一种带轮轴检测装置及带轮轴检测生产线的制作方法
1.本技术涉及带轮轴外观检测技术领域,尤其涉及一种带轮轴检测装置及带轮轴检测生产线。
背景技术:
2.请参阅图1,图1为现有技术中几种带轮轴的结构示意图,带轮轴包括长轴、短轴和锥盘。经过锻造工艺后,需要对带轮轴的外观进行检测,确认是否有局部填充不足、伤痕、裂纹、撞击痕迹和表面粗糙等情况出现。带轮轴的外观检测主要检测以下几处地方:长轴端面(包括与长轴连接的锥盘端面)、长轴侧面、短轴端面(包括与短轴连接的锥盘端面)、短轴侧面和锥盘侧面。现有技术中通过目视的方式进行外观检查一是目视难以对零件的每个角落进行全面细致的观察,二是人力检查成本高、效率低下。因此,如何设计一种带轮轴检测装置,实现全面细致的进行带轮轴外观检测,是本领域技术人员需要解决的技术问题。
技术实现要素:
3.本技术的目的在于提供一种带轮轴检测装置及带轮轴检测生产线,解决人力检查成本高、效率低下、检查不全面的问题。
4.有鉴于此,本技术第一方面提供了一种带轮轴检测装置,包括支撑件、检测台、第一驱动机构、第二驱动机构、翻转机构和若干个拍摄机构;
5.所述检测台包括转盘以及圆周阵列于所述转盘上的若干个检测工位;
6.所述转盘与所述支撑件转动连接,且通过所述第一驱动机构驱动旋转;
7.所述检测工位包括卡爪和旋转台;
8.所述卡爪固定在所述旋转台上;
9.所述旋转台与所述转盘转动连接,且通过所述第二驱动机构驱动旋转;
10.所述翻转机构包括升降台和翻转夹爪;
11.所述翻转夹爪安装于所述升降台上,所述升降台安装于所述支撑件上;
12.所述翻转夹爪位于所述检测工位的正上方;
13.所述拍摄机构正对所述检测工位设置于所述支撑件上。
14.优选的,所述检测工位至少包括:上料工位、正面检测工位、翻转工位、反面检测工位和下料工位;
15.所述拍摄机构的个数至少为两个,分别正对所述正面检测工位和所述反面检测工位设置。
16.优选的,所述第二驱动机构设置于所述转盘上,且所述第二驱动机构的个数与所述检测工位的个数一致,分别驱动所述检测工位旋转。
17.优选的,所述第二驱动机构设置于所述支撑件上;
18.所述第二驱动机构包括第二驱动电机、传送带组件和第一摩擦轮;
19.所述第二驱动电机通过所述传送带组件驱动所述第一摩擦轮转动;
20.所述旋转台包括第二摩擦轮和安装台面;
21.所卡爪固定在所述安装台面上;
22.所述第二摩擦轮与所述安装台面同轴连接;
23.所述第一摩擦轮通过摩擦力带动所述第二摩擦轮转动。
24.优选的,所述检测工位至少包括:上料工位、正面端面检测工位、正面侧面检测工位、翻转工位、反面端面检测工位、反面侧面检测工位和下料工位;
25.所述拍摄机构的个数至少为四个,分别正对所述正面端面检测工位、正面侧面检测工位、反面端面检测工位和反面侧面检测工位设置。
26.优选的,所述第二驱动电机通过两组传送带组件分别驱动两个第一摩擦轮同时转动。
27.优选的,所述第二摩擦轮位于所述转盘的下方。
28.优选的,所述支撑件包括支撑台面和摄像机支架;
29.所述摄像机支架包括固定端、连接杆和安装端;
30.所述固定端固设于所述支撑台面上,所述安装端通过所述连接杆伸入所述检测台的旋转中心上方;
31.所述拍摄机构设置于所述安装端上。
32.优选的,所述卡爪具体为三爪卡盘。
33.本技术第二方面提供了一种带轮轴检测生产线,其特征在于,包括如上述第一方面的带轮轴检测装置。
34.与现有技术相比,本技术实施例的优点在于:
35.本技术实施例中,提供了一种带轮轴检测装置,包括支撑件、检测台、第一驱动机构、第二驱动机构、翻转机构和若干个拍摄机构;检测台包括转盘以及圆周阵列于转盘上的若干个检测工位;转盘与支撑件转动连接,且通过第一驱动机构驱动旋转;检测工位包括卡爪和旋转台;卡爪固定在旋转台上;旋转台与转盘转动连接,且通过第二驱动机构驱动旋转;翻转机构包括升降台和翻转夹爪;翻转夹爪安装于升降台上,升降台安装于支撑件上;翻转夹爪位于检测工位的正上方;拍摄机构正对检测工位设置于支撑件上,通过转盘的公转实现带轮轴在不同工位上进行不同的检测或翻转,通过检测工位的自转实现带轮轴在一个检测工位上的360
°
全方位检测,达到了代替人工、检测细致的效果,解决了人力检查成本高、效率低下、检查不全面的问题。
附图说明
36.为了更清楚地说明本技术具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
37.图1为现有技术中几种带轮轴的结构示意图;
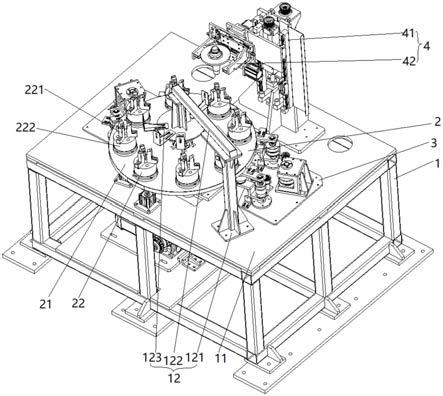
38.图2为本技术实施例所提供的带轮轴检测装置的结构示意图;
39.图3为本技术实施例所提供的第二驱动机构和检测工位的结构示意图;
40.图4为本技术实施例所提供的检测台的结构示意图。
41.标号:支撑件1、支撑台面11、摄像机支架12、固定端121、连接杆122、安装端123、检测台2、转盘21、检测工位22、卡爪221、旋转台222、第二摩擦轮223、安装台面224、上料工位23、正面检测工位24、正面端面检测工位241、正面侧面检测工位242、翻转工位25、反面检测工位26、反面端面检测工位261、反面侧面检测工位262、下料工位27、第二驱动机构3、传送带组件31、第一摩擦轮32、翻转机构4、升降台41、翻转夹爪42。
具体实施方式
42.下面将结合附图对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
43.在本技术的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
44.除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
45.本技术第一方面提供了一种带轮轴检测装置
46.请参阅图2,图2为本技术实施例所提供的带轮轴检测装置的结构示意图。
47.本实施例设计了一种带轮轴检测装置,包括支撑件1、检测台2、第一驱动机构、第二驱动机构3、翻转机构4和若干个拍摄机构(图中未体现)。支撑件1用于支撑整个装置,检测台2用于对带轮轴进行全方面的检测,翻转机构4用于对带轮轴进行180
°
翻转,拍摄机构即为对带轮轴进行视觉检测的拍摄设备。
48.检测台2包括转盘21以及圆周阵列于转盘21上的若干个检测工位22;转盘21与支撑件1转动连接,且通过第一驱动机构驱动旋转(图中的第一驱动机构被支撑件1遮挡,由于圆盘通过驱动机构绕圆心转动属于容易实现的技术,因此不再进行另外标注和赘述)。
49.检测工位22包括卡爪221和旋转台222;卡爪221固定在旋转台222上;旋转台222与转盘21转动连接,且通过第二驱动机构3驱动旋转。进行检测的带轮轴通过卡爪221进行定位,旋转台222通过第二驱动机构3驱动,可在转盘21上自转,以便于实现对带轮轴进行360
°
的外观检测。
50.翻转机构4包括升降台41和翻转夹爪42;翻转夹爪42安装于升降台41上,升降台41安装于支撑件1上;翻转夹爪42位于检测工位22的正上方。可以理解的是,翻转机构4用于对检测工位22上的带轮轴进行180
°
翻转,以便于对带轮轴的长轴端进行检测之后、翻转到短轴端继续检测。
51.拍摄机构设置于支撑件1上且正对检测工位22。拍摄机构对检测工位22上的带轮轴进行外观检测,检测台2带动检测台2上的若干个检测工位22在支撑件1上旋转,因此拍摄机构设置的角度不同,就可以对带轮轴不同位置进行检测了。例如,对带轮轴进行如下4个
检测:长轴端面(包括与长轴连接的锥盘端面)、长轴侧面、短轴端面(包括与短轴连接的锥盘端面)、短轴侧面和锥盘侧面。若长轴端面、长轴侧面和短轴端面、短轴侧面用到的视觉检测标准和检测角度一致,那么只需要设置两个拍摄机构,分别进行端面和侧面的检测,待翻转机构4将带轮轴进行翻转后,在对另一面的端面和侧面进行检测。同理,若长轴端面、长轴侧面和短轴端面、短轴侧面用到的视觉检测标准和检测角度不一致,那么需要设置4个拍摄机构,且长轴检测和短轴检测的拍摄机构分别设置于翻转机构4的上游和下游。
52.本技术实施例所提供的带轮轴检测装置的检测步骤具体为:带轮通过本技术实施例所提供的带轮轴检测装置进行检测时,首先通过检测工位22上的卡爪221定位,然后通过转盘21公转至第一个拍摄机构所在的区域范围内,转盘21停止转动;接着检测工位22的旋转台222进行自转,以便于拍摄机构对带轮轴朝上的一面进行检测;该检测结束后,旋转台222停止自转(或持续保持自转状态),转盘21开始公转,将带轮轴转至下一检测工位22中;重复上述步骤直至带轮轴朝上的一面的检测全部结束,此时转盘21将带轮轴转至翻转机构4下方;翻转机构4将卡爪221上的带轮翻转180
°
之后,转盘21将带轮带至下一检测工位22,对带轮的另一面进行检测,直至全部检测完毕。
53.本技术实施例所提供的带轮轴检测装置,通过转盘21的公转实现带轮轴在不同工位上进行不同的检测或翻转,通过检测工位22的自转实现带轮轴在一个检测工位22上的360
°
全方位检测,达到了代替人工、检测细致的效果,解决了人力检查成本高、效率低下、检查不全面的问题。
54.在上述实施例的基础下,以下对本技术进行进一步的扩充的描述。
55.优选的,检测工位22至少包括:上料工位23、正面检测工位24、翻转工位25、反面检测工位26和下料工位27。拍摄机构的个数至少为两个,分别正对正面检测工位24和反面检测工位26设置。
56.可以理解的是,为实现全自动检测效果,全方位的代替人工,那么上料和下料步骤应当也是机器完成,本领域技术人员通过现有的机器手已经可以实现上下料步骤,那么对应的,带轮轴检测装置也应当设置上料工位23和下料工位27,以便于与上下料机械手或设备配合工作。当然,如上述所说到,若带轮轴的每一面都包括侧面检测和端面检测时,那么正面检测工位24和反面检测工位26应当具体包括正面端面检测工位241、正面侧面检测工位242、反面端面检测工位261、反面侧面检测工位262,同时拍摄机构的个数至少为四个,分别正对正面端面检测工位241、正面侧面检测工位242、反面端面检测工位261和反面侧面检测工位262设置。若还需要对带轮轴进行具体位置的细节检测,那么本领域技术人员只需依照本技术所提供的方法相应的增加检测工位22和拍摄机构的个数即可,此处不再进行赘述。
57.第二驱动机构3用于驱动旋转台222旋转,具体的:第二驱动机构3设置于转盘21上,且第二驱动机构3的个数与检测工位22的个数一致,分别驱动检测工位22旋转。可以理解的是,当上下料或对带轮进行翻转步骤时,对应位置的带轮轴无需进行自转,那么若第二驱动机构3设置于转盘21上,即对每个检测工位22分别配置第二驱动机构3,有利于对单独的检测工位22进行控制。此外,本技术还提出了一种更优的实现方式:
58.请参阅图3,第二驱动机构3设置于支撑件1上;第二驱动机构3包括第二驱动电机(图中未画出,驱动电机对传送带组件31进行驱动属于容易实现的技术,因此不再进行另外
标注和赘述)、传送带组件31和第一摩擦轮32;第二驱动电机通过传送带组件31驱动第一摩擦轮32转动;旋转台222包括第二摩擦轮223和安装台面224;所卡爪221固定在安装台面224上;第二摩擦轮223与安装台面224同轴连接;第一摩擦轮32通过摩擦力带动第二摩擦轮223转动。只有检测工位22旋转到对应的位置时,摩擦轮才会带动旋转台222旋转,因此只需要在检测的区域设置第二驱动机构3即可,节省了成本。
59.请参阅图4,优选的,如上述所提到的,若带轮轴的每一面都包括侧面检测和端面检测时,那么正面检测工位24和反面检测工位26应当具体包括正面端面检测工位241、正面侧面检测工位242、反面端面检测工位261、反面侧面检测工位262,即:检测工位22至少包括:上料工位23、正面端面检测工位241、正面侧面检测工位242、翻转工位25、反面端面检测工位261、反面侧面检测工位262和下料工位27;拍摄机构的个数至少为四个,分别正对正面端面检测工位241、正面侧面检测工位242、反面端面检测工位261和反面侧面检测工位262设置。更优选的,第二驱动电机可以通过两组传送带组件31分别驱动两个第一摩擦轮32同时转动,即一个第二驱动电机可以驱动两个相邻的旋转台222旋转,进一步节省了成本。进一步的,第二摩擦轮223可设置于转盘21的下方,既美观又能优化布局。
60.具体的,支撑件1包括支撑台面11和摄像机支架12;摄像机支架12包括固定端121、连接杆122和安装端123;固定端121固设于支撑台面11上,安装端123通过连接杆122伸入检测台2的旋转中心上方;拍摄机构设置于安装端123上。
61.具体的,卡爪221具体为三爪卡盘。
62.本技术第二方面提供了一种带轮轴检测生产线,包括如上述第一方面的带轮轴检测装置。
63.应当理解,在本技术中,“至少一个(项)”是指一个或者多个,“多个”是指两个或两个以上。“和/或”,用于描述关联对象的关联关系,表示可以存在三种关系,例如,“a和/或b”可以表示:只存在a,只存在b以及同时存在a和b三种情况,其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。“以下至少一项(个)”或其类似表达,是指这些项中的任意组合,包括单项(个)或复数项(个)的任意组合。例如,a,b或c中的至少一项(个),可以表示:a,b,c,“a和b”,“a和c”,“b和c”,或“a和b和c”,其中a,b,c可以是单个,也可以是多个。
64.最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1