一种燃气轮机压气机叶片现场原位超声检测用工装的制作方法
1.本实用新型属于超声检测领域,具体涉及一种燃气轮机压气机叶片现场原位超声检测用工装。
背景技术:
2.燃气轮机压气机叶片是实现对进入压气机的空气进行压缩做工的核心工作部件,在实际运行中往往承受着高应力、振动、腐蚀等恶劣条件,其运行安全性对燃气轮机有着很大的影响。特别是国内燃气轮机机组已发生多次由于压气机叶片断裂所导致的严重事故,因此对压气机叶片进行全面细致有效的超声检测尤为重要。
3.目前燃气轮机压气机叶片超声检测主要是在电厂检修现场,有时候甚至是在临停不揭压气机缸体的情况下进行检测。由于压气机叶片外形复杂且带有扭转结构,在现场实施超声检测时,特别是要进行压气机叶片全叶身超声检测时,叶身不可达部位的检测往往成为难题,采用手工检测就算勉强能接触到待检测部位,但也会由于探头耦合不好、定位不准等问题不可避免的造成检测可靠性和灵敏度下降的情况。因此,开发适用于燃气轮机压气机叶片现场原位超声检测的工装是非常必要的。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种燃气轮机压气机叶片现场原位超声检测用工装,对压气机全叶身进行稳定可靠的检测,并对叶身手动检测不可达部位进行检测,实现对压气机叶片全叶身的高效可靠检测,确保压气机叶片安全稳定工作,避免因压气机叶片故障导致燃气轮机的安全事故。
5.本实用新型采用如下技术方案来实现的:
6.一种燃气轮机压气机叶片现场原位超声检测用工装,包括基座、探头夹持装置、导向销、编码器、测距模块和操纵杆;
7.基座包括永磁体和齿形导轨,永磁体的外形为回字形,用于与被检叶片表面直接作用,齿形导轨嵌入永磁体的回字形后侧长边上,基座回字形的前后内侧面加工有凹槽,探头夹持装置通过前后的导向销分别与之配合,并能够顺着凹槽往复滑动;
8.探头夹持装置后侧面接有编码器,前侧面接有测距模块,编码器通过齿轮与齿形导轨啮合,以记录超声探头横向滑动的距离和相对位置,操纵杆通过可360
°
旋转的连接头与探头夹持装置相连接,通过操纵杆能够实现超声探头的横向扫查。
9.本实用新型进一步的改进在于,永磁体由2条长边和2条短边组成,长边垂直于压气机叶片叶身方向,短边平行于压气机叶片叶身方向,长边宽度不小于30mm,短边宽度不大于10mm。
10.本实用新型进一步的改进在于,永磁体为柔性磁体,能够稳定吸附在不同表面曲率的压气机叶片上。
11.本实用新型进一步的改进在于,齿形导轨的基体为软塑料,齿面为硬塑料,整体能
够随永磁体的变化而变化。
12.本实用新型进一步的改进在于,探头夹持装置的左右侧面各加工有1个通孔,通孔轴线方向平行于侧表面,用于在超声检测过程中注入耦合剂。
13.本实用新型进一步的改进在于,探头夹持装置的左侧面加工有2个螺纹孔,螺纹孔轴线方向垂直于侧面表面,2个螺纹孔在同一水平位置,用于固定超声检测探头。
14.本实用新型进一步的改进在于,测距模块为激光测距,测距范围在10mm~1000mm之间,测量分辨率小于1mm,用于测量超声探头前沿与压气机叶片叶根平台的距离。
15.本实用新型进一步的改进在于,编码器和测距模块均通过连接线接到位置和距离记录装置上,从而直观读出探头所在横向位置和距压气机叶片叶根平台的纵向距离。
16.本实用新型至少具有如下有益的技术效果:
17.本实用新型由基座、探头夹持装置、导向销、编码器、测距模块、操纵杆等组成。基座通过柔性磁体磁吸方式固定在被检叶片表面,可适应不同曲率的叶片表面,保证工装稳定的固定在被检叶片表面;通过编码器和测距模块可实现对超声探头横向扫查位置和纵向位置的实时定位;通过在探头夹持装置上设置耦合剂注入孔,并与底座回字形永磁体组成封闭空间,使耦合剂不容易流出基座,有利于提高检测效率、改善探头耦合条件。
附图说明
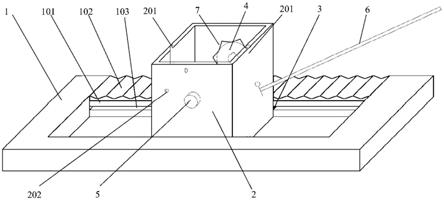
18.图1为本实用新型一种燃气轮机压气机叶片现场原位超声检测用工装结构示意图。
19.附图标记说明:
20.1-基座,101-永磁体,102-齿形导轨,103-凹槽,2-探头夹持装置,201-通孔,202-螺纹孔,3-导向销,4-编码器,5-测距模块,6-操纵杆,7-齿轮。
具体实施方式
21.以下结合附图对本实用新型做出进一步的说明。
22.参照图1,本实用新型提供的一种燃气轮机压气机叶片现场原位超声检测用工装,其特征在于,包括基座1、探头夹持装置2、导向销3、编码器4、测距模块5和操纵杆6。
23.基座1包括永磁体101和齿形导轨102,永磁体101的外形为回字形,与被检叶片表面直接作用。
24.永磁体101由2条长边和2条短边组成,长边垂直于压气机叶片叶身方向,短边平行于压气机叶片叶身方向,长边宽度不应小于30mm,短边宽度不应大于10mm,齿形导轨102嵌入永磁体101的回字形后侧长边上。
25.永磁体101为柔性磁体,可稳定吸附在不同表面曲率的压气机叶片上,齿形导轨102的基体为软塑料,齿面为硬塑料,整体可随永磁体101的变化而变化。
26.基座1回字形的前后内侧面加工有凹槽103,探头夹持装置(2)通过前后的导向销(3)分别与之配合,并可顺着凹槽103往复滑动。
27.探头夹持装置2后侧面接有编码器4,前侧面接有测距模块5,编码器4通过齿轮7与齿形导轨102啮合,以记录超声探头横向滑动的距离和相对位置。
28.探头夹持装置2的左右侧面各加工有1个通孔201,通孔201轴线方向平行于侧表
面,用于在超声检测过程中注入耦合剂。
29.探头夹持装置2的左侧面加工有2个螺纹孔202,螺纹孔202轴线方向垂直于侧面表面,2个螺纹孔202在同一水平位置,用于固定超声检测探头。
30.测距模块5为激光测距,测距范围在10mm~1000mm之间,测量分辨率小于1mm,用于测量超声探头前沿与压气机叶片叶根平台的距离。
31.编码器4和测距模块5均通过连接线接到位置和距离记录装置上,从而直观读出探头所在横向位置和距压气机叶片叶根平台的纵向距离。
32.操纵杆6通过可360
°
旋转的连接头与探头夹持装置2相连接,通过操纵杆6可实现超声探头的横向扫查。操纵杆6宜选择可任意弯曲并确定方向的鹅颈管。
33.参见图1,对本实用新型作进一步的说明:
34.将工装通过基座1吸附在压气机叶片叶身表面,由于基座1为柔性永磁体,可随压气机叶片表面曲率的变化而变化,保证了工装与压气机叶片叶身的稳定固定。操纵杆6与探头夹持装置2连接并使探头沿叶身进行横向扫查(即沿凹槽103进行扫查),在扫查过程中通过探头夹持装置2侧面的通孔201源源不断的注入耦合剂,保证检测过程中保持良好的耦合。编码器4通过齿轮7与齿形导轨102啮合,实时记录探头的横向扫查位置,测距模块5测量探头前沿距叶根平台的距离,实时定位探头的纵向距离。在一道横向扫查完毕后,将基座1从压气机叶片叶身上取下,通过测距模块5定位下一道横向扫查的位置,并将工装再次通过磁吸方式固定在压气机叶片叶身表面,进行下一道横向扫查。
35.上述实施例只为说明本实用新型的技术构思和特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1