一种玻璃在线检测装置的制作方法
1.本实用新型涉及玻璃检测技术领域,特别涉及一种玻璃在线检测装置。
背景技术:
2.现有的玻璃测量装置需要采用人工直接把需要测量的玻璃搬进工作台内,然后进行定位后,才能进行加工。中国专利cn2018216570210一种玻璃加工装置,通过借用龙门加工中心的结构,同时具备3个上料位置,使机床更具人性化,提高了加工效率。但是,3个上料位置均是通过人工上料,人工上料的方式除对玻璃上料方位有限制外,还不能对玻璃进行快速自动定位,或定位不精确,其对玻璃尺寸测量不具备智能性和方便性。
技术实现要素:
3.本实用新型的目的是提供一种玻璃在线检测装置,具有自动化程度高,定位精确性好,人工劳动强度小、工作效率高的优点。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种玻璃在线检测装置,包括用于对玻璃进行尺寸测量的检测装置和用于对玻璃进行输送和定位的自动定位装置,所述检测装置包括用于测量横向尺寸的横向尺寸检测装置和用于测量纵向尺寸的纵向尺寸检测装置,所述自动定位装置包括用于驱动玻璃进行定位的横向输送装置和纵向输送装置、用于对玻璃进行定位的横向定位块和纵向定位块,所述横向定位块和纵向定位块与玻璃接触的面上均设有压力传感器,所述横向定位块位于横向输送装置的末端,所述纵向定位块位于纵向输送装置的末端。
6.通过采用上述技术方案,自动定位装置中的横向输送装置和纵向输送装置分别从横向和纵向对玻璃进行输送,直至玻璃与横向定位块和纵向定位块上的压力传感器接触,从而实现横向和纵向自动定位,自动化程度高,定位精确性好,通过压力传感器发出的压力信息启动检测装置中的横向尺寸检测装置和纵向尺寸检测装置对玻璃进行横向和纵向尺寸检测,检测完成后,横向输送装置或者纵向输送装置将玻璃输送离开检测点,再对下一块玻璃进行横向和纵向定位,如此往复,以实现连续在线自动检测,人工劳动强度小,检测效率高。
7.本实用新型的进一步设置为:所述横向尺寸检测装置和纵向尺寸检测装置的结构相同,均包括与信号转换装置连接的测量头,所述测量头通过滑块与滑轨滑动连接,所述滑块与测量同步带固定连接,所述测量同步带由测量驱动电机驱动。
8.通过采用上述技术方案,启动测量驱动电机,使得横向尺寸检测装置和纵向尺寸检测装置中的测量同步带运动来带动滑块沿滑轨移动,测量头向玻璃慢慢靠近直至与玻璃接触,将测的位置信息传递给信号转换装置,信号转换将至将位置信息转换为玻璃的尺寸信息,然后把玻璃的尺寸发到标签打印机,标签打印机打出标签后贴在玻璃上面。
9.本实用新型的进一步设置为:所述横向输送装置包括多组平行设置的同步带,各所述同步带分别由同步带轮和张紧轮张紧,各同步带还分别通过张紧轮驱动,各张紧轮均
与驱动辊键连接,所述驱动辊通过驱动辊支架固定在升降机构上,所述驱动辊与驱动辊支架转动连接,所述驱动辊的一端还与输送驱动电机的输出轴连接。
10.通过采用上述技术方案,横向输送装置用于横向输送玻璃,同步带运动时,带动承载在同步带上表面的玻璃进行运动,从而实现横向输送玻璃,升降机构可以用于调整横向输送装置的高度,实现横向输送装置和纵向输送装置的工作切换,当升降机构上升时横向输送装置开始工作,玻璃只与横向输送装置接触,升降机构下降时纵向输送装置开始工作,玻璃只与纵向输送装置接触,横向和纵向输送切换过程简单、操作方便,且可以根据需要从横向位置上料或者从纵向位置上料,通用性好、工作效率高。
11.本实用新型的进一步设置为:所述纵向输送装置包括多组水平平行设置的滚轮轴,各滚轮轴均通过轴承座固定在机架上,各所述滚轮轴上均安装多个滚轮,各滚轮轴的同一端均设有齿轮一,所述齿轮一均与驱动轴上的齿轮二啮合,所述驱动轴的两端均通过轴承座固定在机架上,所述驱动轴的一端与驱动轴电机的输出轴连接。
12.通过采用上述技术方案,驱动轴电机驱动驱动轴旋转,驱动轴旋转带动齿轮二旋转,齿轮二旋转带动与其啮合的齿轮一旋转,齿轮一旋转带动滚轮轴旋转,滚轮轴旋转带动滚轮旋转,滚轮旋转带动承载在滚轮上的玻璃纵向移动,从而实现纵向输送玻璃。
13.本实用新型的进一步设置为:所述升降机构包括升降板和升降气缸,所述升降气缸固定在机架上,所述升降板与升降气缸的伸缩轴连接,所述升降板的底部固定设有多个垂直的导向杆,各导向杆分别与固定在机架上的导向套滑动连接。
14.通过采用上述技术方案,升降气缸伸缩轴伸出,升降板垂直上升,将安装在升降板上的横向输送装置顶起,实现横向输送,升降气缸伸缩轴收缩,升降板垂直下降,使得安装在升降板上的横向输送装置高度低于纵向输送装置,实现纵向输送,升降机构的原理及结构简单,易于安装维护,效果好、成本低。
15.本实用新型的进一步设置为:所述同步带的底部设有支撑部,所述支撑部与机架固定连接。
16.通过采用上述技术方案,支撑部用于对同步带进行支撑,保证同步带在输送玻璃时不会变形,大大提高了横向同步带的使用寿命和输送的可靠性。
17.本实用新型的有益效果是:
18.1.本实用新型通过横向输送装置和纵向输送装置分别从横向和纵向对玻璃进行输送,直至玻璃与横向定位块和纵向定位块上的压力传感器接触,从而实现横向和纵向自动定位,自动化程度高,定位精确性好,通过压力传感器发出的压力信息启动检测装置中的横向尺寸检测装置和纵向尺寸检测装置对玻璃进行横向和纵向尺寸检测,检测完成后,横向输送装置或者纵向输送装置将玻璃输送离开检测点,再对下一块玻璃进行横向和纵向定位,如此往复,以实现连续在线自动检测,人工劳动强度小,检测效率高。
19.2.本实用新型通过升降机构来调整横向输送装置的高度,实现横向输送装置和纵向输送装置的工作切换,当升降机构上升时横向输送装置开始工作,玻璃只与横向输送装置接触,升降机构下降时纵向输送装置开始工作,玻璃只与纵向输送装置接触,横向和纵向输送切换过程简单、操作方便,且可以根据需要从横向位置上料或者从纵向位置上料,通用性好、工作效率高。
20.3.本实用新型通过在同步带的底部设置支撑部,通过支撑部对同步带进行支撑,
保证同步带在输送玻璃时不会变形,大大提高了横向同步带的使用寿命和输送的可靠性。
附图说明
21.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
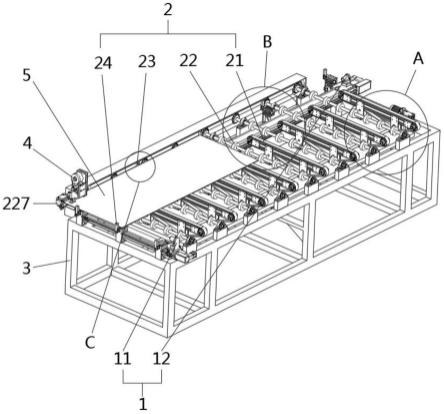
22.图1是本实用新型一种玻璃在线检测装置的整体结构示意图。
23.图2是图1中a的局部放大示意图。
24.图3是图1中b的局部放大示意图。
25.图4是图1中c的局部放大示意图。
26.图5是本实用新型一种玻璃在线检测装置中检测装置的安装结构示意图。
27.图6是本实用新型一种玻璃在线检测装置中升降机构的结构示意图。
28.图中,1、检测装置;11、横向尺寸检测装置;12、纵向尺寸检测装置;13、测量头;14、滑块;15、滑轨;16、测量同步带;17、测量驱动电机;2、自动定位装置;21、横向输送装置;211、同步带;212、同步带轮;213、张紧轮;214、驱动辊;215、驱动辊支架;217、输送驱动电机;22、纵向输送装置;221、滚轮轴;222、轴承座;223、滚轮;224、齿轮一; 225、驱动轴;226、齿轮二;227、驱动轴电机;23、横向定位块;24、纵向定位块;26、升降机构;261、升降板;262、升降气缸;263、导向杆;264、导向套;28、压力传感器;29、支撑部;3、机架;4、标签打印机;5、玻璃。
具体实施方式
29.下面将结合具体实施例对本实用新型的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.参照图1,一种玻璃在线检测装置,包括用于对玻璃进行尺寸测量的检测装置1和用于对玻璃进行输送和定位的自动定位装置2,所述检测装置1包括用于测量横向尺寸的横向尺寸检测装置11和用于测量纵向尺寸的纵向尺寸检测装置12,所述自动定位装置2包括用于驱动玻璃进行定位的横向输送装置21和纵向输送装置22、用于对玻璃进行定位的横向定位块23和纵向定位块24,所述横向定位块23和纵向定位块24与玻璃接触的面上均设有压力传感器28(如图4 所示),所述横向定位块23位于横向输送装置21的末端,所述纵向定位块24位于纵向输送装置22的末端,自动定位装置2中的横向输送装置21和纵向输送装置22分别从横向和纵向对玻璃 5进行输送,使得玻璃5与横向定位块23和纵向定位块24上的压力传感器28接触,从而实现横向和纵向自动定位,自动化程度高,定位精确性好,检测装置1根据接收到压力传感器28发出的压力信息进行启动,控制横向尺寸检测装置11和纵向尺寸检测装置12对玻璃进行横向和纵向尺寸检测,检测完成后,横向输送装置21或者纵向输送装置22将玻璃5输送离开检测点,再对下一块玻璃5进行横向和纵向定位,如此往复,以实现连续在线检测,人工劳动强度小,检测效率高。
31.进一步的,参照图5,所述横向尺寸检测装置11和纵向尺寸检测装置12的结构相同,均包括与信号转换装置连接的测量头13,所述测量头13通过滑块14与滑轨15滑动连接,所述滑块 14与测量同步带16固定连接,所述测量同步带16由测量驱动电机17驱动,启动测量驱动电机 17,使得横向尺寸检测装置11和纵向尺寸检测装置12中的测量同步带16运动来带动滑块14沿滑轨15移动,测量头13向玻璃5慢慢靠近直至与玻璃接触,然后将测的位置信息传递给信号转换装置,信号转换将至将位置信息转换为玻璃5的尺寸信息,然后把玻璃5的尺寸发到标签打印机4,标签打印机4打出标签后贴在玻璃5的上面。
32.进一步的,参照图1和图2,所述横向输送装置21包括多组平行设置的同步带211,各所述同步带211分别由同步带轮212和张紧轮213张紧,各同步带211还分别通过张紧轮213 驱动,各张紧轮213均与驱动辊214键连接,所述驱动辊214通过驱动辊支架215固定在升降机构26上,所述驱动辊214与驱动辊支架215转动连接,所述驱动辊214的一端还与输送驱动电机217的输出轴连接,横向输送装置21用于横向输送玻璃5,同步带211运动时,带动承载在同步带211上表面的玻璃5进行运动,从而实现横向输送玻璃5,升降机构26可以用于调整横向输送装置21的高度,实现横向输送装置21和纵向输送装置22的工作切换,当升降机构26上升时横向输送装置21开始工作,玻璃5只与横向输送装置21接触,升降机构 26下降时纵向输送装置22开始工作,玻璃5只与纵向输送装置22接触,横向和纵向输送切换过程简单、操作方便,且可以根据需要从横向位置上料或者从纵向位置上料,通用性好、工作效率高。
33.进一步的,参照图1和图3,所述纵向输送装置22包括多组水平平行设置的滚轮轴221,各滚轮轴221均通过轴承座222固定在机架3上,各所述滚轮轴221上均安装多个滚轮223,各滚轮轴221的同一端均设有齿轮一224,所述齿轮一224均与驱动轴225上的齿轮二226啮合,所述驱动轴225的两端均通过轴承座固定在机架3上,所述驱动轴225的一端与驱动轴电机227的输出轴连接,驱动轴电机227驱动驱动轴225旋转,驱动轴225旋转带动齿轮二226旋转,齿轮二226 旋转带动与其啮合的齿轮一224旋转,齿轮一224旋转带动滚轮轴221旋转,滚轮轴221旋转带动滚轮223旋转,滚轮223旋转带动承载在滚轮223上的玻璃5纵向移动,从而实现纵向输送玻璃。
34.进一步的,参照图6,所述升降机构26包括升降板261和升降气缸262,所述升降气缸262 固定在机架3上,所述升降板261与升降气缸262的伸缩轴连接,所述升降板261的底部固定设有多个垂直的导向杆263,各导向杆263分别与固定在机架3上的导向套264滑动连接,升降气缸262伸缩轴伸出,升降板261垂直上升,将安装在升降板261上的横向输送装置21顶起,实现横向输送,升降气缸262伸缩轴收缩,升降板261垂直下降,使得安装在升降板261上的横向输送装置21高度低于纵向输送装置22,实现纵向输送,升降机构26的原理及结构简单,易于安装维护,效果好、成本低。
35.进一步的,参照图2,所述同步带211的底部设有支撑部29,所述支撑部29与机架3固定连接,支撑部29用于对同步带211进行支撑,保证同步带211在输送玻璃5时不会变形,大大提高了横向输送装置21中同步带211的使用寿命和输送的可靠性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1