汽车保险盒自动监控压装机的制作方法
1.本实用新型涉及一种汽车保险盒自动监控压装技术领域,特别涉及一种适用于汽车保险盒内自动压装保险丝的设备。
背景技术:
2.目前汽车保险盒内自动压装保险丝的设备,都是人工把保险丝放在保险盒内,用普通的气动压机,经过机构限位,把保险丝压入到保险盒内。由于压入的行程和压入的力都是固定的,也无法监控,所以导致有的压入会过压损坏保险丝,有的由于保险盒的生产公差没有压到位,导致保险盒的质量不稳定。另外由于汽车保险盒内有十几种保险丝,每种的耐压、电流、电压值都不一样,由于人工装配,长时间工作疲劳,很容易装错位置,一但装入,给后续的检测带来难度。
技术实现要素:
3.本实用新型所要解决的技术问题是汽车保险盒内自动压装保险丝,监控压力、监控压入行程、监控压入保险丝的型号和对应位置的设备。
4.为了解决以上的技术问题,本实用新型提供了一种带有x\y\z的三轴运动模组,可以自由运动,压入不同位置的多个保险丝,前端带有一个压力传感器,来实时监控压入的力度。z轴上带有位移传感器,可以实时监控压入的行程,防止压入超过行程,对被压入的保险丝产生伤害。对压装完的产品,有一套ccd检测机构,对装配完的保险盒进行压入对应位置检测,设备在同时判定压入行程和压入力达到标定范围后,再去判定压入对应位置,只有这三个条件同时达到时,设备对保险盒判定合格,只要有一项超过标定,设备报警并在界面上显示异常情况。
5.所述汽车保险盒内自动压装保险丝机构包括一套保险盒定位治具,安装在操作台面上,治具的前后左右侧共有5块限位机构,治具仿形产品,底部带有传感器,右上角有一个顶紧机构,机构由气缸带动,把立品从45度的方向,向基准边推紧进行定位。
6.所述x\y\z三轴模组,安装在整个机架的顶部,由上向下工作,为高速丝杆模组组合,由伺服电机驱动,每个模组上有三个传感器,各检测模组的左、右侧极限位置和原点位置,使三轴运动更加精准,并可实现启停时的高频率加减速动作。
7.所述压力传感器,安装在三轴模组的z轴下端处,为高精直柱式的压敏式传感器,由于外形是直柱式,所以在下压受力时,能从正中心采集力值,从而达到力釆集更精准,避免了机构对力值的影响。
8.所述ccd检测机构,安装在操作平台上,为一套安装在x向方运动的模组上,机构上带有z向升降的一个模组,有一套遮光罩机构,遮光罩内是一套ccd及条形光源,x方向模组可以左右移动,为测力让位。
9.所述ccd检测机构的z向升降,为一个伺服模组,可带动整个ccd机构上下运动,把被测保险盒罩起来进行检测,从而避免了外界光线对ccd机构的误判及影响,让检测更加精
准。
10.所述汽车保险盒内自动压装保险丝机构,整个机架采用方钢焊接,由方钢的重量给整个设备配重,操作面为一个钢制大平台,让设备运动更平稳。
11.所述汽车保险盒内自动压装保险丝机构,操作界面采用19寸显示器加触摸屏组合,可以在显示器上全景显示各检测数据的同时,可对力及位移进行曲线绘制,多参数同时监控。
12.本实用新型的优越功效在于:可以自动压装多个保险丝,监测压入力及压入行程,并对压入的对应位置进行管控。
13.1)本实用新型能高速压入48个保险丝,并高速完成作业。
14.2)本实用新型压入力实时监控,防止压入力过载对产品造成破坏。
15.3)本实用新型压入时,对压入的行程进行实时监控,防止压入行程过大或是不到位。
16.4)本实用新型对要装配的产品放入治具后,进行位置感应检测,防止产品没有放到位对压入机构造成误判。
17.5)本实用新型对产品定位治具采用一个方向基准边的方式,从而达到所有被测件都为同一个基准角为原点检测,从而达到数据的统一性。
18.6)本实用新型为产品人工放入,保险丝人工放入后,设备启动,人工取出最终产品,避免了检测中人员操作对检测结果的干扰,让检测更加可靠。
附图说明
19.构成本技术的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
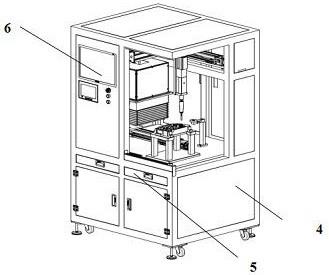
20.图1为本实用新型整体的结构示意图;
21.图2为本实用新型去除机架后的内部三大主机构示意图;
22.图3为本实用新型的产品定位治具结构示意图;
23.图4为本实用新型三轴运动模组机构的结构示意图;
24.图5为本实用新型被压入保险丝位置检测ccd机构的结构示意图;
25.图中标号说明:
26.附图3:产品定位治具;
27.101—治具支架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102—治具底板;
28.103—保险盒;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
104—基准限位块;
29.105—保险丝;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
106—基准推块;
30.附图4:三轴运动模组;
31.201—y向模组;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
202—固定轨道;
32.203—x向模组;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
204—z向电缸;
33.205—压力传感器;
34.附图5:ccd检测机构;
35.301—固定导轨;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
302—安装支架;
36.303—ccd支架;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
304—z向电缸;
37.305—罩体气缸;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
306—遮光罩;
38.307—x向模组;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
308—ccd检测机构;
39.4—机架;
40.5—抽屉;
41.6—操作界面。
具体实施方式
42.以下结合附图对本实用新型的实施例进行详细说明。
43.图1示出了本实用新型带有机架的整体结构示意图;图2示出了本实用新型的内部三大主机构示意图;图3示出了本实用新型的产品定位治具结构示意图;图4示出了本实用新型的三轴运动模组机构的结构示意图;图5示出了本实用新型被压入保险盒位置检测ccd机构的结构示意图。
44.如图1所示,本实用新型提供了一种汽车保险盒自动监控压装机,包括定位治具1;压装部分的三轴运动模组2;压装对应位置检测的ccd机构3;整个机架4;和放键盘鼠标的抽屉5;操作界面的6组成。
45.如图2所示,本实用新型的主要机构有三大部分,分别为产品定位治具1;三轴运动模组2;ccd检测机构3。它们的作业顺序为,产品放入定位治具1定位ok后,三轴运动模组2开始按设定程序压装人工预放入的保险丝,压装完成后,三轴模组退到整个机架的左上角停止。ccd检测机构3,由模组驱运,把整个遮光罩运动到产品正上向,z轴向下运动,把保险盒罩起来,ccd开始检测,完成后,遮光罩升起,x向模组原路退回,人工取出产品。
46.如图3所示,人工把保险盒103装入到定位治具中,由基准限位块104对产品进行粗定位,治具底部的传感器检测到产品放到位后,由基准推块106机构,把整个产品从45度角推向基准边,进行精定位。
47.如图4所示,y向模组201带动z轴可以前后移动,行程为300mm,可以覆盖产品的前后所有位置,固定轨道202为y向模组承重,并增强精度作用。x向模组203,带动z轴可以左右移动,行程为300mm,可以覆盖产品的左右所有位置。z向电缸204,可以带动压力传感器205上下运动,z向电缸204内有位移传感器,可以监控z轴的运动行程,并反馈给上位机进行处理储存。
48.所述压力传感器205,为柱式压敏式,头部带有保护压头,对传感器过压有保护作用。
49.如图5所示,压装对应位置检测的ccd机构,由x向模组307驱动,固定导轨301辅助精度及强度,组成x向运动机构。安装支架302为上部的安装支撑,ccd支架303,安装在z向电缸304上,可上下运动,罩体气缸305,是驱动遮光罩306做高度调移动机构,ccd检测机构内为一个1000万的高清像机,配备一个条形光源,对产品进行对应位置检测。
50.以上所述仅为本实用新型的优先实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1