一种轮胎硫化智能检测装置的制作方法
1.本实用新型属于轮胎硫化加工相关技术领域,尤其涉及一种轮胎硫化智能检测装置。
背景技术:
2.在轮胎的生产过程中,硫化是生产的最后一道工序,这一道工序极为关键,直接决定轮胎的质量。橡胶硫化时的蒸汽压力一般不超过1mpa表压,温度约在180℃以下。现有技术对轮胎进行硫化加工是通过将轮胎放置在小车上推进硫化罐体内进行加热硫化工作,轮胎加工完成后再取出,但若此时罐体内部的硫化气体含量浓度未降低的合格标准,在取出时会吸入化学气体造成身体损伤;同时,轮胎硫化是否达到生产要求则通过是通过人工检查,费时费力,效率慢。
技术实现要素:
3.基于上述问题,本实用新型目的在于提供一种轮胎硫化智能检测装置,可实时对轮胎的硫化加工进行检测,确保轮胎的硫化加工安全完成,并通过对硫化后的轮胎进行喷码、扫描和采集数据,来实时记录每个硫化轮胎的生产数据,以便产品后期的生产过程追溯。
4.针对以上问题,提供了如下技术方案:一种轮胎硫化智能检测装置,包括运输轨道和硫化机构,其特征在于:还包括控制台和沿运输方向依次安装在运输轨道上的喷码机构与扫描机构,所述硫化机构包括外壳、温湿度传感器、压力传感器和气压传感器,所述温湿度传感器、压力传感器和气压传感器安装在外壳的内部,并监测外壳内部的变化,所述外壳的侧壁上设有与之连通且带有抽气泵的排气管,所述排气管的另一端连通设有收集室;所述喷码机构包括支架、泵体、箱体和喷头,所述支架横跨运输轨道的两边,所述泵体和箱体并排安装在支架的顶部,所述喷头分布在支架的两边,所述喷头上安装设有红外传感器且朝向运输轨道,所述箱体和泵体之间通过管道连接,所述泵体和喷头之间通过管道连接;所述扫描机构包括扫描支架、伸缩转轴、扫描传感器和摄像头,所述扫描支架横跨运输轨道的两边,所述伸缩转轴竖直伸缩且端部设有与轮胎适配的伸缩卡块,所述扫描传感器和摄像头均安装在扫描支架上且朝向待扫描的轮胎上;所述控制台通过导线与硫化机构、喷码机构和扫描机构连接,控制运行,所述控制台上设有显示屏、开关按钮和闪烁灯。
5.本实用新型进一步设置为,所述外壳的侧壁上设有进入门和输出门,所述外壳内设有连接进入门和输出门的硫化导轨,所述运输轨道的端部与输出门内的硫化导轨相互递接。
6.本实用新型进一步设置为,所述输出门为与控制台电连接的自动启闭智能门,所述控制台接收来自温湿度传感器、压力传感器和气压传感器的数据信号,并通过数据信号控制输出门的启闭和抽气泵的开关。
7.本实用新型进一步设置为,所述泵体和红外传感器与控制台电连接,所述控制台
接收来自红外传感器的信号并通过信号控制泵体的开关。
8.本实用新型进一步设置为,所述扫描支架上安装设有与控制台电连接且驱动伸缩转轴伸缩和转动的电机,所述电机通过伸缩转轴和伸缩卡块带动轮胎进行升降和旋转。
9.本实用新型进一步设置为,所述扫描支架的上、中、下各位置的内侧壁上均安装有朝向待扫描轮胎的扫描传感器。
10.本实用新型进一步设置为,所述摄像头与控制台电连接且安装在扫描支架的出口端侧壁上。
11.本实用新型进一步设置为,所述显示屏上显示来自控制台所接收到的温湿度传感器、压力传感器、气压传感器、扫描传感器和摄像头传输的数据信息,所述控制台上位于显示屏下方的位置设有分别与温湿度传感器、压力传感器、气压传感器的数据信息所对应的指示灯。
12.本实用新型进一步设置为,所述闪烁灯在控制台检测到硫化机构、喷码机构或扫描机构发生故障时进行闪烁报警。
13.本实用新型的有益效果:
14.1,本轮胎硫化智能检测装置首先通过硫化机构中的温湿度传感器、压力传感器和气压传感器所采集到的数据对轮胎的硫化加工过程进行实时检测,待硫化完成后,通过对外壳内的硫化气体含量浓度是否达到合格标准进行数据分析后,再通过控制台控制输出门的启闭和抽气泵的开关,从而防止硫化废气的泄漏,以确保轮胎的硫化加工安全完成。
15.2,本轮胎硫化智能检测装置通过对硫化后的轮胎进行喷码、扫描和采集数据,来实时记录每个硫化轮胎的生产数据,实现过程控制及生产过程的追溯功能,在轮胎的生产过程中,不管产品流通到哪里都会有记录,如果发现问题,只需扫描一下追溯码就可以在数据库内调出与产品相关的所有生产数据,包括硫化温度、压力、时间、外形轮廓等信息,极大的方便了产品的质量追踪和售后服务。
附图说明
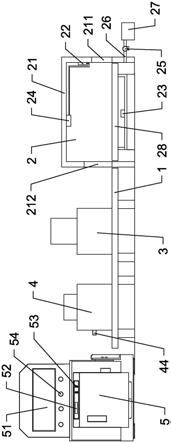
16.图1为本实用新型实施例中轮胎硫化智能检测装置的结构示意图;
17.图2为本实用新型实施例中喷码机构的结构示意图;
18.图3为本实用新型实施例中扫描机构的结构示意图;
19.图中示意:1-运输轨道;2-硫化机构;21-外壳;211-进入门;212-输出门;22-温湿度传感器;23-压力传感器;24-气压传感器;25-抽气泵;26-排气管;27-收集室;28-硫化导轨;3-喷码机构;31-支架;32-泵体;33-箱体;34-喷头;35-红外传感器;4-扫描机构;41
‑ꢀ
扫描支架;42-伸缩转轴;43-扫描传感器;44-摄像头;45-伸缩卡块;46-电机;5-控制台; 51-显示屏;52-开关按钮;53-闪烁灯;54-指示灯;
具体实施方式
20.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
21.如图1所示,一种轮胎硫化智能检测装置,包括运输轨道1和硫化机构2,还包括控制台5和沿运输方向依次安装在运输轨道1上的喷码机构3与扫描机构4,所述硫化机构2包
括外壳21、温湿度传感器22、压力传感器23和气压传感器24,所述温湿度传感器22、压力传感器23和气压传感器24安装在外壳21的内部,并监测外壳21内部的变化,所述外壳21 的侧壁上设有与之连通且带有抽气泵25的排气管26,所述排气管26的另一端连通设有收集室27;所述控制台5通过导线与硫化机构2、喷码机构3和扫描机构4连接,控制运行。
22.进一步,如图1所示,所述外壳21的侧壁上设有进入门211和输出门212,所述外壳21 内设有连接进入门211和输出门212的硫化导轨28,所述运输轨道1的端部与输出门212内的硫化导轨28相互递接。
23.所述输出门212为与控制台5电连接的自动启闭智能门,所述控制台5接收来自温湿度传感器22、压力传感器23和气压传感器24的数据信号,并通过数据信号控制输出门212的启闭和抽气泵25的开关。
24.上述结构中,如图1所示,首先将轮胎由进入门211推送至外壳21内的硫化导轨28上进行硫化加工,通过外壳21内设置的温湿度传感器22、压力传感器23和气压传感器24所采集到的数据对轮胎的硫化加工过程进行实时检测,包括硫化时间、各个步骤的温度、压力、时间控制,是否需要延时硫化等信息;待硫化完成后,通过控制台5的预先设定对外壳21内的硫化气体含量浓度是否达到合格标准进行数据分析;若达到合格标准,则通过控制台5直接控制输出门212自动打开,并将轮胎推动至与硫化导轨28相互递接的运输轨道1上;若达不到合格标准,则通过控制台5控制抽气泵25打开,并对外壳21内的硫化气体进行抽气处理,将其抽至收集室27内以进行进一步的处理,当抽至达到合格标准后,关闭抽气泵25,打开输出门212,输送出轮胎;通过该过程可有效防止硫化废气的泄漏,以确保轮胎的硫化加工安全完成。
25.如图2所示,所述喷码机构3包括支架31、泵体32、箱体33和喷头34,所述支架31 横跨运输轨道1的两边,所述泵体32和箱体33并排安装在支架31的顶部,所述喷头34分布在支架31的两边,所述喷头34上安装设有红外传感器35且朝向运输轨道1,所述箱体33 和泵体32之间通过管道连接,所述泵体32和喷头34之间通过管道连接;
26.进一步,所述泵体32和红外传感器35与控制台5电连接,所述控制台5接收来自红外传感器35的信号并通过信号控制泵体32的开关。
27.上述结构中,如图1和图2所示,箱体33内存放有墨水,当轮胎完成硫化加工后由运输轨道1运送至支架31处,此时红外传感器35接收到轮胎的到达信号并将该信号传递给控制台5,控制台5通过到达信号控制泵体32打开,泵体32工作后产生的压强变化,将墨水喷出在轮胎上,形成所需的条码,每个轮胎标记一个条码。
28.如图3所示,所述扫描机构4包括扫描支架41、伸缩转轴42、扫描传感器43和摄像头 44,所述扫描支架41横跨运输轨道1的两边,所述伸缩转轴42竖直伸缩且端部设有与轮胎适配的伸缩卡块45,所述扫描传感器43和摄像头44均安装在扫描支架41上且朝向待扫描的轮胎上;
29.进一步,如图3所示,所述扫描支架41上安装设有与控制台5电连接且驱动伸缩转轴42伸缩和转动的电机46,所述电机46通过伸缩转轴42和伸缩卡块45带动轮胎进行升降和旋转。所述扫描支架41的上、中、下各位置的内侧壁上均安装有朝向待扫描轮胎的扫描传感器43。所述摄像头44与控制台5电连接且安装在扫描支架41的出口端侧壁上。
30.上述结构中,如图1和图3所示,当轮胎到达扫描支架41内,此时扫描传感器43扫描
到轮胎外形,通过控制台5控制电机46工作,电机46驱动伸缩转轴42向下伸出使伸缩卡块 45到达轮胎内,并通过伸缩卡块45将轮胎固定在伸缩转轴42上,然后伸缩转轴42带动轮胎上升并旋转,并由三个扫描传感器43对轮胎的上下胎面和侧面均进行轮廓扫描和记录,扫描记录数据包括检测轮胎的型号,轮胎的宽度,轮胎胎面的纹路深度,轮胎的半径以及监测轮胎侧面的明显磨损等数据,同时,摄像头44进行拍照传送给控制台5进行轮胎型号和图片的存档。
31.如图1所示,所述控制台5上设有显示屏51、开关按钮52和闪烁灯53。所述显示屏51 上显示来自控制台5所接收到的温湿度传感器22、压力传感器23、气压传感器24、扫描传感器43和摄像头44传输的数据信息,所述控制台5上位于显示屏51下方的位置设有分别与温湿度传感器22、压力传感器23、气压传感器24的数据信息所对应的指示灯54。所述闪烁灯53在控制台5检测到硫化机构2、喷码机构3或扫描机构4发生故障时进行闪烁报警。
32.控制台5用来控制和检测整个过程中硫化机构2、喷码机构3和扫描机构4的运行情况,并采集、显示和保存每个轮胎生产过程的生产数据,以实施整个轮胎生产过程中的智能化控制、检测和追溯管理功能。每个轮胎在硫化完成后,都通过喷码机构3喷射一个唯一的条码,并通过扫描机构4进行外部的三维扫描和数据存档,经过互联网技术实现生产过程的追溯,从而实现生产智能化的高效生产运营体系,不管产品流通到哪里都会有记录,如果发现问题,只需扫描一下追溯码就可以在数据库内调出与产品相关的所有生产数据,包括硫化温度、压力、时间和外形图片等信息,极大的方便了产品的质量追踪和售后服务。
33.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,上述假设的这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1