁化时间较短,因为交叉磁轭是行走过程中磁化的,跨越宽度小行走完这段距离的时间也短。其四,交叉磁轭产生的是交流变化磁场,吸附力不高,为加强爬壁能力应再增加永久磁铁的磁轮或磁铁,如磁轮或磁铁与交叉磁轭距离较近,这些磁轮或磁铁会或多或少与交叉磁轭形成的磁场形成干扰。其五,目前开发的磁粉检测机器人主要是进行表面缺陷检测,对近表面缺陷的检测能力较差,且不能检测焊缝形状尺寸的检查,如不能检查焊缝存在的错边、余高过大、棱角度超标等缺陷。其六,目前开发的磁粉检测机器人为实现检测过程中焊缝跟踪,增加了激光跟踪系统,增加了重量和成本。其七,磁粉检测完成后剩余磁粉的后清理通常难以实现,对后续的生产环境(特别是介质纯净度要求高的场合)造成影。
技术实现要素:
6.本发明的目的是克服上述背景技术的不足,提供一种以抹布式磁敏传感器和带间隙固定磁轭为基础的检测机器人。
7.本发明的提供的技术方案是:一种以抹布式磁敏传感器和带间隙固定磁轭为基础的检测机器人,包括车辆主体、驱动系统、校准和视频检测系统、漏磁和位移检测系统、磁化和吸附系统、传输电缆、地面站控制箱和自动跟踪云台组成。所述车辆主体包括多功能吊装把手、外壳、控制箱、后把手、本体支架;多功能吊装把手既能通过吊环螺丝实现吊装功能,又能通过快速插拔销更换位置从而实现不同形态,由吊装支架变为前把手,与后把手一起搬移机器人;骨架上还安装有控制驱动系统与校准和视频检测系统的控制箱,控制箱采用航空铝材料保证强度的前提下极限减重设计,同时为适应电控元器件工作产生高温而制作的结构散热效果良好,保证整台设备的正常运行;机器人本体支架采用碳纤维材质,密度低于航空铝,但强度高于航空铝材料很多,有效减轻了机器人本体重量。
8.电源转换系统与安装在骨架上的控制箱电连接,无线遥控器也通过无线信号与控制箱内的无线收发组件相导通从而实现无线操控。
9.优选地,所述驱动系统包括电机、减速机、万向轮、驱动胶轮。驱动主要采用两台电机和两台减速机,差速驱动,灵活控制。双轮差速驱动,前进、后退、360
°
旋转,搭载轻量化手持遥控单元。双电机差速驱动方案可以保证机器人吸附在大型承压设备表面上自由的移动和转向。机器人驱动胶轮材料选用航空铝+高等橡胶包胶而成,包胶轮表面做凹槽增大轮子的摩擦附着力,防滑耐高温耐腐蚀;机器人的万向轮,采用的是高强度双排塑胶轮组,防滑能力强;万向轮转向灵活,能在非平面工作台面上行动自如。
10.优选地,所述校准和视频检测系统包括前摄像系统、前照明灯、激光对准器等,安装在爬壁行走机构的前方,所述校准和视频检测系统发出2道激光束在焊缝两侧以方便对准焊缝,使机器人沿着焊缝行走,观察机器人行走前部的情况。
11.优选地,所述漏磁和位移检测系统采用抹布式磁敏传感器,抹布式磁敏传感器包括磁敏探头、弹性抹布、弹簧、位移检测和导航系统,多组磁敏探头安装在弹性抹布上,并依靠弹簧弹力和抹布自身的弹性使抹布自动适应球罐焊缝表面弧度,并与其紧密贴合;从而使弹性抹布上的磁敏探头可以准确地对准焊缝并与焊缝表面的距离尽可能接近,使磁敏探头能够可靠地检测到表面和近表面缺陷产生的漏磁场,由于所述磁敏探头体积较小,空间检测范围有限。为了扩大检测范围和提高检测精度,采用4排15个传感器构成一维阵列的检测方式。同一阵列相邻磁敏探头的间距为2mm,相邻阵列传感器错开0.5mm,这样形成无检测盲区的扫描检测结构,又可实现探头与检测表面的近距离接触。另外,抹布式磁敏传感器还带有位移传感器,或以进行焊缝形状尺寸的检查,检查焊缝存在的错边、余高过大、棱角度超标等缺陷。位移传感器的信号与机器人驱动系统相耦合,可以利用位移传感器的信号实现机器人沿焊缝跟踪行走,以替代目前广泛应用的激光跟踪系统,减少了重量和成本。
12.优选地,所述磁化和吸附系统采用带间隙固定磁轭,以实现磁化和吸附双重功能,为检测不同方向的缺陷,需要有垂直焊缝磁化固定磁轭和平行焊缝磁化固定磁轭,垂直焊缝磁化固定磁轭安装在一对驱动胶轮之间,平行焊缝磁化固定磁轭安装在一对万向轮之间。所述垂直焊缝磁化固定磁轭,包括一对n-s反向平行磁铁,中间磁路加强磁铁,铁素体软磁匹配“磁桥”、第二安装板、行走轴承、悬挂弹簧,垂直焊缝磁化固定磁轭与壁面有一定的间隙,以实现行走和翻越障碍,又能保证足够的吸附力,一对n-s反向平行磁铁,中间磁路加强磁铁,铁素体软磁匹配交叉磁桥通过空气间隙与壁面形成完整的磁路,铁素体软磁匹配磁桥一方面可以导磁,另一方面在磁桥上加工螺纹孔,通过螺钉可以起到固定磁铁和安装第二安装板的作用,螺钉采用铁磁性材料制作,使之基本不影响磁路通过。第二安装板一方面起到固定的保护磁铁的作用,保护n-s反向平行磁铁的安装板底部外侧有圆弧面曲率,并安装行走轴承,以改善过障碍性能和行走性能,另外第二安装板可以通过螺栓与抹布式磁敏传感器的安装板固定连接,使磁敏探头在磁轭中间,获取焊缝表面纵向缺陷的漏磁场信息。固定磁轭上方带有悬挂弹簧,通过弹簧刚度设计使仰面行走时行走轮刚好接触到壁面,在其他位置行走轮与壁面有一定的相互作用力,这样固定磁轭与壁面的间隙基本一致,使之有较为一致的检测灵敏度。所述平行焊缝磁化固定磁轭,为避开焊缝余高的影响,采用对称的交叉磁轭进行磁化,包括两对n-s反向平行磁铁,两对中间磁路加强磁铁,铁素体软磁匹配交
㕚“磁桥”、第三安装板、行走轴承、悬挂弹簧。固定磁轭与壁面有一定的间隙,以实现行走和翻越障碍,又能保证足够的吸附力, n-s反向平行磁铁,中间磁路加强磁铁,铁素体软磁匹配交叉磁桥通过空气间隙与壁面形成完整的磁路。铁素体软磁匹配交
㕚“磁桥”一方面可以导磁,中间部分为交叉磁路共用,另一方面在磁桥上加工螺纹孔,通过螺钉可以起到固定磁铁和安装安装板的作用,螺钉采用铁磁性材料制作,使之基本不影响磁路通过,另外交
㕚“磁桥”中间部分可以加工螺纹孔,与通过螺栓与后抹布式磁敏传感器的第四安装板固定连接,使磁敏探头在磁轭中间,获取焊缝表面纵向缺陷的漏磁场信息。第三安装板一方面超到固定的保护磁铁的作用,安装板底部外侧有圆弧面曲率,并安装行走轴承,以改善过障碍性能和行走性能。固定磁轭与壁面有一定的间隙,以实现行走和翻越障碍,又能保证足够的吸附力。
13.优选地,抹布式磁敏传感器上的第一安装板和垂直焊缝磁化固定磁轭上的第二安装板固定连接。第二安装板上有导柱,本体支架连接板上有套筒,套筒和导柱间装有弹簧,
通过螺钉本体支架连接板与本体支架固定连接。
14.优选地,后抹布式磁敏传感器上的第四安装板和平行焊缝磁化固定磁轭上的第三安装板固定连接;第三安装板上有导柱,本体支架连接板上有套筒,所述套筒和导柱间装有弹簧,通过螺钉本体支架连接板与本体支架固定连接。
15.检测机器人地面站控制箱与机器人配套使用,可实现机器人运动控制,检测信号,高清摄像图像回传的功能。遥控器上的所有操作尽可通过地面站控制箱完成。地面站控制箱由显示器、控制面板、电源开关、急停开关、电缆线、线架(内置编码器)、电源等部件组成。
16.与现有技术相比,本发明的有益效果是:1、机器人采用磁敏感元件的漏磁场检测技术,凭借探头结构简单、无需耦合剂、检测灵敏度高、检测速度较快、漏检率较低、检测精度较高等优点。
17.2、该磁粉检测机器人漏磁和位移检测系统采用抹布式磁敏传感器,多组磁敏探头安装在弹性抹布上,并依靠弹簧弹力和抹布自身的弹性使抹布自动适应球罐焊缝表面弧度,并与其紧密贴合,从而使弹性抹布上的磁敏探头可以准确地对准焊缝并与焊缝表面的距离尽可能接近,使磁敏探头能够可靠地检测到表面和近表面缺陷产生的漏磁场。
18.3、抹布式磁敏传感器还带有位移传感器,可以进行焊缝形状尺寸的检查,检查焊缝存在的错边、余高过大、棱角度超标等缺陷。位移传感器的信号与机器人驱动系统相耦合,可以利用位移传感器的信号实现机器人沿焊缝跟踪行走,以替代目前广泛应用的激光跟踪系统,减少了重量和成本。
19.4、磁化和吸附系统采用带间隙固定磁轭,实现磁化和吸附双重功能。固定磁轭与壁面有一定的间隙,以实现行走和翻越障碍,又能保证足够的吸附力。对垂直于焊缝的磁化,采用一对平行磁轭,磁敏探头放置在磁轭中间,获取焊缝表面纵向缺陷的漏磁场信息。对平行于焊缝的磁化,为避开焊缝余高的影响,采用对称的交叉磁轭进行磁化,并对磁路进行设计,保证交叉磁轭在中间区域的磁场平行于焊缝,磁敏探头放置在交叉磁轭中间,获取焊缝表面横向缺陷的漏磁场信息。
附图说明
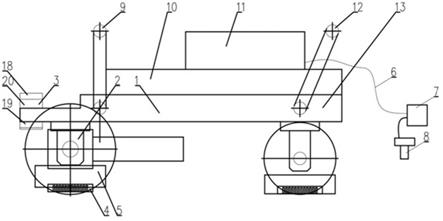
20.图1为检测机器人总体结构示意图。
21.图2为图1的俯视结构示意图。
22.图3为抹布式磁敏传感器结构示意图。
23.图4为图3的俯视结构示意图。
24.图5为垂直焊缝磁化固定磁轭示意图。
25.图6为图5的俯视结构示意图。
26.图7为垂直焊缝磁化固定磁轭磁路示意图。
27.图8为平行焊缝磁化固定磁轭示意图。
28.图9为图8的俯视结构示意图。
29.图10为平行焊缝磁化固定磁轭磁路示意图。
30.图11为抹布式磁敏传感器和垂直焊缝磁化固定磁轭连接示意图。
31.图12为后抹布式磁敏传感器结构示意图。
32.图13为后抹布式磁敏传感器和平行焊缝磁化固定磁轭连接示意图。
33.图14为图13的俯视结构示意图。
34.其中:1、车辆主体;2、驱动系统;3、校准和视频检测系统;4、漏磁和位移检测系统;5、磁化和吸附系统;6、传输电缆;7、地面站控制箱;8、自动跟踪云台;9、多功能吊装把手;10、外壳;11、控制箱;12、后把手;13、本体支架;14、电机;15、减速机;16、万向轮;17、驱动胶轮;18、前摄像系统;19、前照明灯;20、激光对准器;21、阵列磁敏探头;22、弹性抹布;23、弹簧;24、位移传感器;25、线路集成板;26、第一安装板;27、集成电缆;28、信号处理系统;29、垂直焊缝磁化固定磁轭;30、平行焊缝磁化固定磁轭;31/38、n-s反向平行磁铁;32、中间磁路加强磁铁;33、铁素体软磁匹配磁桥;34、第二安装板;35、行走轴承;36、悬挂弹簧;37/44、磁路;39、中间磁路加强磁铁;40、铁素体软磁匹配交
㕚
磁桥;41、第三安装板;42、行走轴承;45、壁面;48/52、螺钉;49、套筒;50、本体支架连接板;51、导柱;53、第四安装板。
具体实施方式
35.下面结合附图以实施例对本发明作进一步说明。
36.本发明的提供的技术方案是:如图1至14所示,一种以抹布式磁敏传感器和带间隙固定磁轭为基础的检测机器人,包括相互连接的车辆主体1、驱动系统2、校准和视频检测系统3、漏磁和位移检测系统4、磁化和吸附系统5、传输电缆6、地面站控制箱7和自动跟踪云台8组成。
37.如图1所示,车辆主体1包括多功能吊装把手9、外壳10、控制箱11、后把手12和本体支架13。多功能吊装把手既能通过吊环螺丝实现吊装功能,又能通过快速插拔销更换位置从来实现不同形态,由吊装支架变为前把手,与后把手一起搬移机器人。骨架上还安装有控制前驱动轮组件与视频检测系统的控制箱11,控制箱11采用航空铝材料保证强度的前提下极限减重设计,同时为适应电控元器件工作产生高温而制作的结构散热效果良好,保证整台设备的正常运行;机器人本体支架13采用碳纤维材质,密度低于航空铝,但强度高于航空铝材料很多,有效减轻了机器人本体重量。
38.如图2所示,驱动系统2,包括电机14、减速机15、万向轮16和驱动胶轮17。驱动主要采用两台电机和两台减速机,差速驱动,灵活控制。双轮差速驱动,前进、后退、360
°
旋转,搭载轻量化手持遥控单元。双电机差速驱动方案可以保证机器人吸附在大型承压设备表面上自由的移动和转向。机器人驱动胶轮17材料选用航空铝+高等橡胶包胶而成,包胶轮表面做凹槽增大轮子的摩擦附着力,防滑耐高温耐腐蚀;机器人的万向轮16,采用的是高强度双排塑胶轮组,防滑能力强;万向轮转向灵活,能在非平面工作台面上行动自如。
39.如图1所示,校准和视频检测系统3主要用于对焊缝进行宏观检查和对准焊缝行走观察,包括前摄像系统18、前照明灯19和激光对准器20,安装在爬壁行走机构的前方,发出2道激光束在焊缝两侧以方便对准焊缝,使机器人沿着焊缝行走,观察机器人行走前部的情况。校准和视频检测系统由安装在机器人本体上的前后2个广角摄像机、独立摄像单元及相配合的图像处理软件组成。摄像机具有现实和存储及就近读取功能,通过监控系统可以有效获取检测环境下的机器人周围的图像信息和机器人正前方焊缝的表面状况,并对焊缝进行宏观检验,同时可以辅助作业人员有效识别周围情况,防止意外事情的发生,摄像机自带有led光源,能够实现摄像机拍摄的需求。机器人使用可见激光束辅助导向功能,激光辅助机构采用激光水平仪,在机器人前面投射与机器人本体前进方向一致的激光直线,当直线
与焊缝重合时,表明机器人行走方向无偏斜,可以继续工作;当激光线与焊缝发生偏斜时,表明机器人行走方向开始出现偏转,要调整机器人方向,直至激光线与焊缝重合或平行。
40.如图3、图4所示,漏磁和位移检测系统4采用抹布式磁敏传感器,抹布式磁敏传感器包括阵列磁敏探头21、弹性抹布22、弹簧23、位移传感器24、线路集成板25、第一安装板26、集成电缆27和信号处理系统28,多组阵列磁敏探头21安装在弹性抹布22上,探头表面在弹性抹布向内缩进0.1mm,这样一方面在机器人运动时探头表面不直接接触导致器件磨损,另一方面依靠弹簧弹力和抹布自身的弹性使抹布自动适应球罐焊缝表面弧度,并与其紧密贴合,从而使弹性抹布22上的磁敏探头21可以准确地对准焊缝并与焊缝表面的距离尽可能接近,使磁敏探头21能够可靠地检测到表面和近表面缺陷产生的漏磁场。由于所述磁敏探头21体积较小,空间检测范围有限,为了扩大检测范围和提高检测精度,采用2排15个传感器构成一维阵列的检测方式。鉴于现有成熟的磁敏探头的尺寸为2mm,因此设计同一阵列相邻磁敏探头的间距为2mm,相邻阵列传感器错开2mm,这样形成无检测盲区的扫描检测结构,又可实现探头与检测表面的近距离接触。另外,抹布式磁敏传感器还带有阵列位移传感器24,同样以2排错开布置,可以进行焊缝形状尺寸的检查,检查焊缝存在的错边、余高过大、棱角度超标等缺陷,结合视频检测系统,实现焊缝宏观检验和形状尺寸检查。位移传感器的信号与机器人驱动系统相耦合,可以利用位移传感器的信号实现机器人沿焊缝跟踪行走,以替代目前广泛应用的激光跟踪系统,减少了重量和成本。
41.磁化和吸附系统5采用带间隙固定磁轭,以实现磁化和吸附双重功能,为检测不同方向的缺陷,需要有垂直焊缝磁化固定磁轭和平行焊缝磁化固定磁轭,垂直焊缝磁化固定磁轭29安装在一对驱动胶轮17之间,并平行焊缝磁化固定磁轭30安装在一对万向轮16之间,前后两外磁化固定磁轭的设计一方面满足垂直和平行焊缝磁化的检测要求,另一方面使吸附力布置更加平稳,给驱动胶轮和万向轮提供充分的下压力。
42.如图5、图6所示,垂直焊缝磁化固定磁轭29包括一对n-s反向平行磁铁31,中间磁路加强磁铁32,铁素体软磁匹配“磁桥”33、第二安装板34、行走轴承35,固定磁轭与壁面45有一定的间隙,以实现行走和翻越障碍,又能保证足够的吸附力,一对n-s反向平行磁铁31,中间磁路加强磁铁32,铁素体软磁匹配交叉磁桥40通过空气间隙与壁面45形成完整的磁路37。铁素体软磁匹配磁桥33一方面可以导磁,另一方面在磁桥上加工螺纹孔,通过螺钉48可以起到固定磁铁和安装第二安装板34的作用,螺钉48采用铁磁性材料制作,使之基本不影响磁路通过。第二安装板34一方面起到固定的保护磁铁的作用,保护n-s反向平行磁铁31的安装板底部外侧有圆弧面曲率,并安装行走轴承35,以改善过障碍性能和行走性能,另外第二安装板34可以通过螺栓与后抹布式磁敏传感器的第一安装板26固定连接,使磁敏探头在磁轭中间,获取焊缝表面纵向缺陷的漏磁场信息。固定磁轭上方带有弹簧悬挂系统,通过弹簧刚度设计使仰面行走时行走轮刚好接触到壁面45,在其他位置行走轮与壁面45有一定的相互作用力,这样固定磁轭与壁面45的间隙基本一致,使之有较为一致的检测灵敏度。
43.如图7至图10所示,平行焊缝磁化固定磁轭结构,为避开焊缝余高的影响,采用对称的交叉磁轭进行磁化,包括两对n-s反向平行磁铁38,两对中间磁路加强磁铁39,铁素体软磁匹配交
㕚“磁桥”40、第三安装板41、行走轴承42。固定磁轭与壁面有一定的间隙,以实现行走和翻越障碍,又能保证足够的吸附力, n-s反向平行磁铁38,中间磁路加强磁铁39,铁素体软磁匹配磁桥33通过空气间隙与壁面形成完整的磁路44。铁素体软磁匹配交
㕚“磁
桥”40一方面可以导磁,中间部分为交叉磁路共用,另一方面在磁桥上加工螺纹孔,通过螺钉可以起到固定磁铁和安装第三安装板41的作用,螺钉采用铁磁性材料制作,使之基本不影响磁路通过,另外交
㕚“磁桥”中间部分可以加工螺纹孔,与通过螺栓与抹布式磁敏传感器的第三安装板41固定连接,使磁敏探头在磁轭中间,获取焊缝表面纵向缺陷的漏磁场信息。第三安装板41一方面超到固定的保护磁铁的作用,安装板底部外侧有圆弧面曲率,并安装行走轴承42,以改善过障碍性能和行走性能。固定磁轭与壁面45有一定的间隙,以实现行走和翻越障碍,又能保证足够的吸附力。单个n-s反向平行磁铁38,中间磁路加强磁铁39,铁素体软磁匹配交
㕚
磁桥40通过空气间隙与壁面形成完整的磁路44,而交叉磁轭是对称的两个磁极的矢量叠加,在壁面上交叉磁轭中间区域,两个磁场形成矢量叠加,使磁场平行于焊缝,而磁敏探头放置在交叉磁轭中间,获取焊缝表面横向缺陷的漏磁场信息。交叉固定磁轭上方带有弹簧悬挂系统,通过弹簧刚度设计使仰面行走时行走轮刚好接触到壁面45,在其他位置行走轮与壁面有一定的相互作用力,这样固定磁轭与壁面的间隙基本一致,使之有较为一致的检测灵敏度。
44.如图11所示,抹布式磁敏传感器上的第一安装板26和垂直焊缝磁化固定磁轭29上的第二安装板34固定连接。第二安装板34上有导柱51,本体支架连接板50上有套筒49,套筒49和导柱51间装有弹簧36,通过螺钉52本体支架连接板50与本体支架13固定连接。
45.后抹布式磁敏传感器上的第一安装板26和平行焊缝磁化固定磁轭30上的第三安装板41固定连接。第三安装板41上有导柱51,本体支架连接板50上有套筒49,套筒49和导柱51间装有弹簧36,通过螺钉52本体支架连接板50与本体支架13固定连接。
46.检测机器人地面站控制箱与机器人配套使用,可实现机器人运动控制,检测信号,高清摄像图像回传的功能。遥控器上的所有操作尽可通过地面站控制箱完成。地面站控制箱由显示器、控制面板、电源开关、急停开关、电缆线、线架(内置编码器)、电源等部件组成。
47.自动跟踪云台8能自动识别图像信息,图像移动时它跟着移动捕捉图像,可以识别监控范围内物体运动,并自动控制云台对移动物体进行追踪,物体所有动作都被清晰地传往监视器。
48.机器人具有手动跟踪焊缝和自动跟踪焊缝模式,在自动模式下,机器人开启焊缝自动跟踪系统,在使用该系统时能够实现机器人自动跟踪焊缝进行检测作业。
49.本发明涉及一种以抹布式磁敏传感器和带间隙固定磁轭为基础的检测机器人,包括车辆主体、驱动系统、校准和视频检测系统、漏磁和位移检测系统、磁化和吸附系统、传输电缆、地面站控制箱和自动跟踪云台等组成。漏磁和位移检测系统采用抹布式磁敏传感器,包括磁敏探头、弹性抹布、弹簧、位移检测和导航系统,多组磁敏探头安装在弹性抹布上,并依靠弹簧弹力和抹布自身的弹性使抹布自动适应球罐焊缝表面弧度,并与其紧密贴合,能够可靠地检测到表面和近表面缺陷产生的漏磁场。抹布式磁敏传感器还带有位移传感器,检查焊缝存在的错边、余高过大、棱角度超标等缺陷。磁化和吸附系统采用带间隙固定磁轭。固定磁轭采用强磁性永磁材料,实现磁化和吸附双重功能。固定磁轭与壁面有一定的间隙,以实现行走和翻越障碍。对垂直于焊缝的磁化,采用一对平行磁轭,磁敏探头放置在磁轭中间,获取焊缝表面纵向缺陷的漏磁场信息。对平行于焊缝的磁化,为避开焊缝余高的影响,采用对称的交叉磁轭进行磁化,保证交叉磁轭在中间区域的磁场平行于焊缝,磁敏探头放置在交叉磁轭中间,获取焊缝表面横向缺陷的漏磁场信息。
50.本发明的具体操作过程是:转运机器人到吸附到罐壁上面,根据工作高度及范围,将电缆有效长度电缆盘放在机器人下方,并确保电缆在拖放过程中不发生缠绕和挂起。将自动跟踪云台8固定在容器内适当位置,连接线缆,确定设备开启并运行正常,照射灯正常打开。对检测路径进行规划,通常从有最高处开始,然后逐级向下,这样做可以避免焊缝二次污染,先通过遥控器,控制机器人前行、回转、横向运动、下压、检测等动作,观察各运动单元工作是否稳定。通过控制箱观察前后摄像头视频情况、激光辅助系统和独立视频单元的工作情况,并通过控制箱控制机器人的运动。各功能正常通过校验后,正式开始检测作业。
51.通过控制箱控制机器人行走到目标焊缝处,通常选择自动检测模式,启动后,机器人自动进行检测作业,通过磁化和吸附系统进行磁化操作,通过漏磁和位移检测系统检测到缺陷的漏磁场和焊缝形状尺寸的检查,通过校准和视频检测系统进行焊缝宏观检验,最终将检测信息集成到检测机器人地面站控制箱,通过信息 处理在地面站控制箱的显示器中实时显示缺陷信息,对罐体焊缝质量进行全程监控和评价。操作人员也可以手动进行检测作业,根据监控画面实时调整作业进度。并根据激光路径引导情况,实时调整机器人的前进路线。独立视频单元可以通过控制箱进行方位和俯仰动作,能够实时跟踪机器人的作业情况,全面监控机器人的工作状况。
52.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1