钎焊接头剥离性能的原位测试方法、原位测试试样
1.本技术涉及原位测试相关技术领域,具体涉及钎焊接头剥离性能的原位测试方法、原位测试试样。
背景技术:
2.在核电、航空航天、舰船、石油化工等领域,一些核心装备常在高温高压等苛刻工作环境中长时间工作,这些设备的使用寿命,往往直接决定了整个系统的工作效率和寿命。通常在强度高的基础上,这些核心部件还需要满足耐高温耐腐蚀等要求,而对这些部件的失效形式,更是成为需要研究的关键。现有技术中对于上述部件在工况下的失效形式,往往是在部件已经发生失效后才在实验室内对其进行观测和分析,在时间上存在滞后性,使得相关的研究往往不能足够精准、真实地描述出这些部件的失效现象和破坏行为。
3.原位测试指的是,在加载过程中、形变过程中、失效过程中对构件包括形变、失效等行为进行实时追踪观测,该方式可以更精准、真实地还原出构件在真实工况下的行为与性能。近年来,对于原位试验的研究正获得越来越多的研究和应用。
技术实现要素:
4.本技术的目的在于提供一种操作简便的钎焊接头剥离性能的原位测试方法、原位测试试样,以解决现有技术缺少准确检测高温高压工况下的工件的焊接强度,尤其是t型钎焊接头焊接强度方法的问题。
5.为达上述目的,本技术提供如下技术方案:
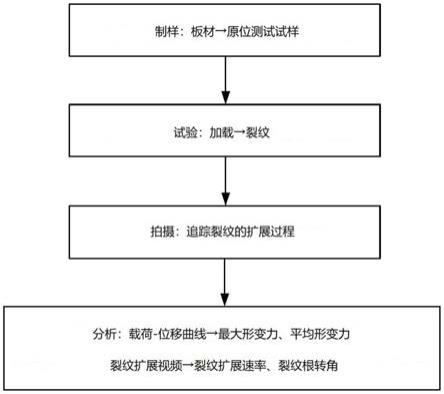
6.一种钎焊接头剥离性能的原位测试方法,包括以下步骤:制样、试验、拍摄、分析;
7.在所述制样步骤中,得到原位测试试样;
8.在所述试验步骤中,采用试验机对所述原位测试试样进行加载试验,得到第一试验结果;
9.在所述拍摄步骤中,采用拍摄装置拍摄所述原位测试试样的加载试验过程,得到第二试验结果;
10.在所述分析步骤中,对所述第一试验结果和/或第二试验结果进行分析,得到第三试验结果。
11.在本技术的一些实施例中,所述拍摄装置与一移动机构配合使用;
12.在所述原位测试试样的加载试验过程中,所述移动机构驱动所述拍摄装置移动,实时跟踪拍摄所述原位测试试样在所述加载试验过程中的形变情况。
13.在本技术的一些实施例中,在所述制样步骤中,将第一构件和第二构件以面接触的方式对齐并形成接触面,在所述接触面之间放置焊料,焊接后得到所述原位测试试样。
14.在本技术的一些实施例中,在所述焊接之后和得到所述原位测试试样之前还包括:在所述焊接之后得到第三构件,将所述第三构件进行部分切割后得到所述原位测试试样。
15.在本技术的一些实施例中,所述第一构件和第二构件相同,形状均为l字型,均包括短边和长边,采用板材进行切割和弯折得到;
16.所述第一构件和第二构件的短边以面接触的方式相对放置,焊接形成所述第三构件;
17.所述第三构件和原位测试试样的形状均为t字型。
18.在本技术的一些实施例中,所述第一构件和第二构件均包括焊接段、夹持段和连接段;
19.所述第一构件和第二构件的短边为所述焊接段;
20.所述第一构件和第二构件的长边的末端为所述夹持段;
21.所述连接段位于所述第一构件和第二构件的长边上,连接所述焊接段和夹持段。
22.在本技术的一些实施例中,所述原位测试试样包括一过渡区域;
23.所述过渡区域位于所述夹持段和连接段之间;
24.所述过渡区域的形状为圆弧。
25.在本技术的一些实施例中,所述部分切割的切割线穿过焊接位置的中心区域;
26.所述焊料外露于所述焊接段形成观测区。
27.在本技术的一些实施例中,对所述观测区进行打磨、抛光、腐蚀。
28.在本技术的一些实施例中,在所述原位测试试样的加载试验过程中,所述观测区产生裂纹;
29.所述裂纹包括裂纹尖端;
30.所述第二试验结果包括视频,所述视频记录所述裂纹尖端的扩展过程;
31.所述分析步骤包括,截取所述视频中不同时刻的图像,得到第一图像和第二图像,所述第二图像的时刻晚于所述第一图像;在所述第一图像和第二图像中分别标记出基准点和所述裂纹尖端,所述第一图像和第二图像的基准点位置相同,测量得到所述基准点和裂纹尖端之间的距离;所述第一图像的距离为a,所述第二图像的距离为b,所述图像的截取时间间隔为δt,所述图像的比例尺为k,对公式(b-a)*k/δt进行计算后得到所述裂纹尖端在所述时间间隔δt内的扩展速率。
32.在本技术的一些实施例中,所述分析步骤还包括,截取所述视频中所述裂纹尖端处于稳定形变阶段t时刻的图像,得到第三图像;将所述第三图像输入图像处理软件,所述图像处理软件输出裂纹的根转角及其大小。
33.在本技术的一些实施例中,所述图像处理软件包括cad;
34.在所述cad中,用三点画圆弧指令画出所述裂纹的根转角,用标注指令测量所述根转角大小r0。
35.在本技术的一些实施例中,所述第一试验结果包括载荷-位移曲线;
36.所述分析步骤包括,分析所述载荷-位移曲线,得到所述试样在形变过程中的最大形变力f
max
和所述试样处于稳定形变阶段的平均形变力f。
37.在本技术的一些实施例中,所述加载试验包括拉伸、剪切、扭转、弯曲。
38.在本技术的一些实施例中,所述焊接为钎焊;所述焊料为钎料。
39.在本技术的一些实施例中,所述钎焊包括真空钎焊、炉中钎焊、感应钎焊、浸沾钎焊、火焰钎焊、波峰钎焊。
40.为达上述目的,本技术还提供一种技术方案:
41.一种原位测试试样,应用于所述钎焊接头剥离性能的原位测试方法,与设有夹具的试验机配合使用,所述原位测试试样的形状为t字型,包括第一构件和第二构件;
42.所述第一构件和第二构件相同,形状均为l字型,均包括短边和长边,均包括焊接段、夹持段和连接段;
43.所述第一构件和第二构件的短边以面接触的方式相对放置进而形成所述焊接段;
44.所述第一构件和第二构件的长边的末端为所述夹持段;
45.所述连接段位于所述第一构件和第二构件的长边上,连接所述焊接段和夹持段。
46.在本技术的一些实施例中,所述原位测试试样包括一过渡区域;
47.所述过渡区域位于所述夹持段和连接段之间;
48.所述过渡区域的形状为圆弧。
49.在本技术的一些实施例中,所述夹持段上设有销钉孔;所述销钉孔与所述夹具配合。
50.本技术的有益效果是:
51.1、本技术提供的测试方法简单易操作,通过加装显微镜和移动机构即可实现拉伸实验、剪切实验、疲劳实验等多种加载试验的原位观测。
52.2、本技术采用原位观测的方法,对加载试验过程中每个阶段裂纹扩展的过程进行实时追踪观测,通过图像处理技术得到各阶段的裂纹扩展速率以及根转角等参数。
53.3、本技术中得到的最大剥离力、平均剥离力、根转角等可以直接反应所述焊料在所述原位测试试样中的焊接性能,结果清晰明了。
54.4、本技术解决了钎焊板翅结构缺乏剥离强度测试方法的问题,从而得出可靠的测试结果,便于研究板翅结构钎焊接头的性能,对该种钎焊接头的设计以及对钎焊工艺的改进、提高焊接质量等具有重要意义。
55.5、本技术提供的钎焊接头剥离性能的原位测试方法和原位测试试样可以应用于测量紧凑式换热器中焊缝的焊接强度等性能指标,所述紧凑式换热器在火电厂、核电领域具有诸多重要用途。
附图说明
56.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
57.图1为钎焊接头剥离性能的原位测试方法的流程图;
58.图2为钎焊接头剥离性能的原位测试方法的试验情景示意图;
59.图3为原位测试试样的结构示意图;
60.图4为原位测试试样的正视图;
61.图5为钎焊加热方式示意图;
62.图6为拉伸试验载荷-位移曲线图;
63.图7为裂纹扩展速率计算示意图;
64.图8为裂纹尖端根转角测量示意图。
65.本技术说明书附图中的主要附图标记说明如下:
66.1-原位测试试样;2-试验机;3-拍摄装置;4-移动机构;5-第一构件;6-第二构件;7-焊接段;8-夹持段;9-连接段;10-过渡区域;11-观测区;12-裂纹尖端;13-第一图像;14-第二图像;15-基准点;16-第三图像;17-销钉孔。
具体实施方式
67.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
68.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
69.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
70.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
71.本技术提供一种钎焊接头剥离性能的原位测试方法、原位测试试样,以下分别进行详细说明。需要说明的是,以下实施例的描述顺序不作为对本技术实施例优选顺序的限定。且在以下实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其它实施例的相关描述。
72.如图1所示,一种钎焊接头剥离性能的原位测试方法,包括以下步骤:制样、试验、拍摄、分析;
73.在所述制样步骤中,得到原位测试试样1;
74.在所述试验步骤中,采用试验机2对所述原位测试试样1进行加载试验,得到第一试验结果;如图2所示,在本技术的一些实施例中,所述试验机包括电液伺服疲劳试验机或万能试验机,所述电液伺服疲劳试验机的型号为instrom-8801,也可以根据实际情况采用其他型号的电液伺服疲劳试验机;
75.在所述拍摄步骤中,采用拍摄装置3拍摄所述原位测试试样1的加载试验过程,得到第二试验结果;
76.在所述分析步骤中,对所述第一试验结果和/或第二试验结果进行分析,得到第三试验结果。
77.原位测试指的是,在试验过程中对试验对象进行观测,所做的试验及测量都是在
被测对象原先所在的环境下进行的,因此可在实验室条件下良好模拟实际工况。
78.在本技术的一些实施例中,所述拍摄装置3与一移动机构4配合使用;
79.在所述原位测试试样的加载试验过程中,所述移动机构4驱动所述拍摄装置3移动,实时跟踪拍摄所述原位测试试样1在所述加载试验过程中的形变情况;在本技术的一些实施例中,所述拍摄装置3包括光学显微镜。
80.在本技术的一些实施例中,在所述制样步骤中,将第一构件5和第二构件6以面接触的方式对齐并形成接触面,在所述接触面之间放置焊料,焊接后得到所述原位测试试样1。
81.在本技术的一些实施例中,在所述焊接之后和得到所述原位测试试样之前还包括:在所述焊接之后得到第三构件(未示出),将所述第三构件进行部分切割后得到所述原位测试试样1。
82.在本技术的一些实施例中,所述第一构件5和第二构件6相同,形状均为l字型,均包括短边(未标号)和长边(未标号),采用板材进行切割和弯折得到;
83.所述第一构件5和第二构件6的短边以面接触的方式相对放置,焊接形成所述第三构件;
84.所述第三构件和原位测试试样1的形状均为t字型。
85.在本技术的一些实施例中,所述第一构件5和第二构件6均包括焊接段7、夹持段8和连接段9;
86.所述第一构件5和第二构件6的短边为所述焊接段7;
87.所述第一构件5和第二构件6的长边的末端为所述夹持段8;
88.所述连接段9位于所述第一构件5和第二构件6的长边上,连接所述焊接段7和夹持段8。
89.在本技术的一些实施例中,所述原位测试试样1包括一过渡区域10;
90.所述过渡区域10位于所述夹持段8和连接段9之间;
91.所述过渡区域10的形状为圆弧。
92.在本技术的一些实施例中,所述部分切割的切割线穿过焊接位置的中心区域,目的是去除焊接区域边缘焊接质量较差的部分从而提升测试精度和准确性;
93.所述焊料外露于所述焊接段形成观测区11,如图4所示。
94.如图2所示,在本技术的一些实施例中,将所述板材切割成150mm
×
160mm的规格,沿150mm的一边方向进行90
°
弯折得到长度为105mm的所述长边和长度为45mm的所述短边的所述第一构件5和第二构件6,将所述第一构件5和第二构件6的所述短边以面接触的方式对齐;在本技术的一些实施例中,所述板材的厚度可以为0.5mm,也可以为1.0mm,也可以为1.5mm,还可以根据实际情况调整所述板材的厚度;在本技术的一些实施例中,所述夹持段8的长度为46mm、宽度为30mm,所述连接段9的长度为35mm,宽度为15mm,所述焊接段7的长度为40mm,宽度为15mm;也可以根据实际情况调整所述夹持段8、连接段9和焊接段7的长度和宽度;在本技术的一些实施例中,所述过渡区域10的圆弧的半径为25mm,也可以根据实际情况调整所述半径的大小。
95.如图4所示,在本技术的一些实施例中,对所述观测区11进行打磨、抛光、腐蚀;腐蚀后焊料中的晶相和裂纹的形态可被显微镜清晰观察。
96.在本技术的一些实施例中,在所述原位测试试样1的加载试验过程中,所述观测区11产生裂纹(未标号);
97.所述裂纹包括裂纹尖端12;
98.所述第二试验结果包括视频,所述视频记录所述裂纹尖端12的扩展过程;
99.所述分析步骤包括,截取所述视频中不同时刻的图像,得到第一图像13和第二图像14,所述第二图像14的时刻晚于所述第一图像13;在所述第一图像13和第二图像14中分别标记出基准点15和所述裂纹尖端12,所述第一图像13和第二图像14的所述基准点15位置相同,测量得到所述基准点15和裂纹尖端12之间的距离;所述第一图像13的距离为a,所述第二图像14的距离为b,所述图像的截取时间间隔为δt,所述图像的比例尺为k,对公式(b-a)*k/δt进行计算后得到所述裂纹尖端12在所述时间间隔δt内的扩展速率,如图7所示。
100.在本技术的一些实施例中,所述分析步骤还包括,截取所述视频中所述裂纹尖端12处于稳定形变阶段t时刻的图像,得到第三图像16;将所述第三图像16输入图像处理软件,所述图像处理软件输出裂纹的根转角及其大小。
101.在本技术的一些实施例中,所述图像处理软件包括cad,也可根据实际情况采用其他图像处理软件;
102.在所述cad中,用三点画圆弧指令画出所述裂纹的根转角,用标注指令测量所述根转角大小r0,如图8所示。
103.在本技术的一些实施例中,所述第一试验结果包括载荷-位移曲线;
104.所述分析步骤包括,分析所述载荷-位移曲线,得到所述试样在形变过程中的最大形变力f
max
和所述试样处于稳定形变阶段的平均形变力f。所述原位测试试样在拉伸过程中,焊缝承受垂直于焊面的拉力,当载荷达到一个极值时,所述焊缝开始开裂,此值称为最大剥离力。随后裂纹沿焊缝方向扩展,所述载荷逐渐下降。后半段裂纹端口处开口角度趋于一个稳定值,受力达到一个稳态阶段,所述载荷的大小趋于一个稳定值,该值称为平均剥离力。对得到的载荷-位移曲线进行分析,用最大剥离力、平均剥离力以及剥离能来表征所述原位测试试样的剥离强度。
105.在本技术的一些实施例中,所述加载试验包括拉伸、剪切、扭转、弯曲。
106.在本技术的一些实施例中,所述焊接为钎焊;所述焊料为钎料。
107.在本技术的一些实施例中,所述钎焊包括真空钎焊、炉中钎焊、感应钎焊、浸沾钎焊、火焰钎焊、波峰钎焊。
108.在本技术的一些实施例中,采用真空钎焊的方式得到所述原位测试试样1;所述真空钎焊的加热方式如图5所示,在0min至50min从0℃升至850℃,在850℃保温30min,然后在30min内加热至1050℃并在1050℃下保温25min,然后在75min内降至0℃;也可以根据实际情况调整实际的升温方式;所述真空钎焊的真空度大小可以为10-3
~10-2
pa。
109.在本技术的一些实施例中,所述打磨步骤中,依次采用400目、800目、1200目和2000目砂纸进行打磨;也可根据实际情况采用其他目数砂纸或其他打磨介质进行打磨。
110.在本技术的一些实施例中,在所述抛光步骤中,用规格为2.5μm的金刚石抛光液进行抛光;也可根据实际情况采用其他规格的金刚石抛光液或者其他类型的抛光液。
111.在本技术的一些实施例中,在所述腐蚀步骤中,采用的腐蚀剂包括盐酸、硫酸、硝酸、王水,所述腐蚀剂的种类及浓度可根据本领域常用方式作出调整;经过所述腐蚀步骤之
后,在电镜下进行观察,看到焊缝区域明显分为等温凝固区和扩散影响区。
112.在本技术的一些实施例中,所述板材的材质为奥氏体不锈钢316l;也可以根据实际情况选择其他牌号的奥氏体不锈钢或者选择其他显微组织类型的不锈钢或者其他种类的金属、非金属或高分子材料。
113.在本技术的一些实施例中,所述钎料的材质为镍基bni-2;也可以根据实际情况选择其他牌号的镍基钎料或者选择以其他金属为基体的钎料或焊条。
114.在本技术的一些实施例中,采用蒋文春不锈钢板翅结构钎焊工艺来进行所述钎焊,具体的加热方式如图5所示;也可以根据实际情况选用其他钎焊工艺或者焊接工艺。
115.在本技术的一些实施例中,采用photoshop软件对所述第一试验结果、第二试验结果和/或第三试验结果进行分析,也可以根据实际情况采用其他种类的图像处理软件。
116.在本技术的一些实施例中,操控所述试验机2拉伸所述原位测试试样1使其发生剥离形变并产生所述裂纹,所述裂纹包括所述裂纹尖端12,所述位移动机构4驱动所述拍摄装置3追踪所述裂纹尖端12并拍摄得到所述视频,所述视频记录所述裂纹的扩展过程,同时所述试验机2输出拉伸载荷-位移曲线,从所述拉伸载荷-位移曲线得到所述试样在剥离过程中的最大剥离力p
max
和稳定剥离阶段的平均剥离p;在本技术的一些实施例中,拉伸速度为2mm/min,也可以根据实际情况设置所述拉伸速度为1mm/min或3mm/min或其它;在本技术的一些实施例中,拉伸时的预载荷为100n,也可以根据实际情况设置所述预载荷的大小为80n或150n或其它。
117.如图6所示,在本技术的一个实施例中,整个拉伸过程中,初始阶段,载荷位移基本呈线性关系,载荷随着位移的增加而增加,当载荷达到最大值时,焊缝开裂,此值称为最大剥离力p
max
,本实施例中p
max
=680n。随后裂纹沿焊缝方向扩展,载荷逐渐下降。达到后半段时,裂纹端口处开口角度趋于一个稳定值,受力达到一个稳态阶段,裂纹匀速扩展,载荷趋于稳定值,该值称为平均剥离力p,本实施例中p=295n。
118.如图7所示,在本技术的一个实施例中,对采集到的剥离试验过程的视频进行处理,依次截取视频中不同时刻的图像,在每张图中标出一个所述基准点15以及所述裂纹尖端12的位置,在photoshop中测量每张图中所述裂纹尖端12距离所述基准点15的距离记为a和b,根据截取每张图的时间间隔t以及比例尺k,可以对所述裂纹在一段时间内的扩展速率进行计算。计算公式为(b-a)*k/t。
119.如图7所示,在本技术的一个实施例中,截取视频中第41s和81s时刻的图像,得到所述第一图像13和所述第二图像14,图中圆点为所述基准点15,五角星点为所述裂纹尖端16的位置。在photoshop中测量所述第一图像13和所述第二图像14中所述裂纹尖端12距离所述基准点15的距离分别为(37.17-6.97)和(27.51-18.21),比例尺为1:0.05μm,实施例中所述裂纹尖端12在一段时间内的扩展速率为:[(37.17-6.97)-(27.51-18.21)]
×
0.05μm/(81-41)s=0.02613μm/s。
[0120]
如图8所示,在本技术的一个实施例中,截取稳定剥离阶段某一时刻所述裂纹尖端12的所述第三图像,将图像导入cad中,利用3点画圆弧指令画出所述裂纹的根转角,并用标注指令测量其大小为r0=5.2mm。
[0121]
如图3所示,一种原位测试试样1,应用于所述钎焊接头剥离性能的原位测试方法,与设有夹具的试验机2配合使用,所述原位测试试样1的形状为t字型,包括第一构件5和第
二构件6;
[0122]
所述第一构件5和第二构件6相同,形状均为l字型,均包括短边和长边,均包括焊接段7、夹持段8和连接段9;
[0123]
所述第一构件5和第二构件6的短边以面接触的方式相对放置进而形成所述焊接段7;
[0124]
所述第一构件5和第二构件6的长边的末端为所述夹持段8;
[0125]
所述连接段位9于所述第一构件5和第二构件6的长边上,连接所述焊接段7和夹持段8。
[0126]
在本技术的一些实施例中,所述原位测试试样1包括一过渡区域10;
[0127]
所述过渡区域10位于所述夹持段8和连接段9之间;
[0128]
所述过渡区域10的形状为圆弧;所述过渡区域10的设置可以有效缓解所述夹持段8和连接段9之间因形状尺寸差异在负载时产生的应力集中现象,应力集中可能使所述原位测试试样1在其焊缝发生开裂时先于所述夹持段8和连接段9的连接处发生开裂,从而影响试验的进行;其中,圆弧状的所述过渡区域10可在结构上均匀地分散所述原位测试试样1的应力从而有效缓解应力集中现象。
[0129]
在本技术的一些实施例中,所述夹持段上设有销钉孔17;所述夹具上设有定位销孔(未示出),所述销钉孔17通过所述定位销孔与所述夹具配合,防止在所述加载试验过程中所述原位测试试样1发生抖动或偏移。在本技术的一些实施例中,所述销钉孔17的直径为6-8mm,也可以根据实际情况调整所述销钉孔17的直径大小。在本技术的一些实施例中,所述原位测试试样1与设有齿轮状固定齿的所述夹具配合使用时,所述夹持段8上可以不设有所述销钉孔17。
[0130]
在本技术的一些实施例中,所述原位测试试样1未经过所述焊接而是采用熔铸等手段一体成型,在进行所述试验机加载试验时所述原位测试试样1也会发生变形、开裂产生所述裂纹,该裂纹也能采用本技术所述钎焊接头剥离性能的原位测试方法实现实时追踪观测,并得到上述扩展速率、根转角、最大形变力以及平均形变力。
[0131]
以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。此外,说明书中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1