球阀智能检测系统的制作方法
1.本发明属于智能制造领域,具体是球阀智能检测系统。
背景技术:
2.随着时代的发展,阀门的运用越来越多,阀门制造行业得到了前所未有的发展。我国的阀门制造行业,经过了长期的发展,专业化程度越来越高,包括球阀、高压阀、防爆阀、调节阀、减压阀等,科技含量越来越高,竞争强度也越发激烈。因此每个企业都要提高自己的生产技术,这样才在市场上占有竞争力。
3.在我国的球阀生产企业中,大多数球阀的生产企业都是采用流水线人工组装球阀的,而球阀在装配的过程中,一般是将球阀的安装件和执行件通过螺栓组装,而螺栓会单独放置于料箱中,球阀通过托盘承接,在大量螺栓完成组装后往往还是利用人工检查,对于球阀的生产中加大了时耗,降低了良品率。
技术实现要素:
4.为了解决上述问题,本发明的目的是提供一种组装完成后的球阀检测系统。
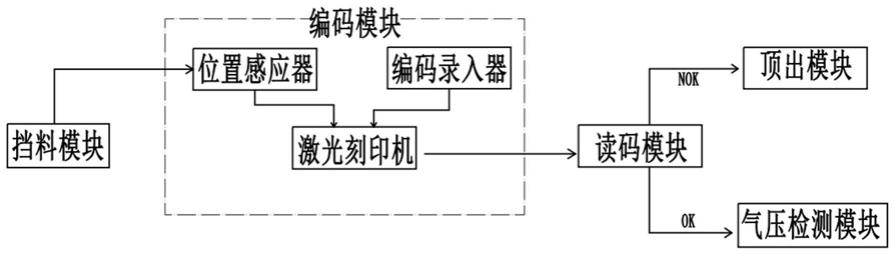
5.为了实现上述目的,本发明的技术方案如下:球阀智能检测系统,包括沿流水辊道传输的球阀执行件和带有编码的球阀安装件,所述流水辊道沿物料供给方向依次设有编码模块、挡料模块、读码模块、顶出模块和气压检测模块;
6.所述编码模块用于将输送的球阀执行件进行编码;
7.所述读码模块用于识别当前被挡料模块阻碍的物料,从而检测物料中球阀执行件与球阀安装件的编码是否匹配,当识别否定匹配时向顶出模块发射信号;
8.所述顶出模块用于接收否定信号后带动顶出模块顶起物料,从而将物料转换至其他的流水辊道;
9.所述气压检测模块用于对扎有干瘪的气泡膜的半成品球阀进行通气,以检测球阀组装后的气密性,气压检测过程中标记气泡膜鼓起的部分。
10.采用上述方案后实现了以下有益效果:1、相对于不良品检测的现有技术,本技术方案改变了技术偏见,利用气泡膜进行工件良品检测,实施过程中优先选用气泡与膜体连通的气泡膜,当进行气压检测时,现有技术中仅仅通气检测球阀中密封垫的密封性,而对于球阀多向之间的螺栓紧固性以及紧固件是否残缺存在技术空白,因此当对球阀进行气压检测时,若球阀任意部位带有间隙或密封件尚未紧密配合,球阀间隙处会涌出气流。
11.此时包裹球阀的干瘪气泡膜受到气压的部位逐渐变得充盈,从而促使气泡臌胀,当气泡臌胀后检测人员利用马克笔连线或涂抹臌胀的气泡,以便于后续检测时对记号覆盖部位进行着重检测,以节省维修时间。
12.2、相对于采用气密性鉴定的现有技术,本技术方案对高气密性球阀进行检测时,考虑到球阀排气的时间,可以将干瘪的气泡膜的外表面涂抹上涂料,随后将球阀承接于可固定的转架上使其悬空,随后固定转架,将球阀外表面套上箱体,随后静止排气,箱体和球
阀表面间距小于0.1cm,此时可以静置后观察箱体周围是否产生气泡膜触碰的涂料,若产生则阀体存在气密性缺陷,相对于其他充气后静止的现有技术(如cn101949758b方案)。
13.本技术方案中节省了检测成本,在保持气泡膜廉价定点检测的优势后,同时根据气泡膜中气泡的特性,当气体充盈干瘪的气泡时,气泡由干瘪变为膨胀,而当气体消失后,膨胀的气泡内气体流出,而气泡内恢复为大气压,此时膨胀的气泡短时间内不产生干瘪,便于膨胀的气泡充分接触箱体,由于接触时间变长使从而涂料对箱体的上色更加清晰。
14.3、相对于采用上色清晰的技术方案,本技术方案中进行定点检测,结合球阀本身的旋转性质,所以操作人员需要将气泡膜进行扎紧,扎紧后的气泡膜与球阀保持相对静止,避免位移后标记对应的位置产生改变。
15.4、相对于听声判断的现有技术,本技术方案不但可以通过气流丝丝声音判断气密性是否存在缺陷,也可以通过气泡膜的臌胀进行肉眼观察,便于为残障人士提供工作岗位,降低岗位要求。
16.5、在正常工作时,首先产品从流水辊道上逐渐移动到编码模块所在的工作区位置,当产品移动到位时,操作或触发挡料机构使其运作,利用挡料机构自身的结构限制挡住产品,使产品在流水生产线上短时间暂留。接下来,挡料模块迅速动作,使物料停留在流水辊道表面之后编码模块再对其表面进行刻印或读取识别码操作时,就能准确地在其最佳读写工作面上进行,保证识别码足够清晰、完整。因此,本发明所提供的流水线产品识别码读写定位装置,能够使流水生产线上的产品准确地被刻印或读取识别码,提高了企业流水生产的效率和质量,提高了产品的良品率。
17.进一步,所述流水辊道包括预处理线、支流线和加工线,支流线作为分支途径连接于预处理线和加工线的交汇处,编码模块和挡料模块位于预处理线与加工线的连接处。
18.有益效果:通过多线化处理,提升处理的效率。
19.进一步,编码模块包括激光刻印机、编码录入器和位置感应器,所述编码录入器用于操作人员对编码顺序进行录入,位置感应器用于感应到物料运行至激光刻印机的位置时启动激光刻印机,激光刻印机将当前编码刻印在物料承载物表面。
20.进一步,编码录入器中的编码的代号沿顺序分为a
x
所述编码根据输送顺序匹配于球阀安装件,球阀安装件编码的代号为a
x
,其中a
x
与a
x
一一对应。
21.有益效果:本技术方案使用时,对球阀的执行件进行编码处理,从而使执行件和安装件进行对应,其中x都为等差数列的正整数,避免安装过程中产生错装或者漏装。
22.进一步,挡料模块包括弯折杆、伸缩杆和挡块,所述弯折杆的一端设置在所述流水辊道的侧边,另一端与所述伸缩杆的端部相连,所述挡块固定在所述伸缩杆的另一端部。
23.有益效果:操作或触发挡料模块使其运作,利用挡料模块自身的结构限制挡住产品,使产品在流水生产线上短时间暂留,便于加工编码。
24.进一步,所述读码模块包括用于读取编码的扫码枪。
25.进一步,所述读码模块和气压检测模块都带有信号发射模块、按压模块和时间记录模块,按压模块包括表面带有ok和nok的按钮,任意按钮按压后信号发射模块进行当前状态发射信息,信息发射后时间记录模块对当前发射的信息生成日志打包。
26.有益效果:1、扫码枪扫描料箱二维码,确认是ok或者nok料箱。ok料箱输送至加工线。nok料箱通过横移机构移动至支流线。人工从料箱里取支架,并装配。完成后,双手按启
动按钮,释放托盘和料箱被挡料模块阻挡后,读取托盘编码。
27.2、人工将执行器从料箱中取出,人工从料箱中取出零件装配。人工将阀体取出,阀体倒置到执行器上,并螺栓紧固;nok阀体人工搬运至支流线,待人工处理。
28.进一步,所述顶出模块包括伸缩杆和电机,伸缩杆的顶出方向朝向支流线,其中顶出模块和挡料模块包括但不限于cn104909110b的结构。
附图说明
29.图1为本发明实施例的示意图。
具体实施方式
30.下面通过具体实施方式进一步详细说明:
31.实施例基本如附图1所示:球阀智能检测系统包括沿流水辊道传输的球阀执行件和带有编码的球阀安装件,所述流水辊道沿物料供给方向依次设有编码模块、挡料模块、读码模块、顶出模块和气压检测模块;流水辊道包括预处理线、支流线和加工线,支流线作为分支途径连接于预处理线和加工线的交汇处,编码模块和挡料模块位于预处理线与加工线的连接处。
32.编码模块用于将输送的球阀执行件进行编码,编码模块包括激光刻印机、编码录入器和位置感应器,所述编码录入器用于操作人员对编码顺序进行录入,编码录入器中的编码的代号沿顺序分为a
x
所述编码根据输送顺序匹配于球阀安装件,球阀安装件编码的代号为a
x
,其中a
x
与a
x
一一对应,位置感应器用于感应到物料运行至激光刻印机的位置时启动激光刻印机,激光刻印机将当前编码刻印在物料承载物表面。
33.挡料模块包括弯折杆、伸缩杆和挡块,所述弯折杆的一端设置在所述流水辊道的侧边,另一端与所述伸缩杆的端部相连,所述挡块固定在所述伸缩杆的另一端部
34.读码模块包括用于读取编码的扫码枪,读码模块用于识别当前被挡料模块阻碍的物料,从而检测物料中球阀执行件与球阀安装件的编码是否匹配,当识别否定匹配时向顶出模块发射信号;
35.顶出模块包括伸缩杆和电机,伸缩杆的顶出方向朝向支流线,顶出模块用于接收否定信号后带动顶出模块顶起物料,从而将物料转换至支流线;
36.气压检测模块用于对扎有干瘪的气泡膜的半成品球阀进行通气,以检测球阀组装后的气密性,气压检测过程中标记气泡膜鼓起的部分。
37.读码模块和气压检测模块都带有信号发射模块、按压模块和时间记录模块,按压模块包括表面带有ok和nok的按钮,任意按钮按压后信号发射模块进行当前状态发射信息,信息发射后时间记录模块对当前发射的信息生成日志打包。
38.具体实施过程如下:在正常工作时,首先产品从流水辊道上逐渐移动到编码模块所在的工作区位置,当产品移动到位时,操作或触发挡料机构使其运作,利用挡料机构自身的结构限制挡住产品,使产品在流水生产线上短时间暂留。
39.接下来,挡料模块迅速动作,使物料停留在流水辊道表面,之后编码模块再对其表面进行刻印或读取识别码操作时,就能准确地在其最佳读写工作面上进行,保证识别码足够清晰、完整。
40.随后,扫码枪扫描料箱二维码,确认是ok或者nok料箱。ok料箱输送至加工线。nok料箱通过横移机构移动至支流线。人工从料箱里取支架,并装配。完成后,双手按启动按钮,释放托盘和料箱被挡料模块阻挡后,读取托盘编码,人工将执行器从料箱中取出,人工从料箱中取出零件装配。对于ok料箱人工将阀体取出,阀体倒置到执行器上,并螺栓紧固;nok阀体运送至支流线,待人工处理。
41.检测阶段,利用气泡膜进行工件良品检测,实施过程中优先选用气泡与膜体连通的气泡膜,当进行气压检测时,现有技术中仅仅通气检测球阀中密封垫的密封性,而对于球阀多向之间的螺栓紧固性以及紧固件是否残缺存在技术空白,因此当对球阀进行气压检测时,若球阀任意部位带有间隙或密封件尚未紧密配合,球阀间隙处会涌出气流,此时包裹球阀的干瘪气泡膜受到气压的部位逐渐变得充盈,从而促使气泡臌胀,当气泡臌胀后检测人员利用马克笔连线或涂抹臌胀的气泡,以便于后续检测时对记号覆盖部位进行着重检测,以节省维修时间。
42.对高气密性球阀进行检测时,考虑到球阀排气的时间,可以将干瘪的气泡膜的外表面涂抹上涂料,随后将球阀承接于可固定的转架上使其悬空,随后固定转架,将球阀外表面套上箱体,随后静止排气,箱体和球阀表面间距小于0.1cm,此时可以静置后观察箱体周围是否产生气泡膜触碰的涂料,若产生则阀体存在气密性缺陷,相对于其他充气后静止的现有技术(如cn101949758b方案)。
43.在保持气泡膜廉价定点检测的优势后,同时根据气泡膜中气泡的特性,当气体充盈干瘪的气泡时,气泡由干瘪变为膨胀,而当气体消失后,膨胀的气泡内气体流出,而气泡内恢复为大气压,此时膨胀的气泡短时间内不产生干瘪,便于膨胀的气泡充分接触箱体,由于接触时间变长使从而涂料对箱体的上色更加清晰。
44.因此,本发明所提供的流水线产品识别码读写定位装置,能够使流水生产线上的产品准确地被刻印或读取识别码,提高了企业流水生产的效率和质量,提高了产品的良品率。
45.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
46.以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1