铝电解槽阴极钢棒焊口有效焊接面积测量装置的制作方法
1.本实用新型涉及焊口有效焊接面积测量领域,具体涉及铝电解槽阴极钢棒焊口有效焊接面积测量装置。
背景技术:
2.铝电解生产系列是由若干台电解槽串联运行的,通以直流电。就单台电解槽而言,电流通路为:由上一台槽阴极母线——本台槽阳极立柱母线——软母线——水平母线——铝导杆——阳极炭块——电解质——铝液——阴极炭块——阴极钢棒——钢铝复合块——阴极铝母线——下一台槽阳极立柱母线。电解槽经过一个生产周期运行后,需要停槽大修。在大修过程中,需要对阴极钢棒与钢铝复合块之间进行钢
‑
钢焊接,焊接采用交流手工电弧焊工艺。该焊口采用若干片δ=6mm钢板逐层叠摞焊接。在大修槽两侧是正常生产槽,生产槽与大修槽母线产生强大磁场,因此该焊口是在强磁场环境下焊接的。此焊口焊接质量优劣,直接影响到电解槽阴极电流分布的均匀性,关系到电解槽能否平稳运行。电解槽大修中阴极钢棒焊接是一道关键工序。其焊接质量优劣直接影响到大修槽投运后阴极电流分布是否均匀,也关系到该处空耗高低。此前焊接质量检测,仅凭目测检查焊口外观,无法对焊口内部质量作出判断,如此难免会出现误判现象。因此如何采用量化手段,用测量数据反映焊口焊接质量显得尤为重要。
3.现有技术方案的缺点:行业内对该焊口焊接质量检查靠人工目测,且仅对焊口外观做检查,对内部焊接质量则无法判断。而且,由于焊口直流电阻值仅几微欧姆,欲准确读取压降值,按常规“v
‑
a”方法测量须施加至少数以几千安培的直流电源方能解决。然而,该电源目前市面上尚无此类产品。如何用测量数据量化焊口质量能否达标,是本实用新型要解决的技术问题。
技术实现要素:
4.本实用新型解决了现有技术存在的行业内对该焊口焊接质量检查靠人工目测,且仅对焊口外观做检查,对内部焊接质量则无法判断的问题,提供铝电解槽阴极钢棒焊口有效焊接面积测量装置,其应用时从上一台生产槽引测量电源,加在大修槽被测钢棒上,解决了测量用低压大电流问题;采用“等距离压降”法,通过测量阴极钢棒母材和焊口压降,经折算得出焊口有效截面积占理论焊口截面积问题;用测量数据替代人工目测焊接质量,解决了焊口质量受控问题。
5.本实用新型通过以下技术方案实现:
6.铝电解槽阴极钢棒焊口有效焊接面积测量装置,包括第一生产槽、大修槽、第二生产槽,所述第一生产槽、大修槽、第二生产槽依次串联设置,所述第一生产槽、第二生产槽的内部设置有阳极水平母线,所述第一生产槽、大修槽、第二生产槽的外侧均设置有阴极母线,所述第一生产槽、大修槽、第二生产槽一侧阳极母线上设置有短路口,所述第一生产槽、大修槽、第二生产槽内设置有阴极钢棒,所述阴极母线上设置有阴极软铝母线,所述阴极钢
棒与阴极软铝母线之间由钢铝复合块,通过fe
‑
fe、al
‑
al焊口连接,所述阴极钢棒上连接有阴极到阳极电气通路,所述大修槽内设置有被测焊接口,所述第一生产槽内的阳极水平母线与大修槽内的被测焊接口上连接的阴极钢棒之间由设置的95mm2yhhr焊接电缆线连接,所述大修槽内的阳极水平母线上设置有断点,所述大修槽内的阳极母线上的短路口上设置有短路口闭合连接线。
7.进一步的,铝电解槽阴极钢棒焊口有效焊接面积测量装置,所述95mm2yhhr焊接电缆线一端与第一生产槽上的阳极水平母线之间由设置的汇流铜板连接,所述95mm2yhhr焊接电缆线另一端与大修槽被测焊接口上的阴极钢棒由设置的汇流铜板连接。
8.进一步的,铝电解槽阴极钢棒焊口有效焊接面积测量装置,所述95mm2yhhr焊接电缆线、大修槽被测焊接口上的阴极钢棒、被测焊接口之间设置有电流测量表。由于电解槽运行时电流存在小幅波动状态,为精确读取压降值,需采用两块mv表同步测量,一块测量阴极钢棒母材压降,另一块测量焊口压降。
9.在实际使用中,第一生产槽、大修槽、第二生产槽属整体串联连接方式,第一生产槽阳极与大修槽阴极钢棒之间存在生产槽电压,此电压可作为测量电源,即从第一生产槽阳极分出一部分电流供测量使用,分出3
‑
4ka电流,采用四根并联95mm2yhhr焊接电缆线,电缆两头通过分别汇流铜板连接,95mm2yhhr焊接电缆线的一头与第一生产槽阳极水平母线连接,95mm2yhhr焊接电缆线的另一头与大修槽被测焊接口上的阴极钢棒连接,此时电流通路为:第一生产槽的阳极水平母线——95mm2yhhr焊接电缆线——大修槽被测焊接口上的阴极钢棒——被测焊接口——大修槽的阴极母线——下一台生产槽,大修槽被测焊接口上的阴极钢棒上有大电流通过,即可分别测取大修槽被测焊接口上的阴极钢棒压降和焊口压降,得到焊口有效截面积占阴极钢棒母材截面积百分比,判断焊口焊接质量是否达标。
10.目前,行业内对该焊口焊接质量检查靠人工目测,且仅对焊口外观做检查,对内部焊接质量则无法判断,所以本技术提供了铝电解槽阴极钢棒焊口有效焊接面积测量装置,从第一生产槽阳极分出一部分电流供测量使用,分出3
‑
4ka电流,采用四根并联95mm2yhhr焊接电缆线,电缆两头通过分别汇流铜板连接,95mm2yhhr焊接电缆线的一头与第一生产槽阳极水平母线连接,95mm2yhhr焊接电缆线的另一头与大修槽被测焊接口上部的阴极钢棒连接,大修槽被测焊接口上的阴极钢棒上有大电流通过,即可分别测取大修槽被测焊接口上的阴极钢棒压降和焊口压降,得到焊口有效截面积占阴极钢棒母材截面积百分比,根据欧姆定律i=u/r和电阻定律r=ρ
×
l/s,在母材和焊口材料相同、ρ相同;采用等距离测压降,l也相同;又因为钢棒母材与焊口通过的是同一个电流,所以i也相同,其中:i代表电流,u代表电压,r代表电阻,ρ代表电阻率,l代表长度,s代表横截面积。
11.r母材=u母材/i,r焊口=u焊口/i;
12.r母材=ρ
×
l/s母材,r焊口=ρ
×
l/s焊口;
13.r母材/r焊口=(u母材/i)/(u焊口/i)=u母材/u焊口;
14.r母材/r焊口=(ρ
×
l/s母材)/(ρ
×
l/s焊口)=s焊口/s母材;
15.由此得出,u母材/u焊口=s焊口/s母材。s焊口=(u母材/u焊口)
×
s母材,s母材已知。简言之,压降与截面成反比。生产实际中常采用(u母材/u焊口)
×
100%,得出焊口有效截面占母材截面百分比,判断焊口焊接质量是否达标。
16.综上所述,本实用新型的以下有益效果:
17.1、本实用新型铝电解槽阴极钢棒焊口有效焊接面积测量装置,从上一台生产槽引测量电源,加在大修槽被测钢棒上,解决了测量用低压大电流问题;采用“等距离压降”法,通过测量阴极钢棒母材和焊口压降,经折算得出焊口有效截面积占理论焊口截面积问题;用测量数据替代人工目测焊接质量,解决了焊口质量受控问题。
18.2、本实用新型铝电解槽阴极钢棒焊口有效焊接面积测量装置,针对电解槽而言,阴极钢棒起导电作用,焊口焊接有效截面能否达标至关重要。衡量焊口焊接质量办法:测量并计算出焊口有效截面占阴极钢棒母材截面的百分比,用百分比数据量化焊口焊接质量。理论依据:根据欧姆定律i=u/r和电阻定律r=ρ*l/s,针对同种材质ρ相同、同等距离l相同,在阴极钢棒上通以直流电流,流经阴极钢棒和焊口是同一个电流,即i也相同。可推导出,s焊口/s阴极钢棒母材=u阴极钢棒母材/u焊口,即压降与截面积成反比。只要测取u阴极钢棒母材和u焊口压降,则u阴极钢棒母材/u焊口之比就代表了s焊口/s阴极钢棒母材之比,直观的衡量了焊口截面积占母材截面百分比,此百分比值越大,则表明焊接质量越好,反之则焊接质量越差。
附图说明
19.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
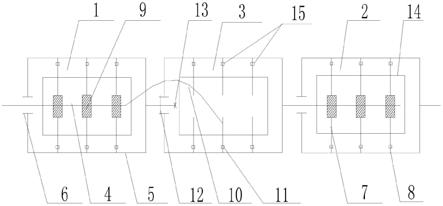
20.图1为本实用新型结构示意图。
21.附图中标记及对应的零部件名称:
[0022]1‑
第一生产槽,2
‑
第二生产槽,3
‑
大修槽,4
‑
阳极水平母线,5
‑
阴极母线,6
‑
短路口,7
‑
阴极钢棒,8
‑
阴极软铝母线,9
‑
阴极到阳极电气通路,10
‑
95mm2yhhr焊接电缆线,11
‑
被测焊接口,12
‑
短路口闭合连接线,13
‑
断点,14
‑
槽壳,15
‑
焊接口。
具体实施方式
[0023]
为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
[0024]
实施例
[0025]
如图1所示,铝电解槽阴极钢棒焊口有效焊接面积测量装置,包括第一生产槽1、大修槽3、第二生产槽2所述第一生产槽1、大修槽3、第二生产槽2依次串联设置,所述第一生产槽1、第二生产槽2的内部设置有阳极水平母线4,所述第一生产槽1、大修槽3、第二生产槽2的外侧均设置有阴极母线5,所述第一生产槽1、大修槽3、第二生产槽2的一侧阴极母线5上设置有短路口6,所述第一生产槽1、大修槽3、第二生产槽2内设置有阴极钢棒7,所述阴极母线5上设置有阴极软铝母线8,所述阴极钢棒7与阴极软铝母线8之间由焊接口15连接,所述阴极钢棒7上连接有阴极到阳极电气通路9,所述大修槽3内设置有被测焊接口11,所述第一生产槽1上的阳极水平母线4与大修槽3内的被测焊接口11上连接的阴极钢棒7之间由设置的95mm2yhhr焊接电缆线10连接,所述大修槽3内的阳极水平母线4上设置有断点13,所述大修槽3内的阳极母线5上的短路口6上设置有短路口闭合连接线12,所述第一生产槽1、大修槽3、第二生产槽2内部还设置有槽壳14。
[0026]
具体的,所述95mm2yhhr焊接电缆线10一端与第一生产槽1上的阳极水平母线4之间由设置的汇流铜板连接,所述95mm2yhhr焊接电缆线10另一端与大修槽3被测焊接口11上部的阴极钢棒7由设置的汇流铜板连接。
[0027]
具体的,所述95mm2yhhr焊接电缆线10、大修槽3被测焊接口上的阴极钢棒7、被测焊接口11之间设置有电流测量表。
[0028]
具体的,所述测量方法为:第一生产槽1、大修槽3、第二生产槽2属整体串联连接方式,第一生产槽1的阳极与大修槽3阴极钢棒7之间存在生产槽电压,此电压可作为测量电源,即从第一生产槽1阳极分出一部分电流供测量使用,分出3
‑
4ka电流,采用四根并联95mm2yhhr焊接电缆线10,95mm2yhhr焊接电缆线10两头通过分别汇流铜板连接,95mm2yhhr焊接电缆线10的一头与第一生产槽1阳极水平母线4连接,95mm2yhhr焊接电缆线10的另一头与大修槽3被测焊接口11上的阴极钢棒7连接,此时电流通路为:第一生产槽1的阳极水平母线4——95mm2yhhr焊接电缆线10——大修槽3被测焊接口11上的阴极钢棒7——被测焊接口11——大修槽3的阴极母线5——生产槽2,大修槽3被测焊接口11上的阴极钢棒7上有大电流通过,即可分别测取大修槽3被测焊接口11上的阴极钢棒7压降和焊口压降,得到被测焊接口11有效截面积占母材截面积百分比,判断被测焊接口11焊接质量是否达标。
[0029]
在实际使用中,目前通过对从第一生产槽阳极分出一部分电流供测量使用,分出3
‑
4ka电流,采用四根并联95mm2yhhr焊接电缆线,电缆两头通过分别汇流铜板连接,95mm2yhhr焊接电缆线的一头与第一生产槽阳极水平母线连接,95mm2yhhr焊接电缆线的另一头与大修槽3被测焊接口上的阴极钢棒连接,大修槽3被测焊接口上的阴极钢棒上有大电流通过,即可分别测取大修槽3被测焊接口上的阴极钢棒压降和焊口压降,得到焊口有效截面积占母材截面积百分比,根据欧姆定律i=u/r和电阻定律r=ρ
×
l/s,在母材和焊口材料相同、ρ相同;采用等距离测压降,l也相同;又因为钢棒母材与焊口通过的是同一个电流,所以i也相同,其中:i代表电流,u代表电压,r代表电阻,ρ代表电阻率,l代表长度,s代表横截面积。
[0030]
r母材=u母材/i,r焊口=u焊口/i;
[0031]
r母材=ρ
×
l/s母材,r焊口=ρ
×
l/s焊口;
[0032]
r母材/r焊口=(u母材/i)/(u焊口/i)=u母材/u焊口;
[0033]
r母材/r焊口=(ρ
×
l/s母材)/(ρ
×
l/s焊口)=s焊口/s母材;
[0034]
由此得出,u母材/u焊口=s焊口/s母材。s焊口=(u母材/u焊口)
×
s母材,s母材已知。简言之,压降与截面成反比。生产实际中常采用(u母材/u焊口)
×
100%,得出焊口有效截面占母材截面百分比,判断焊口焊接质量是否达标。
[0035]
以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1