一种板材表面缺陷检测装置的制作方法
1.本实用新型涉及木材加工设备与检测技术领域,尤其涉及一种板材表面缺陷检测装置。
背景技术:
2.板材表面的缺陷主要依靠人工目测,检验人员在白炽灯下用目测的方法对板材进行检测,检测过程中大多数凭借检测人员的视觉和经验,根据板材的颜色、纹理、色泽或是否有裂纹、虫眼、节子、腐蚀等缺陷进行评价,这种人工的检测方法不但检测误差大而且容易受到个人因素的影响,各检测人员之间检测标准往往不一致,会导致检测结果因人而异,过检、漏检现象难以避免,从而造成板材表面质量良莠不齐,检测的效率低下,劳动强度大,而且长时间在白炽灯的强光下工作,对于检验人员的眼睛是一个很大的伤害。
技术实现要素:
3.本实用新型针对现有技术中对板材检测靠人工目测,检测效率低且检测精确度低,容易出现过检、漏检的问题,本实用新型提出一种新型的板材表面缺陷检测装置,其能够实现对板材缺陷的自动检测,提高了检测的效率和检测精确度,并有效的避免了过检以及漏检的情况发生。
4.为实现上述实用新型目的,本实用新型采用下述技术方案予以实现:
5.一种板材表面缺陷检测装置,包括有:
6.基体;
7.基座,设置有2个,对称设置;
8.输送床,设置在2个基座之间位置处,用于承载板材;
9.输送部件,装配在所述基体上,设置有2个,分别设置在输送床两端,用以输送板材;
10.驱动装置,与所述输送部件连接,用于带动所述输送部件动作以将承载在输送床上的板材进行输送;
11.扫描装置,横向跨设在2个基座之间,两端分别装配在2个基座上,用于对板材进行扫描并成像;
12.主控器,与所述扫描装置、驱动装置通讯连接,能够根据扫描装置扫描的图像信息获取到所述板材的缺陷位置。
13.进一步的,本实施例中的缺陷检测装置还包括有:
14.压紧部件,设置有多个,每一压紧部件均横向设置在2个基座之间,多个压紧部件沿板材输送方向依次设置。
15.进一步的,本实施例中的缺陷检测装置还包括有安装架,所述安装架固定在所述基座上,在所述安装架内部形成有安装槽,所述压紧部件端部插装在所述安装槽内,锁紧件从上端伸入到所述安装槽内并穿过所述压紧部件锁紧固定在所述安装槽底壁上,在所述安
装槽顶壁和压紧部件之间设置有套设在所述锁紧件上的弹性件。
16.进一步的,还包括有升降装置,所述升降装置包括有:升降减速机和与所述升降减速机连接的线性模组,所述线性模组和所述基座固定连接。
17.进一步的,所述驱动装置包括有:主驱动减速机、第一传动机构和第二传动机构,所述第一传动机构包括有:主动链轮、从动链轮和链条,所述第二传动机构包括有传动带,所述主驱动减速机和所述主动链轮传动连接,所述主动链轮和所述从动链轮通过链条连接,所述从动链轮和所述其中一输送部件连接,2个输送部件通过传动带连接。
18.进一步的,所述输送部件为输送辊,所述输送辊两端装配在基体上,其与所述输送床的顶面平齐,所述输送辊沿垂直板材输送方向设置。
19.进一步的,所述板材表面缺陷检测装置为线性扫描相机,其朝向位于下方的输送床。
20.进一步的,还包括有座体和用于调节扫描装置相对座体高度的高度调节机构,所述座体设置在所述基座上,所述高度调节机构包括有调节丝杠和调节螺母,所述座体中形成有插入空间,所述扫描装置的装配板端部伸入所述插入空间,所述调节螺杆穿过所述座体,两端转动连接在所述座体内,所述调节螺母和所述装配板固定连接,所述调节丝杆和所述调节螺母螺纹连接。
21.进一步的, 还包括有用以对扫描装置进行擦拭的擦拭装置,所述擦拭装置包括有:
22.擦拭驱动装置、 擦拭传送带、擦拭传送带轮和擦拭座,擦拭驱动装置和擦拭传送带轮传动连接,擦拭传送带缠绕设置在擦拭传送带轮上,擦拭座和擦拭传送带固定连接,擦拭座设置在扫描装置底部位置处。
23.进一步的,还包括有用于对所述输送部件进行纠偏的调偏装置,所述调偏装置包括有:
24.调偏气缸,所述调偏气缸包括有活塞杆,其与所述主控器通讯连接;
25.连杆,所述连杆与所述活塞杆端部铰接;
26.丝杆,丝杆通过销轴和所述连杆铰接,丝杆穿插在输送部件的输送轴内,在位于输送轴一侧的丝杠上拧设有所述锁紧螺母;
27.检测开关,设置在所述输送床两侧,与所述主控器通讯连接。
28.进一步的,还包括有吸附风机,其连接吸附管,所述吸附管的吸附口朝向所述输送床,在所述输送床上设有多个贯穿输送床设置的吸附孔。
29.与现有技术相比,本实用新型的优点和积极效果是:
30.本实用新型提出一种板材表面缺陷检测装置,设置有输送床,在使用时,可通过驱动装置动作驱动输送部件将板材从输送床上进行输送,板材在被输送时,会被设置在输送床上方的扫描装置进行扫描,直接对经过的板材表面缺陷进行扫描检测,实现了快速检测,提高了检测效率,且板材在检测时,会在输送部件作用下依次经过扫描装置被扫描检测,因此,可有效的避免过检以及漏检的情况发生,提高了检测的精确度。
31.结合附图阅读本实用新型的具体实施方式后,本实用新型的其他特点和优点将变得更加清楚。
附图说明
32.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
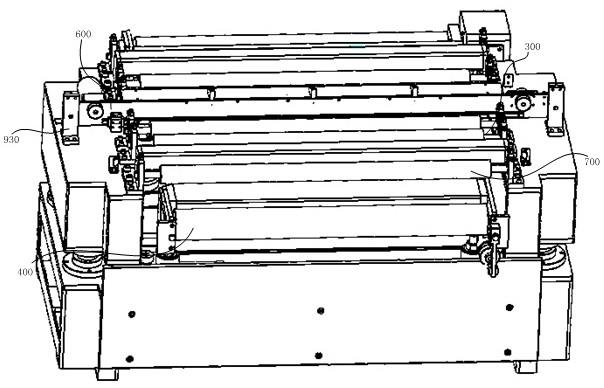
33.图1为本实用新型板材表面缺陷检测装置的整体结构示意图;
34.图2为本实用新型板材表面缺陷检测装置的主视图;
35.图3为本实用新型板材表面缺陷检测装置的部分结构示意图;
36.图4为本实用新型板材表面缺陷检测装置的压紧部件和安装架配合的结构示意图;
37.图5为本实用新型板材表面缺陷检测装置的高度调节机构的结构示意图;
38.图6为本实用新型板材表面缺陷检测装置的调偏装置的结构示意图;
39.图7为本实用新型板材表面缺陷检测装置的擦拭装置的结构示意图。
具体实施方式
40.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下将结合附图和实施例,对本实用新型作进一步详细说明。
41.需要说明的是,在本实用新型的描述中,术语“上”、“下”、“左”、“右”、“竖”、“横”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
42.本实用新型提出一种板材表面缺陷检测装置的实施例,包括有:
43.基体100,在一些优选的实施例中,基体100为整个板材表面缺陷检测装置的支撑体,用于实现支撑固定作用。其设置时可设置成由多个板材围设形成的方形支撑框,当然,也可以为其它形状的支撑框,在此不做具体限制。
44.基座200,设置有2个,对称设置;
45.在2个基座200之间形成有安装空间,基座200可设置成多个板围设形成的支撑座,其用于实现承载作用。
46.为实现对板材表缺陷的检测,本实施例中还设置有扫描装置600,其横向跨设在2个基座200之间,与安装空间位置对应,一端连接在其中一个基座200上,另一端则连接在另一个基座200上。
47.优选的,扫描装置600为宽幅的线性扫描相机。
48.线性扫描相机可直接采用现有的线性扫描相机结构,使用线性扫描相机,检查对象时,线性扫描相机会为每一像素线条建立图像,即其可直接对板材进行扫描成像,线性扫描相机为具有几千万像素的相机,可瞬时成像,其以固定的扫描速度进行扫描,如40米/分。
49.本实施例中的线性扫描相机在板材经过时,直接将整张板材扫描使板材成像,传递给主控器,扫描成像的板材能够直被直观的观测到板材存在有缺陷的位置。
50.为实现对图像的自动分析处理,在主控器中还可对应设置图像分析处理模块,图
像分析处理模块直接采用现有技术中的图像分离处理软件做成,直接用以对图像进行分析处理,然后分析出板材表面缺陷位置,实现对板材表面缺陷位置的自动检测获取,获取到的板材缺陷信息可存在在主控器内以便于后期生产线中设备使用。
51.输送床300,设置在2个基座200之间的安装空间位置处,用于承载板材,且位于扫描装置600的下方,这样可确保输送到输送床300上的物料能够被扫描装置600扫描到。
52.具体在设置时,可将本实施例中物料输送方向和输送床300的长度方向同向,扫描装置600为沿输送床300的宽度方向设置,用以沿板材的宽度方向进行一次性扫描检测,扫描装置600宽度大于板材的宽度。
53.当然也可以设置为:扫描装置600沿输送床300的宽度方向布置,板材为横向放置,在对板材扫描时,扫描装置600沿板材的长度方向扫描板材。
54.输送部件400,装配在所述基体100上,设置有2个,分别设置在输送床300两端,用以输送板材,在一些优选的实施例中,输送部件400为输送辊,横向设置,两端固定在基体100上,其沿输送床300宽度方向或长度方向设置。
55.将2个输送部件400分别布置在输送床300的两端,可用于将输送床300上的板材进行输送。
56.驱动装置500,与所述输送部件400连接,用于带动所述输送部件400动作以将承载在输送床300上的板材进行输送;
57.主控器,与所述扫描装置600通讯连接。
58.为实现对检测缺陷的显示,本实施例中还可以设置一显示屏,其与主控器通讯连接,用以将扫描装置600扫描到的板材的图像传递给主控器后通过主控器对应的显示出来。
59.为提高检测的精度,本实施例中的缺陷检测装置还包括有:
60.压紧部件700,设置有多个,压紧部件700横向跨设在2个基座200之间,其两端分别和2个基座200连接,多个压紧部件700沿板材输送方向依次等间距或不等间距设置。
61.优选的,压紧部件700为压紧辊筒,每个压紧辊筒均沿输送床300的宽度方向或长度方向设置,压紧辊筒两端装配在2个基座200上。
62.在设置时,可使得2个压紧部件700到输送床300的距离略大于板材厚度。
63.在进行输送时,可通过压紧辊筒对承载在输送床300上的板材进行压紧,防止板材在输送床300上发生上翘等问题,防止扫描装置600在检测过程产生检测偏差。
64.本实施例中的缺陷检测装置还包括有安装架800,安装架800设置有2个,分别设置在2个基座200上,在每一个所述安装架800内部形成有安装槽810,所述压紧部件700端部插装在所述安装槽810内,锁紧件820从上端伸入到所述安装槽810内并穿过所述压紧部件700锁紧固定在所述安装槽810底壁上,在所述安装槽810顶壁和压紧部件700之间设置有套设在所述锁紧件820上的弹性件830。
65.弹性件830优选的为压簧,压紧部件700能够沿锁紧件820上下浮动,其在浮动时,可通过压缩弹性件830来实现,并且通过弹性件830施加给其的弹性预紧力保证其被能够被定位。
66.为使得本实施例中的板材表面缺陷检测装置能够适配不同厚度的板材的检测,本实施例中设置时将基座200设置为高度可调节的。
67.具体的,本实施例对应的在基体100上安装升降装置900,所述升降装置900包括
有:升降减速机910和与所述升降减速机910连接的线性模组920,所述线性模组920和所述基座200固定连接。
68.线性模组920直接选用丝杠螺母线性模组920,在连接时,将升降减速机910和丝杠连接,螺母和基座200连接,通过升降减速机910输送动力到丝杠,丝杠转动带动螺母上下移动进而实现基座200实现上下移动。
69.当然,本实施例中的升降装置900也可以直接用升降机等现有的可以上下升降的装置来实现,在此不做具体限制。
70.升降装置900动作时,可带动连接在升降装置900上的基座200上下移动,进而实现基座200上方的扫描装置600和位于下方的输送床300之间的距离的调整,以使其能够适配不同厚度的板材,进而使得其能够对不同厚度板材进行检测,扩大了板材检测的范围,提高了扫描装置600的通用性。
71.优选的,本实施例中的所述驱动装置500包括有:主驱动减速机510、第一传动机构和第二传动机构,所述第一传动机构包括有:主动链轮、从动链轮和链条,所述第二传动机构包括有传动带,所述主驱动减速机510和所述主动链轮传动连接,所述主动链轮和所述从动链轮通过链条连接,所述从动链轮和所述其中一输送部件400连接,2个输送部件400通过传动带连接。
72.在使用,主控器控制主驱动减速机510运行,通过主驱动减速机510带动主动链轮转动,由于链条一端缠绕设置在主动链轮上,另一端缠绕设置在从动链轮上,在主动链轮转动时,带动从动链轮转动,由于从动链轮对应的和其中一端的输送部件400连接且2个输送部件400之间传动带缠绕连接。在从动链轮转动时会相应的带动和从动链轮连接的输送部件400转动,即作为主传动的输送部件400转动,带动位于输送床300另一端的输送部件400转动,即从动的输送部件400转动,进而通过输送部件400和板材之间的摩擦力将承载在输送床300上的板材向前输送。
73.为实现对扫描装置600的安装,本实施例中的板材表面缺陷检测装置还包括有座体930,座体930设置有2个,分别布置在2个基座200上,扫描装置600的两端分别装配在2个基座200的2个座体930上,为实现对扫描装置600高度的微调节,本实施例中还设置有用于高度调节机构940,通过高度调节机构940可调节扫描装置600的高度。
74.优选的,本实施例中的所述高度调节机构940包括有调节丝杠942和调节螺母943,座体930呈u型,所述座体930中形成有插入空间,所述扫描装置600的装配板941端部伸入所述插入空间,所述调节螺杆穿过所述座体930,两端转动连接在所述座体930内,所述调节螺母943和所述装配板941固定连接,所述调节丝杆953和所述调节螺母943螺纹连接。
75.在调节时,可通过旋拧调节丝杠942,调节丝杠942转动带动和其螺纹连接的调节螺母943做直线移动,进而实现对和调节螺母943连接的装配板941的上下位置的调节。
76.为实现对扫描装置的擦拭,本实施例中还对应的设置有擦拭装置,所述擦拭装置包括有:
77.擦拭驱动装置610,在本技术一些实施例中可选用擦拭减速机。
78.擦拭传送带、擦拭传送带轮620和擦拭座630,擦拭座630设置在扫描装置600底部位置处,擦拭座630和擦拭传送带固定连接,擦拭传送带缠绕设置在擦拭传送带轮620上。
79.相机使用一段时间后,可通过擦拭驱动装置610动作,带动擦拭传送带轮620动作,
进而带动擦拭传送带移动,带动位于其上方的擦拭座630在扫描装置下方移动以对扫描装置600进行擦拭清洁。
80.擦拭座630的擦拭面处可对应的设置有擦拭海绵等用以清洁的材料。
81.为实现对擦拭座630移动过程中的导向,本实施例还可对应设置导轨640,使得擦拭座630沿导轨640方向进行滑动。
82.为实现对输送部件400的纠偏,本实施例中的板材表面缺陷检测装置还包括有用于对所述输送部件400进行纠偏的调偏装置,所述调偏装置包括有:
83.调偏气缸951,所述调偏气缸951包括有活塞杆,其与所述主控器通讯连接;
84.连杆952,所述连杆952与所述活塞杆端部铰接;
85.丝杆953,丝杆953通过销轴和所述连杆952铰接,丝杆953穿插在输送部件400的输送轴954内,在位于输送轴954一侧的丝杠上拧设有所述锁紧螺母;
86.检测开关,设置在所述输送床300两侧,与所述主控器通讯连接。
87.如在工作过程中,传送带向右侧跑偏,跑偏到一定位置会触发检测开关,优选的,检测开关选用为光电开关,检测开关传递信号到主控器,主控器控制调偏气缸951动作,活塞杆伸出,通过和活塞杆铰接的连杆952转动,带动丝杠转动,进而带动输送部件400的输送轴954摆动,进行纠偏。
88.为提高对板材缺陷检测的精度,本实施例中还设置有吸附风机960,其连接吸附管,所述吸附管的吸附口朝向所述输送床300,在所述输送床300上设有多个贯穿输送床300设置的吸附孔。
89.在使用时,可开启吸附风机960,吸附风机960通过吸附管可进行吸风,以使得在输送床300的下方形成负压,当板材承载在输送床300上时,可通过负压作用使得板材牢固的贴合在输送床300的表面上,确保板材在输送床300上被扫描装置600扫描过程中能够更加平整的处于输送床300上,不会发生翘曲等问题,有效的保证了测量的精确度。
90.本实施例中的板材表面缺陷检测装置在使用时,通过主控器对应控制驱动装置500动作,驱动装置500带动输送部件400转动,通过输送部件400带动设置在输送床300上板材向前输送,由于输送床300设置在扫描装置600下方,在板材从输送床300上向前输送过程中,会不断的被扫描装置600扫描,直接扫描成像后获取到板材上的缺陷,通过本实施例中的板材表面缺陷检测装置,可自动对板材上的缺陷扫描获取,实现了对板材缺陷的快速测量,提高了测量的效率;
91.并且,在扫描时,由于输送床300上的板材的各个位置为沿着输送方向依次经过扫描装置600,可实现对板材上的缺陷依次扫描,使得扫描时不会出现缺陷的漏检或者过检的情况发生,提高了检测的精确度。
92.以上实施例仅用以说明本实用新型的技术方案,而非对其进行限制;尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的普通技术人员来说,依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或替换,并不使相应技术方案的本质脱离本实用新型所要求保护的技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1