用于磁共振设备的局部线圈和磁共振设备的制作方法
1.本实用新型涉及一种磁共振的局部线圈和一种磁共振设备。
背景技术:
2.在医疗技术中,也被称为磁共振造影(mri,英语:magnetic resonanceimaging)的借助磁共振(mr)的成像的特性在于较高的软组织对比度。在此,借助磁共振设备将激励脉冲辐射到通常是患者的检查对象中。由此,在患者体内触发磁共振信号。磁共振信号作为测量数据由磁共振设备接收,并且用于重建磁共振图像。
3.通常利用所谓的局部线圈(英语:local coils)接收磁共振信号,局部线圈通常也称为表面线圈(英语:surface coils)。这通常是紧邻患者的天线系统。
4.为了能够很好地将局部线圈在患者身上成形,局部线圈应该尽可能轻巧且灵活。为了确保较高的患者舒适度,局部线圈最好应像轻的被子或枕头那样作用,并且同时防止液体渗入,并且具有抗消毒性。
5.常规的局部线圈通常由泡沫整体制造,或通过经由热成形工艺产生的层状的多层结构构建。整体结构通常具有很强的复位力,从而必须借助固定带将局部线圈成形在患者上。
6.在通过热成形工艺产生的层状的多层结构中,根据现有技术,所有不同的层在边缘区域中由于热输入而相互固定连接。通过热输入可能会损坏局部线圈内的电子部件。
技术实现要素:
7.本实用新型所要解决的技术问题在于,提供一种局部线圈的设计方案,该局部线圈设计为能够有效地防止液体渗入。
8.所述技术问题按照本实用新型通过一种用于磁共振设备的局部线圈和一种磁共振设备解决。
9.因此,建议一种用于磁共振设备的尤其灵活的局部线圈,其中,所述局部线圈包括包裹件和至少一个磁共振天线。在此,所述局部线圈设计为通过所述至少一个磁共振天线接收磁共振信号。所述包裹件包围至少一个磁共振天线。所述包裹件包括至少一个借助超声波焊接产生的焊缝。
10.所述包裹件尤其可以是局部线圈的包裹层和/或外罩。局部线圈优选罩盖形式地和/或面状地构造。
11.至少一个借助超声波焊接产生的焊缝、即至少一个超声波焊接的接缝有利地是气密封和水密封的。
12.通过超声波焊接,尤其可以使热塑性的塑料形状接合地或材料接合地相互连接。为此,通常通过机械振动在塑料中产生摩擦热,从而使塑料变软、熔化并且结合。
13.此外,与例如热接合工艺相比,超声波焊接工艺有利地更容易集成到电子制造环境中,在热接合工艺中该环境受到更高和全表面的热输入的影响,但是电子设备也可能被
损坏。而超声波焊接有针对性地为了焊接向材料引入热量,并且不仅可以产生连续接缝(滚焊),而且还可以产生单独的几何形状。在此可以在一个步骤中进行焊接,并且立即切割材料。这种由超声波焊接产生的切边由于引入的温度,在切割时同时被密封,并且防止磨损。
14.局部线圈的实施方式规定,所述局部线圈包括天线层,其中,所述天线层包括至少一个磁共振天线,其中,所述天线层能够相对于包裹件移动。
15.由于天线层可以相对于包裹件移动,有利的是,在局部线圈弯曲时减小复位力。因此可以实现局部线圈的更高的灵活性。
16.尤其地,天线层在局部线圈的边缘区域中没有固定连接。局部线圈可以优选在包裹件内自由滑动。由此,局部线圈是非常灵活的。
17.局部线圈的一种实施方式规定,所述局部线圈包括至少一个内层,其中,通过至少一个焊缝使所述包裹件与至少一个内层固定连接,其中,所述至少一个内层布置在所述天线层与包裹件之间。
18.通过至少一个内层,可以有利地适宜地为局部线圈配设期望的特性和/ 或功能。
19.局部线圈的实施方式规定,所述至少一个内层包括至少一个滑动层和/ 或至少一个衬垫层。
20.例如由衬垫棉制成的衬垫层例如可以赋予局部线圈以下特性,即该局部线圈感觉为柔软的和与枕头类似的。因此,局部线圈例如可以被患者更舒适地感知。
21.滑动层例如可以赋予局部线圈以下特性,即在包裹件内的层可以更容易地相对彼此移动,因为它们彼此间更小程度地摩擦。由此例如可以实现减小在局部线圈变形时出现的复位力。
22.还可设想的是,局部线圈(而不是单独的衬垫层和滑动层)包括作为内层的滑动衬垫层,其不仅良好地装有衬垫,而且还良好地滑动。这种滑动衬垫层例如可以具有网眼织物。与单独的滑动层和衬垫层相同地,滑动衬垫层可以通过至少一个超声波焊接直接与包裹件焊接。
23.局部线圈的实施方式规定,所述滑动层布置在所述天线层与至少一个衬垫层之间。
24.由此例如可以实现,天线层可以在包裹件内尽可能容易地移动,因为天线层可以容易地沿滑动层滑动。衬垫层优选布置在外部的包裹件的内侧。尤其当外部的包裹件例如以蒙皮的形式构造很薄时,衬垫层可以从外部在触觉上良好地感知。
25.局部线圈的实施方式规定,滑动层包括corovin衬里材料和/或纺粘无纺布(spinnvlies),和/或内层包括泡沫材料。corovin衬里材料和/或纺粘无纺布的表面具有特别高的滑动能力。
26.泡沫材料有利地良好地适用于在其上和/或其中布置一个或多个磁共振天线。例如,泡沫材料可以特别有效地保护一个或多个磁共振天线免受机械损坏。
27.局部线圈的实施方式规定,所述局部线圈具有至少一个缺口,其中,所述至少一个缺口具有边缘,其中,至少一个焊缝沿所述边缘延伸。
28.有利的是,缺口确保局部线圈的更好的通风,从而理想地可以避免热量积聚。此外,当局部线圈定位在患者上时,可以有利地通过至少一个缺口增加对患者的可接近性。例如,电极因此可以容易地定位在患者上。
29.局部线圈的实施方式规定,所述焊缝具有在0.5mm至10mm之间的宽度。
30.从0.5mm的宽度开始,焊缝是特别气密封和水密封的。10mm的焊缝宽度在连续焊接时是最大值。
31.在该宽度内,焊接区域尤其可以被压印为平坦的、滚花的,并且可以在用户专属的形状、例如商标、图案、公司名称等中被压印,并且可以实施切割。
32.如果取消连续焊接,那么使用借助平行引导被压到工件上的超声波振荡器(sonotrode)尤其适用于制造焊缝。在此有利地根据材料组合调节振动的压力和振幅。在超声波振荡器中,不同的几何形状是可能的,所述几何形状可以包含不同的宽度、图案,但也可以包含切割区域。
33.局部线圈的实施方式规定,通过至少一个焊缝使不同材料相互固定连接。
34.超声波焊接能够有利地接合大量材料、尤其是大量塑料。由此,可以特别有针对性地调节局部线圈的特性。
35.局部线圈的实施方式规定,通过至少一个焊缝使所述包裹件与至少一个刚性的壳体件固定连接。
36.至少一个壳体件例如可以用于包围局部线圈的对变形敏感的部件、例如电子部件。
37.尤其在使用超声波振荡器制造焊缝时,除了纺织类型的材料以外,纺织品例如也可以焊接到框架部件和/或塑料部件上。由此有利地可以实现从包裹件到刚性的壳体件的紧密的过渡。
38.局部线圈的实施方式规定,所述局部线圈包括至少一个由塑料构成的尤其可分拆的焊接框架和/或至少一个防水条和/或至少一个绳和/或至少一个拉链,其中,所述包裹件与至少一个由塑料构成的焊接框架和/或至少一个防水条和/或至少一个绳和/或至少一个拉链通过焊缝相连。
39.壳体件例如可以夹紧在焊接框架和/或防水条和/或绳上,其通过焊缝与包裹件连接。因此尤其能够实现包裹件与壳体件的可松脱的连接。
40.例如,拉链的第一部件通过借助超声波焊接产生的第一焊缝与包裹件的第一部件连接,并且拉链的第二部件通过借助超声波焊接产生的第二焊缝与包裹件的第二部件连接。优选地,包裹件的第一部件可以与包裹件的第二部件借助拉链(所述拉链包括拉链的第一部件和拉链的第二部件)可松脱地连接。
41.局部线圈的实施方式规定,至少一个包裹件至少在焊缝的区域中由塑料构成。优选地,塑料包括人造革和/或被涂层的聚氨酯织物(pu织物)。
42.这些材料在消毒、触觉、可处理性和刚性方面具有特别好的特性。
43.此外建议了一种具有至少一个如上所述的局部线圈的磁共振设备。
44.磁共振设备的优点基本上相应于局部线圈的优点,这些优点之前已详细阐述。在此提及的特征、优点或备选的实施方式也可以转移到磁共振设备。
附图说明
45.由以下描述的实施例并且根据附图得到本实用新型的另外的优点、特征和细节。彼此相应的部分在所有附图中配有相同的附图标记。其中:
46.图1示出具有局部线圈的磁共振设备;
47.图2示出具有多个缺口和刚性的壳体件的局部线圈;
48.图3示出借助超声波焊接建立的在局部线圈的包裹件的上侧和下侧之间的连接;
49.图4示出借助拉链建立的在局部线圈的包裹件的上侧和下侧之间的连接,拉链通过超声波焊接固定在包裹件上;
50.图5示出借助超声波焊接建立的在局部线圈的包裹件和刚性的壳体件之间的连接。
具体实施方式
51.图1示意性示出了一种磁共振设备10。磁共振设备10包括磁体单元11,所述磁体单元具有主磁体12,用于产生较强的且尤其在时间上恒定的主磁场 13。此外,磁共振设备10包括用于容纳患者15的患者容纳区域14。在当前的实施例中的患者容纳区域14柱形地构造,并且沿周向被磁体单元11柱形地包围。然而原则上,患者容纳区域14的与此不同的构造可随意设想。患者15可以借助磁共振设备10的患者支承装置16移动到患者容纳区域14中。患者支承装置16为此具有设计为可在患者容纳区域14中运动的患者台17。
52.磁体单元11此外具有用于产生磁场梯度的梯度线圈单元18,梯度线圈单元用于在成像期间进行位置编码。借助磁共振设备10的梯度控制单元19 来控制梯度线圈单元18。磁体单元18此外包括高频天线单元20,所述高频天线单元在当前的实施例中构造为固定集成到磁共振设备10中的体线圈。高频天线单元20设计用于激励在由主磁体12产生的主磁场13中出现的原子核。高频天线单元20被磁共振设备10的高频天线控制单元21控制,并且将高频磁共振序列辐射到检查空间中,检查空间基本上由磁共振设备10 的患者容纳区域14形成。高频天线单元20此外构造用于接收磁共振信号。
53.为了控制主磁体12、梯度控制单元19并且为了控制高频天线控制单元 21,磁体共振设备10具有系统控制单元22。系统控制单元22在中央控制磁共振设备10、例如实施预先确定的成像的梯度回波序列。
54.此外,磁共振设备10包括直接布置在患者15上的灵活的局部线圈100。局部线圈100包括至少一个磁共振天线并且构造用于利用至少一个磁共振天线接收磁共振信号。但也可想到的是,其如高频天线单元20那样也构造用于发送高频的磁共振序列。接收的磁共振信号被传输至高频天线控制单元 21。
55.此外,系统控制单元22包括未详细示出的评估单元,用于分析评估在磁共振检查期间检测到的磁共振信号。此外,磁共振设备10包括与系统控制单元22连接的用户界面23。控制信息、如成像参数以及重建的磁共振图像可以显示在用于医疗操作人员的用户界面23的显示单元24上、例如至少一个显示器上。此外,用户界面23具有输入单元25,借助输入单元可以在测量过程期间由医疗操作人员输入信息和/或参数。
56.图2以俯视图详细示出了用于和磁共振设备10一起使用的局部线圈 100。局部线圈100包括包裹件101,包裹件包围至少一个(在此未示出的)磁共振天线。包裹件包括多个借助超声波焊接产生的焊缝103、104、110。
57.局部线圈100此外包括四个缺口102。每个缺口具有边缘,其中,借助超声波焊接产生的焊缝103相应沿边缘延伸。
58.此外,局部线圈100包括刚性的壳体件108,局部线圈100的电气部件可以受保护地安置在壳体件中。包裹件101通过焊缝110与至少一个刚性的壳体件固定连接。
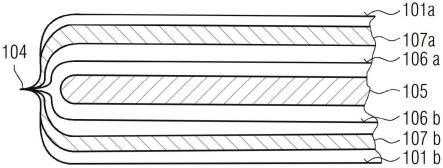
59.焊缝104沿局部线圈100的外部的边界延伸。图3所示的图2中的横截面视图iii-iii详细示出了焊缝和局部线圈100的结构。
60.局部线圈100通过包裹件向外被限定边界,其中,包裹件在此包括第一部件、上包裹层101a和第二部件、下包裹层101b。
61.局部线圈100包括天线层105作为中间层,天线层包括至少一个磁共振天线。天线层105可以例如包括由整体泡沫构成的薄的固定层,至少一个磁共振天线嵌入该固定层中。
62.天线层105没有与其他的层固定连接,从而其相对于包裹件是可移动的。由此有利地可以减小由于局部线圈100的变形可能出现的复位力。因此,局部线圈100可以更好地在患者15的身体上成形。
63.局部线圈100此外包括布置在天线层105上方的上滑动层106a和布置在天线层105下方的下滑动层106b。通过滑动层106a、106b的良好的滑动特性,天线层105可以相对于包裹层101a、101b特别容易地移动。
64.在上滑动层106a和上包裹层101a之间存在上衬垫层107a,并且在下滑动层106b和下包裹层101b之间存在下衬垫层107b。衬垫层107a、107b确保患者15感觉局部线圈100特别柔软和舒适。
65.包裹层101a、101b通过焊缝104与滑动层106a、106b和衬垫层107a、 107b固定连接。在图3所示的示例中,焊缝104向外指向。然而也可想到的是,焊缝104向内指向。例如,包裹层101a、101b连同固定焊接在其上的滑动层106a、106b以及衬垫层107a、107b可以在焊接在一起后(“从左到左”) 向内翻转。优选地,在引入内部部件之后,局部线圈100、例如天线层105 仅在敞开的部位上从外部被焊接。
66.图4示出了在图2中说明的横截面iv-iv。包裹件110通过焊缝110与刚性的壳体件108、衬垫层107和滑动层106固定连接。
67.在超声波焊接过程中,可以直接焊接多个层和/或不同的材料。例如形成具有紧密的接缝的带衬垫的外罩,如图3所示。天线层105在线圈的边缘区域中没有固定连接。天线层可以在外罩中自由滑动。由此,线圈变得非常灵活。通过衬垫棉,使局部线圈非常柔软并且起到与枕头类似的作用。
68.天线层105尤其可以随后通过包裹件101中的开口(例如用于带有电缆出口的壳体的留空部)被装入。如果天线层105通过敞开的侧面装入包裹件 101中,那么包裹件可以随后通过超声波焊接被再次闭合,并且在已经装入天线层105之后可以通过例如圆形的超声波振荡器,在灵活的局部线圈101 中实现缺口102。
69.如图4所示,同样可以将外罩直接焊接在壳体件上(例如中心抽头)。在此直接实现密封件。缺口102有助于避免可能积聚在患者上的热量,并且患者能够接近(例如电极)。超声波焊接的接缝从至少2毫米的宽度开始是特别气密封和水密封的。
70.此外,由塑料或防水条或绳制成的焊接框架可以焊接到外罩上,该焊接框架随后可以夹紧到壳体件中,并且因此能够实现将外罩连接至壳体件。
71.图5示出了一个实施方式,其中,上包裹层101a和下包裹层101b没有如图3中那样直接通过焊缝104连接。而是,拉链的第一部分111a焊接在上包裹层101a上,并且拉链的第
二部分111b焊接在下包裹层101b上。通过打开和关闭拉链,上包裹层101a和下包裹层101b可以彼此可松脱地连接。
72.与热接合工艺相比,超声波焊接工艺更容易集成到电子制造环境中,在热接合工艺中,该环境受到更高和全表面的热输入的影响,但电子设备也可能被损坏。相反地,超声波焊接有针对性地引入用于焊接材料的热量,并且不仅可以产生所谓的连续接缝(例如通过滚焊),而且还可以产生单独的几何形状。在此可以在一个步骤中进行焊接,并且立即切割材料。这种由超声波焊接产生的切边由于引入的温度,在切割时同时被密封,并且防止磨损。最大10mm的接缝宽度在连续焊接中是特别有利的。在该宽度内,焊接区域可以被压印为平坦的、滚花的,并且可以在用户专属的形状、例如商标、图案、公司名称等中被压印,并且可以实施切割。
73.除了连续焊接以外例如也可以通过借助平行引导将超声波振荡器压到工件上来产生超声波焊接。在此,可根据材料组合调节超声波振荡的压力和振幅。在超声波振荡器中能够实现不同的几何形状,其可以包含不同的宽度、图案以及切割区域。利用超声波振荡器同样可以不仅使纺织品类的材料相互焊接,而且还将纺织品焊接在框架部件和/或塑料部件上。这具有以下优点,即实现从外罩到壳体的紧密的过渡。
74.最后再次指出,以上详细描述的局部线圈和磁共振设备仅仅是实施例,本领域技术人员可以在不脱离本实用新型的范围的情况下以不同的方式对其进行修改。此外,不定冠词“一个”或“一”的使用并不排除相关的特征也可以多次出现。同样,术语“单元”不排除相关的部件由多个共同作用的子部件构成,这些子部件必要时也可能分布在空间中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1