HP3凸轮轴轴径快速测量量具的制作方法
hp3凸轮轴轴径快速测量量具
技术领域
1.本实用新型涉及一种hp3凸轮轴轴径快速测量量具。
背景技术:
2.柴油高压共轨喷射技术是目前世界上最先进的发动机技术,其低油耗、低废气排放的特性对于目前的空气环境改善是具有重要意义的。但是由于其泵内部压力达到1800kg,所以零件加工检测要求十分苛刻,其中主要零件hp3凸轮轴的加工检测尤为重要。在共轨零件中hp3凸轮轴具有体型细长,磨削精度要求高等特点。其中,车削加工过程中对轴径进行检测,一般需要拆卸工件后由人工通过千分尺进行测量。但在实际生产中,日产数量多,操作人员连续作业易造成疲劳,导致产生测量不准的情况。另外,千分尺精度有限且受人为因素影响较大,较难保证读数准确性。
技术实现要素:
3.本实用新型要解决的技术问题是为了克服现有技术中hp3凸轮轴轴径测量精度可靠性差的缺陷,提供一种能够解决上述问题的hp3凸轮轴轴径快速测量量具。
4.本实用新型是通过下述技术方案来解决上述技术问题:
5.一种hp3凸轮轴轴径快速测量量具,所述hp3凸轮轴沿轴向具有第一测量段、第二测量段和第三测量段,其特点在于,所述hp3凸轮轴轴径快速测量量具包括有:
6.空气测微仪;
7.测量头,所述测量头具有一用于容纳所述hp3凸轮轴的两端贯通的凹槽,所述测量头上具有连通所述凹槽内外的三组测量孔,三组所述测量孔通过管道与所述空气测微仪相连通;三组所述测量孔的位置分别与所述hp3凸轮轴中所述第一测量段、所述第二测量段和所述第三测量段相对应;
8.上限标准件,所述上限标准件的测量位置尺寸位于所述hp3凸轮轴上极限尺寸与基本尺寸之间;
9.下限标准件,所述下限标准件的测量位置尺寸位于所述hp3凸轮轴下极限尺寸与基本尺寸之间。
10.较佳地,所述测量头的所述凹槽的一端具有一限位块,所述限位块用于与待测量件的端部相抵接。
11.较佳地,每组所述测量孔的数量为多对,多对所述测量孔沿径向排列。
12.较佳地,所述hp3凸轮轴轴径快速测量量具还包括软质置物台,所述软质置物台具有两个用于放置所述下限标准件和所述上限标准件的容置槽。
13.较佳地,所述测量头的材质为t10工具钢。
14.较佳地,所述上限标准件的材质为t10工具钢。
15.较佳地,所述下限标准件的材质为t10工具钢。
16.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较
佳实例。
17.本实用新型的积极进步效果在于:本测量量具能够根据上限标准件和下限标准件的尺寸确定上下极限尺寸显示位置,从而快速检测hp3凸轮轴尺寸是否在上下极限尺寸显示位置之间,最终判断加工完成的hp3凸轮轴是否符合尺寸要求。
附图说明
18.图1为本实用新型优选实施例中hp3凸轮轴的结构示意图。
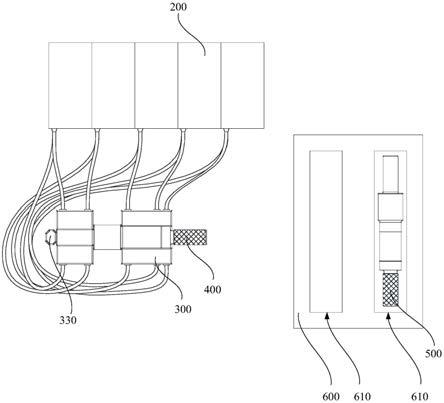
19.图2为本实用新型优选实施例中hp3凸轮轴轴径快速测量量具的结构示意图。
20.图3为本实用新型优选实施例中测量头的俯视图。
21.图4为图3中a-a方向的剖面结构示意图。
22.附图标记说明:
23.hp3凸轮轴100
24.第一测量段110
25.第二测量段120
26.第三测量段130
27.空气测微仪200
28.测量头300
29.凹槽310
30.测量孔320
31.限位块330
32.上限标准件400
33.下限标准件500
34.软质置物台600
35.容置槽610
具体实施方式
36.下面举个较佳实施例,并结合附图来更清楚完整地说明本实用新型。
37.图1示出了一种hp3凸轮轴100,hp3凸轮轴100沿轴向具有第一测量段110、第二测量段120和第三测量段130。图2示出了一种hp3凸轮轴轴径快速测量量具,hp3凸轮轴轴径快速测量量具包括有:空气测微仪200、测量头300、上限标准件400和下限标准件500。如图3和图4所示,测量头300具有一用于容纳hp3凸轮轴100的两端贯通的凹槽310,测量头300上具有连通凹槽310内外的三组测量孔320,三组测量孔320通过管道与空气测微仪200相连通;三组测量孔320的位置分别与hp3凸轮轴100中第一测量段110、第二测量段120和第三测量段130相对应。上限标准件400的测量位置尺寸位于hp3凸轮轴100上极限尺寸与基本尺寸之间。下限标准件500的测量位置尺寸位于hp3凸轮轴100下极限尺寸与基本尺寸之间。
38.使用本装置检测hp3凸轮轴100时,首先在凸轮轴加工前先使用上限标准件400与下限标准件500进行校准。将上限标准件400和下限标准件500依次放入测量头300的凹槽310中,开启空气测微仪200,测量过程中转动上限标准件400和下限标准件500的径向位置以保证读数精确,根据上限标准件400及下限标准件500的实际值调零,之后将上限标准件
400和下限标准件500取下,此时空气测微仪200表盘上会出现上下共2根红线,代表工件的上下极限偏差。在hp3凸轮轴100加工完成后将hp3凸轮轴100放入测量头300的凹槽310内,转动hp3凸轮轴100保证读数精确,待代表工件实际尺寸的绿条稳定后观察绿条顶端是否在两根红线内,记录读数后取下工件。若某一轴段的绿条顶端在两根红线内,则说明hp3凸轮轴100的该段尺寸符合尺寸要求。若某一轴段的绿条顶端在两根红线外,则说明hp3凸轮轴100的该段尺寸不符合尺寸要求。
39.为了便于hp3凸轮轴100在凹槽310内定位,保证三组测量孔320的位置分别与hp3凸轮轴100中第一测量段110、第二测量段120和第三测量段130准确对位,测量头300的凹槽310的一端具有一限位块330,限位块330用于与hp3凸轮轴100、上限标准件400和下限标准件500的端部相抵接。
40.本实施例中每组测量孔320的数量为多对,多对测量孔320沿径向排列。多对测量孔320能够用于对某一轴段的不同位置进行测量,从而进一步提高测量的准确性。
41.为了避免下限标准件500和上限标准件400与硬质物件相碰触,导致其尺寸精度发生变化,hp3凸轮轴轴径快速测量量具还包括软质置物台600,软质置物台600具有两个用于放置下限标准件500和上限标准件400的容置槽610。
42.另外,测量头300、上限标准件400、下限标准件500的材质为t10工具钢。t10工具钢具有强度及耐磨性程度高,生产成本低的特性。
43.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
技术特征:
1.一种hp3凸轮轴轴径快速测量量具,所述hp3凸轮轴沿轴向具有第一测量段、第二测量段和第三测量段,其特征在于,所述hp3凸轮轴轴径快速测量量具包括有:空气测微仪;测量头,所述测量头具有一用于容纳所述hp3凸轮轴的两端贯通的凹槽,所述测量头上具有连通所述凹槽内外的三组测量孔,三组所述测量孔通过管道与所述空气测微仪相连通;三组所述测量孔的位置分别与所述hp3凸轮轴中所述第一测量段、所述第二测量段和所述第三测量段相对应;上限标准件,所述上限标准件的测量位置尺寸位于所述hp3凸轮轴上极限尺寸与基本尺寸之间;下限标准件,所述下限标准件的测量位置尺寸位于所述hp3凸轮轴下极限尺寸与基本尺寸之间。2.如权利要求1所述的hp3凸轮轴轴径快速测量量具,其特征在于,所述测量头的所述凹槽的一端具有一限位块,所述限位块用于与待测量件的端部相抵接。3.如权利要求1所述的hp3凸轮轴轴径快速测量量具,其特征在于,每组所述测量孔的数量为多对,多对所述测量孔沿径向排列。4.如权利要求1所述的hp3凸轮轴轴径快速测量量具,其特征在于,所述hp3凸轮轴轴径快速测量量具还包括软质置物台,所述软质置物台具有两个用于放置所述下限标准件和所述上限标准件的容置槽。5.如权利要求1所述的hp3凸轮轴轴径快速测量量具,其特征在于,所述测量头的材质为t10工具钢。6.如权利要求1所述的hp3凸轮轴轴径快速测量量具,其特征在于,所述上限标准件的材质为t10工具钢。7.如权利要求1所述的hp3凸轮轴轴径快速测量量具,其特征在于,所述下限标准件的材质为t10工具钢。
技术总结
本实用新型提供一种HP3凸轮轴轴径快速测量量具,其包括有:空气测微仪、测量头、上限标准件和下限标准件。如图3所示,测量头具有一用于容纳HP3凸轮轴的两端贯通的凹槽,测量头上具有连通凹槽内外的三组测量孔,三组测量孔通过管道与空气测微仪相连通;三组测量孔的位置分别与HP3凸轮轴中第一测量段、第二测量段和第三测量段相对应。上限标准件的测量位置尺寸位于HP3凸轮轴上极限尺寸与基本尺寸之间。上限标准件的测量位置尺寸位于HP3凸轮轴下极限尺寸与基本尺寸之间。本装置能够快速判断加工完成的HP3凸轮轴是否符合尺寸要求。完成的HP3凸轮轴是否符合尺寸要求。完成的HP3凸轮轴是否符合尺寸要求。
技术研发人员:毕师齐
受保护的技术使用者:上海电装燃油喷射有限公司
技术研发日:2021.08.03
技术公布日:2022/2/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1