一种扭剪型螺栓紧固装置、扭剪扳手及轴力检测设备的制作方法
1.本技术涉及螺栓连接副紧固轴力检测的技术领域,尤其是涉及一种扭剪型螺栓紧固装置及轴力检测设备。
背景技术:
2.扭剪型高强度螺栓的末尾自带梅花头,该螺栓的使用需要用到对应的扭剪扳手,将螺母拧到螺栓上面后,将扭剪扳手套在螺栓末端,螺栓的梅花头嵌入到扭剪扳手内筒的梅花槽内,外筒与螺母进行配合,通过扭剪扳手的内筒和外筒的反向转动将螺母拧紧并将螺栓的梅花头拧断,完成扭剪型高强度螺栓的安装。
3.由于扭剪型高强度螺栓的使用过程需要将梅花头进行扭断,所以生产出的扭剪型高强度螺栓需要进行轴力检测试验,来检测将梅花头扭断所需的轴力大小,看所生产的螺栓是否符合规格。
4.进行上述轴力检测一般用到扭剪型高强度螺栓轴力检测设备,轴力检测设备一般包括用于固定螺栓并让螺母与之抵紧的固定装置、扭剪扳手,扭剪扳手设置在固定装置一端,在螺栓固定在固定装置上、且将螺母套在螺栓上后,移动扭剪扳手,使梅花头位于内筒里,外筒对螺母进行套接,通过扭剪扳手将梅花头拧断并通过传感器记录数值。
5.整体过程中,认为干预流程较多。对不同尺寸的螺栓进行实验时,需要对扭剪扳手的内筒进行适配更换;对不同尺寸的螺母进行实验时,需要对扭剪扳手的外筒进行适配更换。而且需要人为判断梅花头是否拧断,梅花头拧断后,还需要手动进行扭剪扳手的外筒反转来拆掉螺母,拧断的梅花头也会位于内筒中,需要进行人为取出。整体上会大幅度降低检测效率,其中更换扭剪扳手的外筒更为费时。
技术实现要素:
6.由于扭剪型高强度螺栓轴力检测过程人工操作过程较多,且更换扭剪扳手的外筒效率较低,进而导致扭剪型高强度螺栓轴力检测效率低。为了改善上述缺陷,本技术提供一种扭剪型螺栓紧固装置及轴力检测设备。
7.本技术提供的一种扭剪型螺栓紧固装置及轴力检测设备包括如下技术方案:
8.一种扭剪型螺栓紧固装置,其特征在于:包括固定环和固定杆;
9.所述固定杆为多个,将所述固定环外侧壁贯穿并与所述固定环滑移连接;
10.所述固定杆位于所述固定环所围空间内的一端均朝向所述固定环中心设置;
11.所述固定环设置有带动所述固定杆同时进行滑移的收缩装置。
12.通过采用上述技术方案,固定装置移动到对应螺母的位置后,收缩装置带动固定杆一同向内滑移,使固定杆将螺母外壁抵紧,有效的对不同尺寸的螺母进行紧固,提高了对螺母进行紧固的效率。
13.可选的,多个所述固定杆以所述固定环中心为中心呈圆周均布。
14.通过采用上述技术方案,固定杆的圆周均布有效的提高了对螺母的紧固效果,使
固定杆所受到的压力进行较为均匀的分布,提高了紧固装置整体的使用寿命和使用效果。
15.可选的,相邻的两个所述固定杆之间所组成的夹角在3
°
~65
°
的范围内。
16.通过采用上述技术方案,固定杆的间距对固定杆的数量进行了限制,至少通过六根固定杆对螺母进行固定,提高了对螺母进行紧固的效果。
17.一种应用扭剪型螺栓紧固装置的扭剪扳手,其包括上述的扭剪型螺栓紧固装置。
18.通过采用上述技术方案,将紧固装置安装在扭剪扳手上,有效的减少了外筒对于不同尺寸螺母的更换,提高了检测效率。
19.可选的,包括外筒和内筒;
20.所述外筒将所述内筒进行包裹,所述外筒和所述内筒同轴设置;
21.所述扭剪扳手带动所述外筒和所述内筒进行同轴反转;
22.所述内筒开设有用于对螺栓的梅花头进行固定的梅花槽;
23.所述固定环安装在所述外筒上且中心轴线与所述外筒的中心轴线共线。
24.通过采用上述技术方案,固定环在外筒上进行安装,且与外筒的中心轴线共线设置,固定杆将螺母顶紧后,外筒带动固定环一同转动,进而带动螺母进行转动,提高了螺栓轴力检测的效率。
25.可选的,所述梅花槽内设置有弹簧顶针,所述弹簧顶针处于自然状态时能够将所述梅花槽内的螺栓梅花头顶出。
26.通过采用上述技术方案,在螺栓梅花头被拧断后,梅花头仍嵌在梅花槽内,在螺栓与扭剪扳手分离后,顶针将梅花头顶出,完成梅花头的自动拆卸,减少了人工操作,进一步提高了螺栓轴力检测的效率。
27.可选的,所述扭剪扳手至少设置有对所述内筒的转速进行监测的转速传感器。
28.通过采用上述技术方案,转速传感器对内筒的转速进行监测,在实际转速等于额定转速时,代表将梅花头拧断,进而停止内筒和外筒的转动,实现了梅花头拧断的状态监测,使试验数据更加精准。
29.可选的,所述固定杆设置有对自身所承受的压力进行测量的压力传感器。
30.通过采用上述技术方案,压力传感器能够对固定杆所受的压力进行监测,进而对螺母顶紧的状态进行判断,使螺栓轴力检测的过程更加自动化,减少了人工操作,提高了螺栓轴力检测的效率。
31.可选的,所述收缩装置包括动力源和收缩筒;
32.所述收缩筒为喇叭状;
33.所述固定杆外端与所述收缩筒内壁抵接;
34.所述动力源设置在所述扭剪扳手上,用于带动所述收缩筒移动。
35.通过采用上述技术方案,动力源带动收缩筒移动,收缩筒通过渐缩的内壁使固定杆一同滑移,进而将螺母顶紧固定。
36.一种带有扭剪型螺栓紧固装置的轴力检测设备,包括上述的扭剪扳手。
37.通过采用上述技术方案,带有紧固装置的扭剪扳手在轴力检测设备上进行使用后,省去了更换外筒的步骤,同时通过传感器的设置实现了各个状态的自动监测,减少了人为判断操作的过程,使螺栓轴力检测更加自动化,提高了螺栓轴力检测的效率。
38.综上所述,本技术包括以下至少一种有益技术效果:
39.固定环为固定杆提供了滑移轨道和滑移空间,并在收缩装置的作用下带动固定杆进行收缩,进而能够对不同尺寸的螺母进行紧固,在确保对螺母进行紧固的前提下,减少了对不同尺寸螺母进行紧固时更换对应套筒的流程,提高了螺栓轴力检测的效率;
40.转速传感器的设置有效的对内筒的转速进行监测,当内筒的实际转速与额定转速相同时,即说明将梅花头拧断,停止对螺栓轴力的检测,使实验数据更加准确,减少了人工判断梅花头拧断状态时的拆卸操作,使整体流程更加自动化,提高了螺栓轴力检测的效率。
附图说明
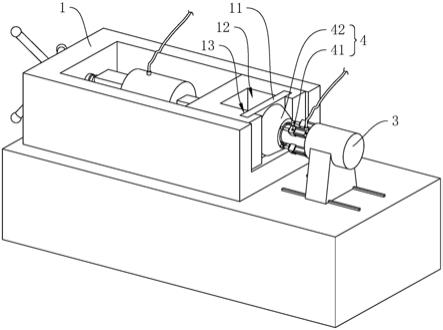
41.图1是本技术实施例1的结构示意图;
42.图2是本技术实施例1为显示扭剪扳手的局部剖视图;
43.图3是本技术实施例1为显示图2中a部分紧固装置的放大图;
44.图4是本技术实施例2为显示扭剪扳手的局部剖视图;
45.图5是本技术实施例2为显示图4中b部分复位弹簧的放大图。
46.图中,1、固定装置;11、插接板;12、安装槽;13、插接槽;2、紧固装置;21、固定环;22、固定杆;221、压力传感器;222、挡板;23、复位弹簧;3、扭剪扳手;31、内筒;311、梅花槽;312、弹簧顶针;313、转速传感器;32、外筒;4、收缩装置;41、动力源;42、收缩筒。
具体实施方式
47.以下结合附图1-5对本技术作进一步详细说明。
48.本技术实施例公开一种扭剪型螺栓紧固装置及轴力检测设备。
49.实施例1;
50.参考图1和图2,扭剪型螺栓紧固装置及轴力检测设备包括固定装置1、扭剪扳手3和紧固装置2。固定装置1用于对高强度扭剪型螺栓(以下简称螺栓)进行紧固,扭剪扳手3沿固定装置1所固定的螺栓轴线方向滑移设置在固定装置1的底座上,用于对螺栓进行轴力检测。紧固装置2设置在扭剪扳手3上,用于对不同尺寸的螺母进行紧固并带着螺母进行转动。
51.将螺栓固定在固定装置1上后,推动扭剪扳手3,使螺栓的螺栓头位于扭剪扳手3的对应位置,通过扭剪扳手3和紧固装置2一同对螺栓的轴力进行检测,通过紧固装置2来实现对不同尺寸的螺母进行紧固,减少了以往更换套筒的步骤,提高了螺栓轴力检测的效率。
52.参考图2,固定装置1还包括有插接板11,固定装置1朝向扭剪扳手3的一侧开设有上开口的安装槽12,安装槽12相对的侧壁竖直开设有上开口的插接槽13,插接板11同时插接在两个插接槽13内。插接板11中间位置开设有供螺栓水平穿过的孔,螺栓头部分位于安装槽12内,螺栓的梅花头穿过插接板11后位于安装槽12外并朝向扭剪扳手3设置。插接板11除插入安装槽12内的部分呈朝向扭剪扳手3渐缩的圆台状壳体,插接板11供螺栓穿过的孔位于圆台端面的中间位置。
53.参考图2,扭剪扳手3朝向安装槽12的一端转动连接有内筒31和外筒32,外筒32将内筒31进行包围且与内筒31进行同轴反转。内筒31的中心轴线与安装在插接板11上的螺栓中心轴线共线,内筒31朝向螺栓的端面开设有供螺栓的梅花头伸入的梅花槽311。梅花槽311朝向自身开口位置的内壁中间位置设置有弹簧顶针312,弹簧顶针312处于自然状态时位于接近梅花槽311开口的位置。紧固装置2设置在外筒32上,用于对不同尺寸的螺母进行
紧固。扭剪扳手3内设置有对内筒31的转速进行监测的转速传感器313。
54.将螺栓插入到插接板11的孔内,并将螺母进行预安装,再将插接板11插接在对应的插接槽13内,将插接板11与固定装置1进行固定,再使扭剪扳手3向插接板11移动,螺栓的梅花头位于梅花槽311内并将弹簧顶针312进行压缩,通过紧固装置2对螺栓的螺母进行紧固,扭剪扳手3使内筒31和外筒32进行反向转动,在螺母拧紧后继续转动将螺栓的梅花头拧断。通过紧固装置2的设置实现了对不同尺寸的螺母进行紧固,省去了更换与螺母配套的套筒的步骤,提高了螺栓轴力检测的效率。
55.当转速传感器313的所测的转速与额定转速相同时,说明螺栓的梅花头扭断,对数据进行自动记录后,外筒32进行与之前转向相反的转动,功率增加一倍,使螺母与螺栓分离。在螺母与螺栓分离的过程中,被拧断的梅花头被弹簧顶针312从梅花槽311内顶出落下,整个过程中,即减少了人工判断螺栓的梅花头拧断的状态流程,也减少了人工将残留在梅花槽311内的梅花头取出的流程,配合转速传感器313对状态的识别,提高了自动化程度,提高了螺栓轴力检测的效率。
56.参考图2和图3,紧固装置2包括固定环21和固定杆22,固定环21端面与外筒32背离扭剪扳手3的端面焊接固定,固定杆22为多个,固定杆22依次将固定环21的圆周外壁和圆周内壁贯穿并与固定环21滑移连接,相邻固定杆22之间的间距相等且均朝向固定环21的中心设置。相邻固定杆22所形成的夹角为3
°
~65
°
,既固定环21上至少有6根固定杆22。固定杆22远离固定环21中心的一端固定连接有压力传感器221,扭剪扳手3还设有使固定杆22同时向内滑移的收缩装置4。
57.通过收缩装置4使固定杆22一同向固定环21内滑移,进而将螺母周向外壁进行顶紧,实现对不同尺寸螺母的紧固,提高了对不同尺寸螺母进行固定的效率。固定杆22的分布和所成夹角的限制要求,确保了螺母周向外壁的每个端面上都有固定杆22与之抵紧,提高了对螺母紧固的效果和牢固性。通过固定杆22上的压力传感器221来判断对螺母顶紧的状态,使设备更加自动化,提高了螺栓轴力检测的效率。
58.参考图2和图3,收缩装置4包括动力源41和收缩筒42。动力源41为具有推动收缩能力的液压缸、气压缸等工具,本实施例为液压缸。动力源41设置在扭转扳手朝向插接板11的侧壁上,动力源41为多个且以内筒31的中心轴线呈圆周均布。动力源41的伸缩方向平行于内筒31的中心轴线。收缩筒42为朝向安装槽12渐扩的喇叭状壳体,收缩筒42直径较小的一端与动力源41的活塞杆端面固定连接,收缩筒42的中心轴线与内筒31的中心轴线共线,收缩筒42将固定杆22进行包围设置,压力传感器221背离固定杆22的一端与收缩筒42的内壁抵接。
59.动力源41的活塞杆一同移动带动收缩筒42向远离扭剪扳手3的方向移动,收缩筒42通过内壁的倾斜面使固定杆22一同等距向固定环21中心滑移,固定杆22与螺母抵接后再进行压紧,完成对螺母的固定。通过压力传感器221来确定对螺母的顶紧状态,在压力传感器221所测压力达到指定数值时,动力源41停止运动,使固定杆22保持在将螺母紧固的状态。通过收缩筒42实现了将固定杆22同时等距向内滑移的功能,提高了螺栓轴力检测的效率。
60.本技术实施例1的实施原理为:将螺栓固定在插接板11上并将插接板11插入到插接槽13内后,使螺栓向内筒31移动,梅花头嵌入到梅花槽311内,动力源41带动收缩筒42移
动,通过收缩筒42的移动带动固定杆22向内滑移,进而将螺母顶紧固定,在压力传感器221监测的数值达到后,动力源41停止,固定杆22锁定在将螺母紧固的状态。扭剪扳手3带动内筒31和外筒32进行反向转动,将螺母拧紧后继续转动,直到将螺栓的梅花头拧断。此时转速传感器313监测的内筒31实际转速与额定转速相等,判定螺栓的梅花头拧断,使外筒32反转,将螺母进行拆卸,在螺栓远离的过程中,弹簧顶针312将梅花头从梅花槽311内顶出,使螺栓的轴力检测更加自动化,提高了螺栓轴力检测的效率。
61.实施例2;
62.本实施例中与实施例1相同部分参考实施例1。
63.参考图4和图5,本实施例与实施例1的不同之处在于:固定杆22位于固定环21和收缩筒42之间的部分固设有挡板222,固定杆22位于挡板222和固定环21之间的部分套设有复位弹簧23,复位弹簧23的一端与挡板222固定连接,另一端与固定环21固定连接,复位弹簧23处于自然状态时,固定杆22仍与固定环21抵接滑移。
64.本技术实施例2的实施原理与实施例1的不同之处在于:复位弹簧23使固定杆22始终将压力传感器221向收缩筒42内壁顶紧,在动力源41带动收缩筒42复位的过程中,固定杆22也能够实现自动复位,提高了固定杆22使用的便利性,提高了固定杆22对螺母的固定效果。
65.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1