用于半轴自动化生产线的抽检装置的制作方法
1.本实用新型涉及一种用于半轴自动化生产线的抽检装置,属于汽车零部件加工领域。
背景技术:
2.进入21世纪以来,中国汽车产销量持续快速增长,汽车制造业也由小批量手工作坊式生产逐步向大批量流水线生产、柔性化、自动化、数字化精益制造、智能化绿色制造模式转变。在汽车制造向自动化、信息化、智能化转型的过程中,建设柔性化生产线,实现降本增效,打造数字化、智能化工厂,是目前各大整车及零部件企业的发展方向。
3.半轴是汽车变速器变速箱与驱动轮之间传递扭矩的轴,是车轮转动的直接驱动件,传递转矩的重要零件。在半轴生产检验过程中,对半轴的总长检验,一般使用钢板尺测量其尺寸,测量过程中由于工件过长且法兰盘两侧均不为平面,难以对半轴工件进行定位,存在较大的误差。同时,由于工件过长过重,搬运费时费力,对抽检工作带来了很大的不便。
技术实现要素:
4.本实用新型提供一种用于半轴自动化生产线的抽检装置,对工件统一定位测量,提高了测量精度,同时减少了工件的搬运工作,节省了人力,极大方便了抽检工作的进行。
5.本实用新型所述的用于半轴自动化生产线的抽检装置,包括平台主体,平台主体上设有移动装置和测量装置;
6.移动装置包括工件托盘,工件托盘底部通过导轨连接平台主体,工件托盘上设有v型支撑块,v型支撑块用于支撑固定工件;平台主体上设有移动驱动装置,移动驱动装置连接工件托盘;
7.测量装置包括测量支架,测量支架底部设于平台主体外侧,测量支架顶部向平台主体中心伸出设置;测量支架顶部沿导轨方向布置测量尺,测量尺上方设有移动滑块,移动滑块对应工件托盘设有挡板。
8.工作过程或工作原理:
9.将半轴工件放置到v型支撑块上,移动驱动装置驱动工件托盘移动,工件托盘移动带动半轴工件移动到测量装置位置处,检验人员只需微移工件,使半轴工件的法兰盘内侧平面部分与测量支架对其,再移动移动滑块,使其挡板紧贴工件杆部端面,即可读出测量尺读数,完成工件总长的检测。
10.利用测量支架,对半轴工件统一定位,操作简单,提高了测量精度;同时采用移动装置搬运工件,减少了工件的搬运工作,节省了人力,极大方便了抽检工作的进行。
11.优选地,测量支架包括支腿,支腿设于平台主体外侧,支腿上方设有支撑板,支撑板一侧连接支腿,支撑板另一侧朝向平台主体中心伸出布置,支撑板对应工件布置,用于对工件定位;支撑板上设有测量尺,测量尺上方设有移动滑块,移动滑块靠近平台主体中心一侧设有挡板,半轴工件在工件托盘上沿导轨移动,直到半轴工件的法兰盘面与支撑板紧贴
对齐,支撑板对半轴工件法兰盘面进行定位;移动滑动,使挡板紧贴半轴工件杆部端面;通过支撑板和挡板从半轴工件两端辅助定位,完成工件总长测量,提高了定位精度,简化了测量操作,提高了测量精度。
12.优选地,测量尺为钢板尺。
13.优选地,对应移动装置上料端,平台两侧对称布置有对射式传感器,对射式传感器,用于检测工位上是否有料。
14.优选地,工件托盘底部开设导轨槽,平台主体上设有导轨,导轨与导轨槽之间设有直线轴承。
15.优选地,导轨槽设为ω型导轨槽,导轨对应设为ω型导轨。
16.优选地,平台主体与工件托盘之间布置两条导轨,导轨靠近工件托盘外侧布置。导轨从工件托盘的外侧支撑移动,更加稳固。
17.优选地,移动驱动装置为无杆气缸。
18.优选地,v型支撑块并排均匀布置至少两组。v型支撑块数量的设置可以根据半轴长度相应布置。
19.与现有技术相比,本实用新型的有益效果是:
20.本实用新型通过设置移动装置和测量装置,减少了工件的搬运工作,节省了人力,极大方便了抽检工作的进行;通过设置测量支架和挡板进行统一定位测量,提高了定位精度,提高了测量精度,能有效的减小不必要的测量误差,提高抽检工作的效率。
附图说明
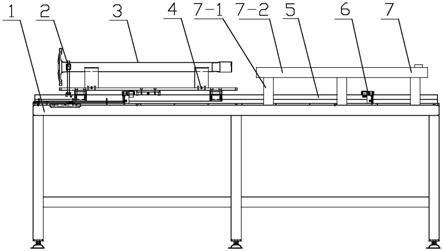
21.图1:本实用新型的一实施例的主视结构示意图,
22.图2:本实用新型的一实施例的左视结构示意图,
23.图3:本实用新型的一实施例的俯视结构示意图,
24.图中:1、平台主体 2、对射式传感器 3、半轴工件 4、工件托盘 5、导轨 6、无杆气缸 7、测量支架 8、钢板尺 9、移动滑块 10、挡板;
[0025]4‑
1、v型支撑块 4
‑
2、导轨槽 4
‑
3、直线轴承;
[0026]7‑
1、支腿 7
‑
2、支撑板。
具体实施方式
[0027]
实施例1
[0028]
如图1~图3所示,本实用新型所述的用于半轴自动化生产线的抽检装置,包括平台主体1,平台主体1上设有移动装置和测量装置;
[0029]
移动装置包括工件托盘4,工件托盘4底部通过导轨5连接平台主体1,工件托盘4上设有v型支撑块4
‑
1,v型支撑块4
‑
1用于支撑固定工件;平台主体1上设有移动驱动装置,移动驱动装置连接工件托盘4;
[0030]
测量装置包括测量支架7,测量支架7底部设于平台主体1外侧,测量支架7顶部向平台主体1中心伸出设置;测量支架7顶部沿导轨5方向布置测量尺,测量尺上方设有移动滑块9,移动滑块9对应工件托盘4设有挡板10。
[0031]
其中:
[0032]
平台主体1为称重足够的钢结构平台;移动驱动装置为无杆气缸6。无杆气缸6安装在平台主体1上,工件托盘安装在导轨上,工件托盘与无杆气缸6连接。工件为半轴工件3。
[0033]
测量支架为钢结构支架,测量支架7包括支腿7
‑
1,支腿7
‑
1设于平台主体1外侧,支腿7
‑
1上方设有支撑板7
‑
2,支撑板7
‑
2一侧连接支腿7
‑
1,支撑板7
‑
2另一侧朝向平台主体1中心伸出布置,支撑板7
‑
2对应工件布置,用于对工件定位;支撑板7
‑
2上设有测量尺,测量尺上方设有移动滑块9,移动滑块9靠近平台主体1中心一侧设有挡板10。
[0034]
测量尺为钢板尺8。
[0035]
对应移动装置上料端,平台两侧对称布置有对射式传感器2,对射式传感器2,用于检测工位上是否有料。对射式传感器2可以采用欧姆龙对射式光电开关e3jk
‑
5dm1型号。
[0036]
工件托盘4底部开设导轨槽4
‑
2,平台主体1上设有导轨5,导轨5与导轨槽4
‑
2之间设有直线轴承4
‑
3。
[0037]
导轨槽4
‑
2设为ω型导轨槽,导轨5对应设为ω型导轨。
[0038]
平台主体1与工件托盘4之间布置两条导轨5,导轨5靠近工件托盘4外侧布置。
[0039]
v型支撑块4
‑
1并排均匀布置至少两组。v型支撑块数量的设置可以根据半轴长度相应布置。
[0040]
工作过程或工作原理:
[0041]
所述的用于半轴自动化生产线的抽检装置,在半轴自动化生产线中应用时,可以设置于自动化生产线的安全围栏旁,且处于关节机器人或机械手的工作范围内,当达到预设的抽检件数,或收到抽检指令时,生产线的机器人将加工完的半轴工件放置到工件托盘上,当对射式传感器检测到有工件后,无杆气缸将半轴工件与工件托盘送出,检验人员只需微移半轴工件,使半轴工件的法兰盘内侧平面部分与测量支架的支撑板一侧紧贴对齐,再移动移动滑块,使其挡板紧贴工件杆部端面,即可读出读数,完成工件总长的检测。
[0042]
本实用新型中对结构的方向以及相对位置关系的描述,如前后左右上下的描述,不构成对本实用新型的限制,仅为描述方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1