一种测量治具的制作方法
1.本技术属于机械加工技术领域,特指一种用于对具有通孔的小型工件进行固定测量的测量治具。
背景技术:
2.随着社会的不断进步和科技的快速发展,市场对许多产品的需求量越来越大,要求也越来越高。因此,既要保证产品质量,又要提高生产效率,以满足市场的需求。目前,许多产品加工完成后,都应进行尺寸的测量,以检测各工序加工的产品是否符合生产要求。
3.如图1至图4所示的两款产品,该产品为体积较小的小型产品,该产品呈环体结构,其内具有中空通孔,并且围绕通孔外周具有特定形状的结构。其中,图1及图2的工件100上具有圆形的通孔101,图3及图4的工件100上具有长条形的通孔101。
4.对于上述产品的测量,现有技术的测量方式是采用虎钳,将产品夹紧固定,然后进行测量。由于采用虎钳夹紧方式需要人工装夹及拧紧,在通过人工装夹时候容易装歪,并且人工拧紧的拧紧力度难以控制,不同的人员施以的拧紧力不同,难以统一。因此,产品在装夹固定的过程中,容易被夹伤或压伤,特别是对于如上述的两款产品而言,产品上具有围绕通孔外周的特定形状结构,更容易在装夹过程中损坏,导致产品良率难以保证。
5.另外,现有技术的测量方式只能单次装夹一个产品,该产品测量完成后需要更换新的待测产品,并再次完成装夹固定操作,导致测量工作耗时长、工序繁琐、产品测量效率低。甚至某些工厂为了确保生产效率,采用抽检的方式进行生产,不对全部产品进行测量,导致影响最终出品良率。
技术实现要素:
6.本技术实施例的目的在于提供一种用于对具有通孔的小型工件进行固定测量的测量治具,以解决现有技术采用的测量工具容易对工件造成损坏及不能批量装夹的技术问题。
7.为实现上述目的,本技术提供一种测量治具,用于对具有通孔的小型工件进行固定测量,所述测量治具包括底座,所述底座上设有多个固定夹,所述固定夹包括相互平行且紧密贴合的动指和定指,所述动指与所述定指上分别设有能够伸入工件的通孔内的抵顶头;其中,所述定指上设有调节件以及用于安装所述调节件的安装孔,所述调节件设置于所述定指的安装孔上并抵顶所述动指,以使所述动指远离所述定指,并同时使得所述动指及所述定指上的抵顶头在工件的通孔中扩张。
8.本技术提供的测量治具的有益效果在于:与现有技术相比,针对具有通孔的小型工件进行固定测量,该测量治具的底座上设有能够批量固定工件的多个固定夹,各个固定夹包括动指和定指,且动指及定指上分别设有能够伸入工件的通孔中的抵顶头。其中,该定指上设有用以抵顶动指的调节件,以使动指在调节件的抵顶下,能够被撑开并远离定指,并同时使得动指及定指上的抵顶头在工件的通孔中扩张,以实现在工件的通孔中对工件进行
固定。本技术的测量治具结构简单,能够批量固定多个工件进行测量,有效地提高测量效率。利用调节件抵顶动指,以使动指及定指上的抵顶头从工件的通孔中对工件施以作用力,以固定整个工件。与现有技术中采用虎钳进行夹紧的方式相比,能够有效地替代人手操作,并能保护工件上围绕通孔外周的结构,避免装夹操作中对工件造成损坏,能够快速地对同款工件进行批量测量,有效地提高出品的良品率。
9.对测量治具的结构作改进,所述底座上设有用以限制所述动指远离所述定指距离的限位台,所述动指设有与所述限位台连接的连接部,所述连接部延伸至所述限位台的底侧,并与所述限位台相连接,且所述连接部与所述限位台之间具有活动间隙。以此,利用底座上设置的限位台与动指的连接部配合,进而限定动指被调节件抵顶撑开的范围,避免动指被撑开的范围过大而导致动指及定指上的抵顶头扩张力过高,损坏工件,有效地提高对工件的保护效果。
10.可选的,所述动指上设有与所述安装孔位置对应的定位槽,所述调节件上具有用以抵顶所述动指的抵顶部,所述抵顶部伸入所述动指的定位槽内与动指相抵。一方面,让调节件上的抵顶部嵌接于定位槽内,减小占用空间,让动指更贴合于定指,从而使得动指及定指上的抵顶头相互拼合,以便工件的通孔能够套接于抵顶头上,提高装夹效率。另一方面,利用定位槽的槽体结构能够限定调节件的抵顶行程,有效地提高调节件对动指抵顶部位的准确性。
11.对调节件的结构作改进,所述定指上的安装孔为螺纹孔,所述调节件为能够与所述安装孔螺纹连接的玻珠螺丝,所述玻珠螺丝包括钢珠、弹簧以及收容所述钢珠及所述弹簧的螺管,所述螺管具有能够限止所述钢珠脱出的管口;所述弹簧从所述螺管的内部将所述钢珠抵顶至螺管的管口上,以使所述钢珠的部分结构从所述管口露出螺管外部。以此,利用玻珠螺丝的功能特性,让钢珠的露出部分在弹簧的作用下能够柔性地抵触动指,进一步提高对工件的保护效果,有效地避免工件被抵顶头硬性扩张而被撑破。
12.对调节件的结构作另一种改进,所述定指上的安装孔为螺纹孔,所述调节件为能够与所述安装孔螺纹连接的螺钉,所述螺钉的头部设有用于与所述动指抵触的缓冲帽。以此,在螺钉抵顶动指的过程中,利用螺钉头部上的缓冲帽能够柔性地抵触动指,以进一步提高对工件的保护效果,避免工件被抵顶头硬性扩张而撑破。
13.对固定夹的结构作改进,所述动指及所述定指上的抵顶头分别为半圆体,且所述动指及所述定指上的抵顶头相拼合形成能够套入工件的通孔中的圆柱体。以此,针对具有圆形通孔的工件进行固定,有效地适配工件的通孔形状。
14.对固定夹的结构作另一种改进,所述动指及所述定指上的抵顶头分别为半弧形体,且所述动指及所述定指上的抵顶头相拼合形成能够套入工件的通孔中的椭圆形柱体。以此,针对具有椭圆形通孔的工件进行固定,有效地适配工件的通孔形状。
15.对固定夹的结构作第三种改进,所述动指及所述定指上的抵顶头为形状对称的插条,所述动指及所述定指上的抵顶头相拼合形成能够套入工件的通孔中的扁平状柱体。以此,针对具有长条形通孔的工件进行固定,有效地适配工件的通孔特别形状。
16.对测量治具的整体结构作改进,所述底座上设有至少两排数量相同且间隔设置的所述固定夹,且在每排的固定夹中,相邻的固定夹之间具有隔离间隙。一方面,底座上的两排固定夹之间为间隔设置,以利用各排固定夹之间的间距,确保各个固定夹上的动指具有
被撑开的空间。另一方面,各个固定夹之间也具有隔离间隙,让各个固定夹能够独立进行装夹活动,避免相互影响。
17.进一步的,每排的所述固定夹中,各个所述定指上的安装孔处于同一高度上。有利于操作员快速地对各个调节件进行调节操作,或者采用具有与固定夹数量相同的操作部的机械手,同时且统一地对各个调节件进行调节操作,进而提高装夹效率及统一性。
附图说明
18.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
19.图1为本技术实施例提供的第一款工件立体结构示意图一;
20.图2为本技术实施例提供的第一款工件立体结构示意图二;
21.图3为本技术实施例提供的第二款工件立体结构示意图一;
22.图4为本技术实施例提供的第二款工件立体结构示意图二;
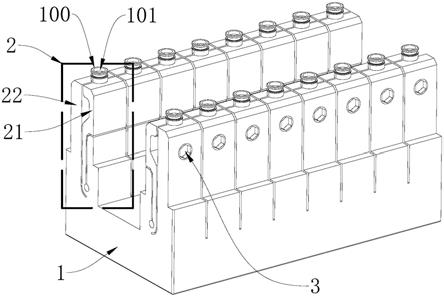
23.图5为本技术实施例提供的测量治具立体结构示意图一;
24.图6为本技术实施例提供的测量治具及工件爆炸结构视图;
25.图7为本技术实施例提供的测量治具立体结构示意图二;
26.图8为本技术实施例提供的测量治具立体结构示意图三;
27.图9为本技术实施例提供的测量治具的侧部结构示意图;
28.图10为本技术实施例提供的测量治具的剖视结构示意图;
29.图11为本技术实施例提供的测量治具安装第一款工件的组装结构示意图;
30.图12为本技术实施例提供的测量治具安装第二款工件的组装结构示意图。
31.其中,图中各附图标记:
32.100-工件;101-通孔;
33.1-底座;11-定位孔;
34.2-固定夹;20-抵顶头;21-动指;211-连接部;212-定位槽;22-定指;221-安装孔;23-固定凸台;
35.3-调节件;30-抵顶部;31-钢珠;32-螺管;
36.4-限位台。
具体实施方式
37.为了使本技术所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
38.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
39.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
40.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
41.现对本技术实施例提供的测量治具进行说明。该测量治具主要用于对具有通孔的小型工件进行固定测量。请一并参阅图5及图6,该测量治具包括底座1,底座1上设有向上延伸的多个固定夹2,各个固定夹2包括相互平行且紧密贴合的动指21和定指22,该动指21与定指22的顶部上分别设有能够伸入工件100的通孔101内的抵顶头20,以便将工件100装载在固定夹2的顶部,并使得工件100上具有的通孔101与动指21及定指22上的抵顶头20相套接。其中,该定指22上设有调节件3以及用于安装该调节件3的安装孔221。在装夹时,该调节件3设置于定指22的安装孔221上并抵顶动指21,以使动指21远离定指22,并同时使得动指21及定指22上的抵顶头20在工件100的通孔101中扩张,进而将工件100固定,以便对工件100进行测量。
42.本技术提供的测量治具与现有技术相比,针对具有通孔101的小型工件100进行固定测量,该测量治具的底座1上设有能够批量固定工件100的多个固定夹2,各个固定夹2包括动指21和定指22,且动指21及定指22上分别设有能够伸入工件100的通孔101中的抵顶头20。其中,该定指22上设有用以抵顶动指21的调节件3,以使动指21在调节件3的抵顶下,能够被撑开并远离定指22,并同时使得动指21及定指22上的抵顶头20在工件100的通孔101中扩张,以实现在工件100的通孔101中对工件100进行固定。
43.本技术的测量治具结构简单,能够批量固定多个工件100进行测量,有效地提高测量效率。利用调节件3抵顶动指21,以使动指21及定指22上的抵顶头20从工件100的通孔101中对工件100施以作用力,以固定整个工件100。
44.与现有技术中采用虎钳进行夹紧的方式相比,能够有效地替代人手操作,并能保护工件100上围绕通孔101外周的结构,避免装夹操作中对工件100造成损坏,能够快速地对同款工件100进行批量测量,有效地提高出品的良品率。
45.具体地,请参阅图7,该底座1上设有至少两排数量相同且间隔设置的固定夹2,且在每排的固定夹2中,相邻的固定夹2之间具有隔离间隙n。一方面,底座1上的两排固定夹2之间为间隔设置,以利用各排固定夹2之间的间距,确保各个固定夹2上的动指21具有被撑开的空间。另一方面,各个固定夹2之间也具有隔离间隙n,让各个固定夹2能够独立进行装夹活动,避免相互影响。
46.其中,请参阅图6,每排的固定夹2中,各个定指22上的安装孔221处于同一高度上。有利于操作员快速地对各个调节件3进行调节操作,或者采用具有与固定夹2数量相同的操作部的机械手,同时且统一地对各个调节件3进行调节操作,进而提高装夹效率及统一性。
47.另外,各个固定夹2还包括分别设置于该动指21及定指22顶部的固定凸台23,该固定凸台23用以安装工件100,该抵顶头20设置于该固定凸台23上。
48.请参阅图8,该底座1的底部还设有定位孔11,以便将整个测量治具固定于载体上,
如测量设备的工作台上,有效地提高固定效果。
49.在本技术的另一个实施例中,对该固定夹2的结构作优化,请一并参阅图9及图10,底座1上设有用以限制动指21远离定指22距离的限位台4,该动指21设有与限位台4连接的连接部211,该连接部211延伸至限位台4的底侧,并与限位台4相连接,且该连接部211与限位台4之间具有活动间隙m。以此,利用底座1上设置的限位台4与动指21的连接部211配合,进而限定动指21被调节件3抵顶撑开的范围,避免动指21被撑开的范围过大而导致动指21及定指22上的抵顶头20扩张力过高,损坏工件100,有效地提高对工件100的保护效果。
50.需要说明的是,该固定夹2的动指21及定指22采用条状或窄边的板体结构,让动指21的连接部211与限位台4的底侧连接,由于是针对小型工件100进行固定,小型工件100上的通孔101孔径较小,于此需要调节件3抵顶动指21撑开的幅度也相对较小,即可满足抵顶头20的扩张作用力需求,因而调节件3移开或移走后,动指21能够自动复位。即类似常用文具中的尺子(如铁尺或者胶尺),人手扳歪尺子后,尺子会自动复位的情况。因此,该动指21在没有被调节件3抵顶的情况下将会自动复位,以恢复紧贴于定指22上,方便从固定夹2上卸载工件100。
51.其中,请参阅图9,动指21上设有与安装孔221位置对应的定位槽212,该调节件3上具有用以抵顶动指21的抵顶部30,该抵顶部30伸入动指21的定位槽212内与动指21相抵。一方面,让调节件3上的抵顶部30嵌接于定位槽212内,减小占用空间,让动指21更贴合于定指22,从而使得动指21及定指22上的抵顶头20相互拼合,以方便工件100的通孔101能够套接于抵顶头20上,提高装夹效率。另一方面,利用定位槽212的槽体结构能够限定调节件3的抵顶行程,有效地提高调节件3对动指21抵顶部位的准确性。
52.关于调节件3的结构,包括但不限于如下两种:
53.第一种的调节件3结构,请一并参阅图10及图11,定指22上的安装孔221为螺纹孔,调节件3为能够与安装孔221螺纹连接的玻珠螺丝,玻珠螺丝包括钢珠31、弹簧(图未显示)以及收容钢珠31及弹簧的螺管32,螺管32具有能够限止钢珠31脱出的管口。弹簧从螺管32的内部将钢珠31抵顶至螺管32的管口上,以使钢珠31的部分结构从管口露出螺管32外部。以此,利用玻珠螺丝的功能特性,让钢珠31的露出部分在弹簧的作用下能够柔性地抵触动指21,进一步提高对工件100的保护效果,有效地避免工件100被抵顶头20硬性扩张而被撑破。其中,该玻珠螺丝上从螺管32的管口露出的钢珠31部分为该调节件3的抵顶部30,其伸入动指21的定位槽212对动指21作抵顶。
54.另一种的调节件3结构(图未显示),定指22上的安装孔221为螺纹孔,调节件3为能够与安装孔221螺纹连接的螺钉,螺钉的头部设有用于与动指21抵触的缓冲帽。以此,在螺钉抵顶动指21的过程中,利用螺钉头部上的缓冲帽能够柔性地抵触动指21,以进一步提高对工件100的保护效果,避免工件100被抵顶头20硬性扩张而撑破。其中,该缓冲帽可以优选采用缓冲垫或者弹性件如弹簧等缓冲结构。另外,该螺钉的头部为调节件3的抵顶部30,其伸入动指21的定位槽212对动指21作抵顶。
55.为了适配不同的工件100上具有的通孔101形状,本技术实施例提供的固定夹2结构包括但不限于如下几种:
56.第一种的固定夹2结构,请一并参阅图1、图2及图11,该动指21及定指22上的抵顶头20分别为半圆体,且动指21及定指22上的抵顶头20相拼合形成能够套入工件100的通孔
101中的圆柱体。以此,针对具有圆形通孔101的工件100进行固定,有效地适配工件100的通孔形状。
57.第二种的固定夹2结构(图未显示),动指21及定指22上的抵顶头20分别为半弧形体,且动指21及定指22上的抵顶头20相拼合形成能够套入工件100的通孔101中的椭圆形柱体。以此,针对具有椭圆形通孔101的工件100进行固定,有效地适配工件100的通孔形状。
58.第三种的固定夹2结构,请一并参阅图3、图4及图12,动指21及定指22上的抵顶头20为形状对称的插条,动指21及定指22上的抵顶头20相拼合形成能够套入工件100的通孔101中的扁平状柱体。以此,针对具有长条形通孔101的工件100进行固定,有效地适配工件100的通孔特别形状。
59.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1