一种用于地铁牵引电机焊缝的外观检具的制作方法
1.本实用新型涉及地铁牵引电机焊接加工检测设备技术领域,具体涉及一种用于地铁牵引电机焊缝的外观检具。
背景技术:
2.牵引电机是地铁牵引系统中的关键部件之一,其各零部件拼接并焊接完成后,需要对该牵引电机的焊缝进行外观目视检测,各焊缝需要满足en iso 5817
‑
c:2003《钢,镍,钛及其合金的熔化焊焊缝》标准的要求。
3.如图1~4所示,一种牵引电机,包括定子,定子内安装有转子(隐去),所述定子包括机座a,所述机座a的上端设有盖板b、下端设有底板c,所述机座a的左前侧顶角位置竖直设有拐角侧板d,机座a的右后侧顶角位置设有竖直侧板e,所述竖直侧板e的外侧面中部设有安装块f,所述盖板b前侧缘面的左端固设有向下延伸的第一竖直板b
‑
1、所述底板c前侧缘面的左端对应固设有向上延伸的第二竖直板c
‑
1,所述拐角侧板d上设有沿水平y轴方向向前延伸的前侧板d
‑
1,前侧板d
‑
1对应位于第一竖直板b
‑
1和第二竖直板c
‑
1的左侧;前侧板d
‑
1的右侧面中部与机座a前侧面的左侧形成第一角焊缝,第一竖直板b
‑
1的右侧面与机座a的前侧面形成第二角焊缝,第二竖直板c
‑
1的右侧面与机座a的前侧面形成第三角焊缝,安装块f的前侧面与竖直侧板e外侧面的前侧形成第四角焊缝,安装块f的后侧面与位于机座a后方右侧的弧面形成第五角焊缝,竖直侧板e的后侧面与位于机座a后方右侧的弧面形成第六角焊缝。
4.其中,上述的第一角焊缝、第二角焊缝、第三角焊缝、第四角焊缝、第五角焊缝和第六角焊缝是该牵引电机中定子外观焊接质量的重点目视检测目标,该定子外观焊接质量的传统检测方法为人工目视检测,人工目视检测方法的问题在于:存在较大的人为主观因素,即不同的检验员对同一产品的焊接质量判定标准不同,从而导致牵引电机成品的质检水平参差不齐;另外,人工目视检测方法没有可依据的客观判断标准,检测效率低下,存在严重的人工浪费,无形中增加了企业的人工成本费用。
技术实现要素:
5.本实用新型的目的在于,克服现有技术中存在的缺陷,提供一种用于地铁牵引电机焊缝的外观检具,可以用于检测牵引电机定子上第一角焊缝、第二角焊缝、第三角焊缝、第四角焊缝、第五角焊缝、第六角焊缝的焊接质量,与传统人工目视检测方法相比,使用该外观检具对定子角焊缝的检测具有客观性,一方面避免人为主观因素导致的定子质检水平参差不齐,另一方由于检测过程具有客观性的判断依据,即通过观察外观检具上对应边缘是否与角焊缝的对应面贴合性良好来判断角焊缝的合格性,显著提高了定子上角焊缝的检测效率;该外观检具结构设计简单合理,使用操作方便,对操作人员要求低,实用性强。
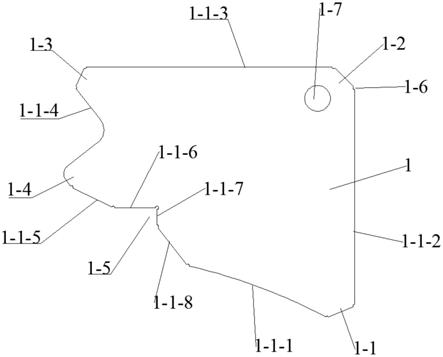
6.为实现上述目的,本实用新型的技术方案是设计一种用于地铁牵引电机焊缝的外观检具,包括水平板,所述水平板为类直角三角形结构,所述水平板上设有位于直角位置的
第二顶角、位于其中一个锐角位置的第一顶角、位于另一个锐角位置的第三顶角,所述水平板的斜边上间隔设有第四顶角和内凹直角,其中第四顶角位于水平板的斜边上靠近第三顶角的一端;
7.所述水平板的外周缘依次包括邻接位于内凹直角和第一顶角之间的第八直边和第一内凹弧形边、位于第一顶角和第二顶角之间的第二直角边、位于第二顶角和第三顶角之间的第三直角边、位于第三顶角下侧的第四内凹弧形边、位于第四顶角下侧的第五直边、位于内凹直角上侧的第六直角边、位于内凹直角下侧的第七直角边,其中第八直边远离第一内凹弧形边的一端与第七直角边相邻接;
8.所述第一顶角、第一内凹弧形边、第二直角边协同配合用于检测牵引电机上定子的第一角焊缝,所述第二顶角、第二直角边、第三直角边协同配合用于检测牵引电机上定子的第二角焊缝和第三角焊缝,所述第三顶角、第三直角边、第四内凹弧形边协同配合用于检测牵引电机上定子的第四角焊缝,所述第五直边、第八直边协同配合用于检测牵引电机上定子的第五角焊缝,所述内凹直角、第八直边协同配合用于检测牵引电机上定子的第六角焊缝。
9.本实用新型的一种用于地铁牵引电机焊缝的外观检具,可以用于检测牵引电机定子上第一角焊缝、第二角焊缝、第三角焊缝、第四角焊缝、第五角焊缝、第六角焊缝的焊接质量,与传统人工目视检测方法相比,使用该外观检具对定子角焊缝的检测具有客观性,一方面避免人为主观因素导致的定子质检水平参差不齐,另一方由于检测过程具有客观性的判断依据,即通过观察外观检具上对应边缘是否与角焊缝的对应面贴合性良好来判断角焊缝的合格性,显著提高了定子上角焊缝的检测效率;该外观检具结构设计简单合理,使用操作方便,对操作人员要求低,实用性强。
10.优选的技术方案是,所述第一顶角、第二顶角、第三顶角均设为切去直角顶角的缺角结构,所述第四顶角设为圆弧形凸角结构。由于角焊缝内部存在焊接结点,该结构设计使得各顶角插接置于对应的角焊缝内部进行焊接质量检测时可以有效避开焊接结点,从而确保各顶角在对应角焊缝内滑动检测焊接质量时的顺畅性。
11.进一步优选的技术方案还有,所述水平板的外周缘上对应设有若干位于第一顶角两侧、第二顶角两侧、第三顶角两侧、第四顶角下侧、内凹直角两侧、内凹直角顶角位置的缺口槽。由于组成角焊缝的两侧面经常不可避免的残留有焊接疤痕或焊渣,当顶角插接位于对应的角焊缝内并滑动对角焊缝进行焊接质量检测时,焊接疤痕或焊渣位于缺口槽内,从而避免焊接疤痕或焊渣对水平板造成阻碍,进一步确保了使用该外观检具对定子上角焊缝进行焊接质量检测的顺畅性。
12.进一步优选的技术方案还有,所述水平板的直角位置还设有贯穿板体的吊孔。该外观检具闲置时,可以通过吊孔悬挂放置,提高了该外观检具的收纳便捷性。
13.进一步优选的技术方案还有,所述水平板为不锈钢材质。不锈钢材质,耐腐蚀性好,质轻,从而确保了该外观检具使用时的轻便灵活性,具有较长的使用寿命。
14.本实用新型的优点和有益效果在于:
15.1、本实用新型的一种用于地铁牵引电机焊缝的外观检具,可以用于检测牵引电机定子上第一角焊缝、第二角焊缝、第三角焊缝、第四角焊缝、第五角焊缝、第六角焊缝的焊接质量,与传统人工目视检测方法相比,使用该外观检具对定子角焊缝的检测具有客观性,一
方面避免人为主观因素导致的定子质检水平参差不齐,另一方由于检测过程具有客观性的判断依据,即通过观察外观检具上对应边缘是否与角焊缝的对应面贴合性良好来判断角焊缝的合格性,显著提高了定子上角焊缝的检测效率;该外观检具结构设计简单合理,使用操作方便,对操作人员要求低,实用性强。
16.2、所述第一顶角、第二顶角、第三顶角均设为切去直角顶角的缺角结构,所述第四顶角设为圆弧形凸角结构。由于角焊缝内部存在焊接结点,该结构设计使得各顶角插接置于对应的角焊缝内部进行焊接质量检测时可以有效避开焊接结点,从而确保各顶角在对应角焊缝内滑动检测焊接质量时的顺畅性。
17.3、所述水平板的外周缘上对应设有若干位于第一顶角两侧、第二顶角两侧、第三顶角两侧、第四顶角下侧、内凹直角两侧、内凹直角顶角位置的缺口槽。由于组成角焊缝的两侧面经常不可避免的残留有焊接疤痕或焊渣,当顶角插接位于对应的角焊缝内并滑动对角焊缝进行焊接质量检测时,焊接疤痕或焊渣位于缺口槽内,从而避免焊接疤痕或焊渣对水平板造成阻碍,进一步确保了使用该外观检具对定子上角焊缝进行焊接质量检测的顺畅性。
18.4、所述水平板的直角位置还设有贯穿板体的吊孔。该外观检具闲置时,可以通过吊孔悬挂放置,提高了该外观检具的收纳便捷性。
19.5、所述水平板为不锈钢材质。不锈钢材质,耐腐蚀性好,质轻,从而确保了该外观检具使用时的轻便灵活性,具有较长的使用寿。
附图说明
20.图1是牵引电机中定子的左前侧视角立体图;
21.图2是牵引电机中定子的主视角立体图;
22.图3是牵引电机中定子的右前侧视角立体图;
23.图4是牵引电机中定子的后侧视角立体图;
24.图5是实施例中一种用于地铁牵引电机焊缝的外观检具的结构示意图。
25.图中:a、机座;b、上盖板;c、下底板;d、拐角侧板;e、竖直侧板;f、安装块;b
‑
1、第一竖直板;c
‑
1、第二竖直板;d
‑
1、前侧板;1、水平板;1
‑
1、第一顶角;1
‑
2、第二顶角;1
‑
3、第三顶角;1
‑
4、第四顶角;1
‑
5、内凹直角;1
‑
6、缺口槽;1
‑
7、吊孔;1
‑1‑
1、第一内凹弧形边;1
‑1‑
2、第二直角边;1
‑1‑
3、第三直角边;1
‑1‑
4、第四内凹弧形边;1
‑1‑
5、第五直边;1
‑1‑
6、第六直角边;1
‑1‑
7、第七直角边;1
‑1‑
8、第八直边。
具体实施方式
26.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
27.实施例
28.如图5所示,本实用新型是一种用于地铁牵引电机焊缝的外观检具,包括水平板1,所述水平板1为类直角三角形结构,所述水平板1上设有位于直角位置的第二顶角1
‑
2、位于其中一个锐角位置的第一顶角1
‑
1、位于另一个锐角位置的第三顶角1
‑
3,所述水平板1的斜
边上间隔设有第四顶角1
‑
4和内凹直角1
‑
5,其中第四顶角1
‑
4位于水平板1的斜边上靠近第三顶角1
‑
3的一端;
29.所述水平板1的外周缘依次包括邻接位于内凹直角1
‑
5和第一顶角1
‑
1之间的第八直边1
‑1‑
8和第一内凹弧形边1
‑1‑
1、位于第一顶角1
‑
1和第二顶角1
‑
2之间的第二直角边1
‑1‑
2、位于第二顶角1
‑
2和第三顶角1
‑
3之间的第三直角边1
‑1‑
3、位于第三顶角1
‑
3下侧的第四内凹弧形边1
‑1‑
4、位于第四顶角1
‑
4下侧的第五直边1
‑1‑
5、位于内凹直角1
‑
5上侧的第六直角边1
‑1‑
6、位于内凹直角1
‑
5下侧的第七直角边1
‑1‑
7,其中第八直边1
‑1‑
8远离第一内凹弧形边1
‑1‑
1的一端与第七直角边1
‑1‑
7相邻接;
30.所述第一顶角1
‑
1、第一内凹弧形边1
‑1‑
1、第二直角边1
‑1‑
2协同配合用于检测牵引电机上定子的第一角焊缝,所述第二顶角1
‑
2、第二直角边1
‑1‑
2、第三直角边1
‑1‑
3协同配合用于检测牵引电机上定子的第二角焊缝和第三角焊缝,所述第三顶角1
‑
3、第三直角边1
‑1‑
3、第四内凹弧形边1
‑1‑
4协同配合用于检测牵引电机上定子的第四角焊缝,所述第五直边1
‑1‑
5、第八直边1
‑1‑
8协同配合用于检测牵引电机上定子的第五角焊缝,所述内凹直角1
‑
5、第八直边1
‑1‑
8协同配合用于检测牵引电机上定子的第六角焊缝。
31.优选地,所述第一顶角1
‑
1、第二顶角1
‑
2、第三顶角1
‑
3均设为切去直角顶角的缺角结构,所述第四顶角1
‑
4设为圆弧形凸角结构。
32.进一步优选地,所述水平板1的外周缘上对应设有若干位于第一顶角1
‑
1两侧、第二顶角1
‑
2两侧、第三顶角1
‑
3两侧、第四顶角1
‑
4下侧、内凹直角1
‑
5两侧、内凹直角1
‑
5顶角位置的缺口槽1
‑
6。
33.进一步优选地还有,所述水平板1的直角位置还设有贯穿板体的吊孔1
‑
7。
34.进一步优选地还有,所述水平板1为不锈钢材质。
35.一种用于地铁牵引电机焊缝的外观检具的使用原理:
36.步骤1:将第一顶角1
‑
1插接放置于牵引电机电子上第一角焊缝内部的一端,其中第一内凹弧形边1
‑1‑
1贴合于机座a前侧面的左侧、第二直角边1
‑1‑
2贴合于前侧板d
‑
1的右侧面,然后手持水平板1从第一角焊缝一端滑动至另一端,滑动过程中检查第一内凹弧形边1
‑1‑
1与机座a前侧面左侧的贴合性、第二直角边1
‑1‑
2与前侧板d
‑
1右侧面的贴合性,若贴合性均良好,则第一角焊缝合格,反之不合格;
37.步骤2:将第二顶角1
‑
2插接放置于牵引电机电子上第二角焊缝内部的一端,其中第二直角边1
‑1‑
2靠近第二顶角1
‑
2的一端与机座a的前侧面贴合、第三直角边1
‑1‑
3靠近第二顶角1
‑
2的一端与第一竖直板b
‑
1的右侧面贴合,然后手持水平板1从第二角焊缝一端滑动至另一端,滑动过程中检查第二直角边1
‑1‑
2靠近第二顶角1
‑
2的一端与机座a前侧面的贴合性、第三直角边1
‑1‑
3靠近第二顶角1
‑
2的一端与第一竖直板b
‑
1右侧面的贴合性,若贴合性均良好,则第二角焊缝合格,反之不合格;
38.步骤3:同理,将第二顶角1
‑
2插接放置于牵引电机电子上第三角焊缝内部的一端,其中第二直角边1
‑1‑
2靠近第二顶角1
‑
2的一端与机座a的前侧面贴合、第三直角边1
‑1‑
3靠近第二顶角1
‑
2的一端与第二竖直板c
‑
1的右侧面贴合,然后手持水平板1从第三角焊缝一端滑动至另一端,滑动过程中检查第二直角边1
‑1‑
2靠近第二顶角1
‑
2的一端与机座a前侧面的贴合性、第三直角边1
‑1‑
3靠近第二顶角1
‑
2的一端与第二竖直板c
‑
1右侧面的贴合性,若贴合性均良好,则第三角焊缝合格,反之不合格;
39.步骤4:将第三顶角1
‑
3插接放置于牵引电机电子上第四角焊缝内部的一端,其中第三直角边1
‑1‑
3与竖直侧板e外侧面的前侧相贴合、第四内凹弧形边1
‑1‑
4与安装块f的前侧面相贴合,然后手持水平板1从第四角焊缝一端滑动至另一端,滑动过程中检查第三直角边1
‑1‑
3与竖直侧板e外侧面前侧的贴合性、第四内凹弧形边1
‑1‑
4与安装块f前侧面的贴合性,若贴合性均良好,则第四角焊缝合格,反之不合格;
40.步骤5:将水平板1水平放置于与第五角焊缝相对应的位置,其中第五直边1
‑1‑
5与安装块f的后侧面相贴合、第八直边1
‑1‑
8与机座a后方右侧的弧面相贴合,然后手持水平板1从第五角焊缝一端滑动至另一端,滑动过程中检查第五直边1
‑1‑
5与安装块f后侧面的贴合性、第八直边1
‑1‑
8与机座a后方右侧弧面的贴合性,若贴合性均良好,则第五角焊缝合格,反之不合格;
41.步骤6:将水平板1水平放置于与第六角焊缝相对应的位置,其中竖直侧板e后侧面的外部棱边位于内凹直角1
‑
5内、第六直角边1
‑1‑
6与竖直侧板e外侧面的后侧相贴合、第七直角边1
‑1‑
7与竖直侧板e的后侧面相贴合、第八直边1
‑1‑
8与位于机座a后方右侧的弧面相贴合,然后手持水平板1从第六角焊缝一端滑动至另一端,滑动过程中检查第六直角边1
‑1‑
6与竖直侧板e外侧面后侧的贴合性、第七直角边1
‑1‑
7与竖直侧板e后侧面的贴合性、第八直边1
‑1‑
8与位于机座a后方右侧弧面的贴合性,若贴合性均良好,则第六角焊缝合格,反之不合格。
42.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1