一种角度检测装置及其使用方法与流程
1.本发明涉及一种角度检测装置及其使用方法,属于数控板料折弯加工技术领域。
背景技术:
2.在机械制造行业中,随着自动化发展的需求日益增大,工业机器人的应用也更加广泛。在数控板料折弯自动化生产线中,机器人抓手可以自动抓取板料,进行折弯工序。但是目前还没有办法保证折弯工件角度的准确性,解决成型工件的精度难题。申请号为cn202022978177.2的中国专利公开了一种折弯机角度检测补偿系统的检测跟随装置,包括安装组件、检测传感器安装板、传动丝杆、传动电机和传动电缸;安装组件装在折弯机下梁上,传动电缸嵌在安装组件内,传动电机装在安装组件底部,传动电机连传动电缸,传动丝杆通过传动通孔贯穿安装组件,传动丝杆与传动电缸螺纹连接;传动丝杆另一端延伸至安装组件的另一端上方,检测传感器安装板装在传动丝杆另一端上并与传动丝杆同步传动,检测传感器安装在检测传感器安装板上。本实用新型能通过折弯机控制系统控制传动电机的输出,经传动丝杆带动检测传感器移动,从而实现折弯过程中的角度检测跟随运动,且定位精准。该技术虽然在一定程度上能够检测折弯角度,但是,当更换新的折弯模具或者模具经过较长时间使用发生磨损后,无法进行多点自动检测模具本身的角度。
技术实现要素:
3.本发明的目的是提供一种角度检测装置及其使用方法,该检测装置能够检测折弯板料的同时,还能对模具本身进行检测,从根本上解决板料后续折弯精确度低的问题;同时,实现对指定的多个点位进行测量。
4.本发明采取的技术方案是:一种角度检测装置,包括机座,在机座上端可拆卸设有下模具,所述下模具上设有v形槽,在v形槽内设有下模具角度检测仪,所述下模具角度检测仪包括一号框体,在一号框体的底板上设有互相啮合的一号齿轮和二号齿轮,一号齿轮连接有一号电机,二号齿轮内螺纹连接有丝杠,丝杠下方固定有连杆,连杆铰接有两个测斜板,两个测斜板本身采用铰接方式连接,在一号框体的底板上还固定有l形杆,l形杆的底端与两个测斜板的下端部铰接连接;所述下模具和下模具角度检测仪均为导电材质,在下模具一侧连接有低压电源,低压电源连接有电流表,电流表与一号框体电连接。
5.进一步的,在二号齿轮一侧还同时啮合连接有三号齿轮,三号齿轮上固定有内六角圆筒;在三号齿轮一侧固定有两个一号气缸,一号气缸的伸缩轴上固定有减速箱,减速箱上连接有二号电机,减速箱设有外六角圆柱体输出轴,外六角圆柱体输出轴与内六角圆筒尺寸匹配并滑动连接。
6.进一步的,在下模具角度检测仪的上端连接有角度偏差测定仪,所述角度偏差测定仪包括垂直设置的二号框体,在二号框体下转动连接转动架,转动架下转动连接有圆柱
体;在二号框体上固定有吊架,在吊架内侧固定有压敏传感器,在转动架上固定有支架,在支架两端与两个压敏传感器之间固定有压缩弹簧,在吊架与支架内穿设有细杆。
7.当下模具角度检测仪检测出v形槽某处的角度不符合预期角度时,在该处放置角度偏差测定仪,由于二号框体为垂直设置,所以当v形槽的某一侧面不对称,即向一侧倾斜时,圆柱体会带着转动架向这一侧偏移,进而,转动架带动支架向另一侧移动,通过压缩弹簧挤压压敏传感器,根据压敏传感器的数值变化,经过转换,确定出v形槽不对称侧面的偏差角度。
8.进一步的,在角度偏差测定仪之上设有t形杆,t形杆下部水平固定有横向支撑,在横向支撑端部沿垂直方向滑动设有立杆;在立杆与t形杆上方设有蛙跳式移动装置,所述蛙跳式移动装置包括与机座处于同一基准面高度的支座,在支座上固定有三角架,三角架两端分别固定有二号气缸,两个二号气缸的伸缩杆上固定有双层楔形架,在双层楔形架顶端固定有双杆滑轨,在双杆滑轨的端部铰接有斜杆,斜杆的下端搭接在双层楔形架上;在双层楔形架侧面设有二号皮带,二号皮带一端连接有三号电机;所述t形杆的水平段与双层楔形架的楔形面滑动连接,所述立杆的顶端与二号皮带固定连接。
9.二号气缸调节好圆柱体在v形槽内的高度位置后,三号电机带动二号皮带运动,进而拉动立杆从图7中从右向左运动,受到横向支撑的作用,带动t形杆沿双层楔形架的楔形面滑动,滑动到楔形面最高处后落下,在t形杆爬坡过程中,横向支撑会沿立杆向上滑动;t形杆落下之后,下模具角度检测仪开始测量v形槽这一点处的角度是否符合预期,与此同时,角度偏差测定仪也同时测量下模具角度检测仪测量过的上一个点处的角度具体偏差了多少,即下模具角度检测仪测量是否存在偏差,角度偏差测定仪测量偏差了多少;两者测量完后,开始翻越下一个楔形面,直到运动至双层楔形架最左端的斜杆处,由于斜杆是搭接在双层楔形架上的,t形杆可以从斜杆下面穿过,穿过之后,三号电机开始反转,进而带动t形杆从斜杆的上表面滑行道双杆滑轨顶端,并且一直运动到双杆滑轨最右端后落下;接下来要么重复测量一次,要么更换新的下模具开始新的测量。
10.进一步的,在一号框体和二号框体上均设有减震弹簧。
11.进一步的,在机座两侧移动设有板料折弯角度检测仪;所述板料折弯角度检测仪包括滑轨,在滑轨上滑动设有滑块,在滑轨下方平行设有传送带,传送带一端连接有四号电机,所述滑块同时与传送带固定连接,在滑块上还固定有激光角度传感器。
12.进一步的,所述激光角度传感器安装位置低于下模具,激光发射线与垂直方向成35
°
~55
°
的角度,工作距离为80-300mm。
13.一种角度检测装置的使用方法,包括以下步骤:步骤一:在机座上更换好下模具;步骤二:通过二号气缸将下模具角度检测仪和角度偏差测定仪放置在下模具的v形槽内;步骤三:启动三号电机,通过蛙跳式移动装置带动下模具角度检测仪和角度偏差测定仪测量下模具的v形槽角度,如果测量结果不符合要求,更换新的继续测量直至达到要求;步骤四:利用机器人在下模具上放置板料,然后上模具下压板料,当目测下压到预
期角度,折弯机停止工作,启动四号电机带动角度传感器测量板料折弯角度,并发送至折弯机系统,数控系统根据目标角度和测量角度自动计算折弯模具的下压深度,实现角度自动折弯矫正,当测量结束以后传感器自动复位至初始位置,机器人再次重新抓板送至折弯机前方。
14.本发明的有益效果:通过两个测斜板以及通电检测下模具的v形槽角度是否符合要求,可实现快速、多点检测,效率高;再结合角度偏差测定仪,还能准确测量处v形槽斜面具体的偏差角度;在蛙跳式移动装置中设定固定长度的楔形面,可保证每次前进的距离相同,即保证了角度偏差测定仪测量的位置刚好是下模具角度检测仪刚刚测量过的上一个位置;在对板料折弯角度测量时,利用特定的板料折弯角度检测仪能快速测量并校正折弯角度。
附图说明
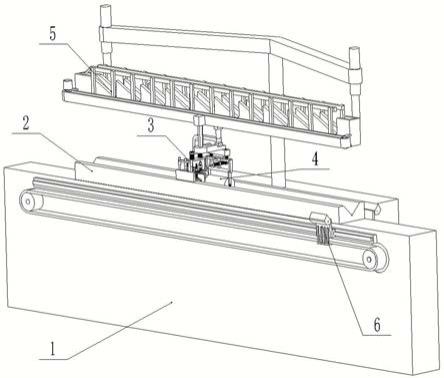
15.图1是本发明整体结构示意图(右侧视图);图2是本发明整体结构示意图(左侧视图);图3是本发明整体结构示意图(后侧视图);图4是图3中a处放大图;图5是下模具角度检测仪整体结构示意图;图6是下模具角度检测仪放大图(去掉了一号电机);图7是蛙跳式移动装置与角度检测仪连接示意图(长度过长,中间被截断);图8是角度偏差测定仪结构示意图;图中,1、机座,2、下模具,3、下模具角度检测仪,301、一号框体,302、一号齿轮,303、二号齿轮,304、一号电机,305、丝杠,306、连杆,307、测斜板,308、l形杆,309、低压电源,310、电流表,311、三号齿轮,312、内六角圆筒,313、一号气缸,314、减速箱,315、二号电机,316、外六角圆柱体输出轴,4、角度偏差测定仪,401、二号框体,402、转动架,403、圆柱体,404、吊架,405、压敏传感器,406、支架,407、压缩弹簧,408、细杆,409、t形杆,410、横向支撑,411、立杆,412、减震弹簧,5、蛙跳式移动装置,501、支座,502、三角架,503、二号气缸,504、双层楔形架,505、双杆滑轨,506、斜杆,507、二号皮带,508、三号电机,6、板料折弯角度检测仪,601、滑轨,602、滑块,603、传送带,604、四号电机,605、激光角度传感器。
具体实施方式
16.如图1~8所示,一种角度检测装置,包括机座1,在机座1上端可拆卸设有下模具2,所述下模具2上设有v形槽,在v形槽内设有下模具角度检测仪3,所述下模具角度检测仪3包括一号框体301,在一号框体301的底板上设有互相啮合的一号齿轮302和二号齿轮303,一号齿轮302连接有一号电机304,二号齿轮303内螺纹连接有丝杠305,丝杠305下方固定有连杆306,连杆306铰接有两个测斜板307,两个测斜板307本身采用铰接方式连接,在一号框体301的底板上还固定有l形杆308,l形杆308的底端与两个测斜板307的下端部铰接连接;所述下模具2和下模具角度检测仪3均为导电材质,在下模具2一侧连接有低压电源309,低压电源309连接有电流表310,电流表310与一号框体301电连接。
17.下模具2与机座1可拆卸连接,根据板料需要折弯的角度选取需要的v形槽,即选取
对应的下模具2,将下模具2连接到机座1上后,在v形槽内放置下模具角度检测仪3,刚放入时,先将丝杠305升起,使得两个测斜板307角度减小,此时,靠下模具角度检测仪3的自重,使得两个测斜板307的底端与v形槽底端贴合,之后,通过一号电机304使丝杠305下降,进而使得两个测斜板307张开至预期的角度,比如要测量预期为90度的v形槽,则将两个测斜板307张开至90度,该90度通过量角器测量确定;之后使两个测斜板307没有连接电源的一面与v形槽完全贴合,再下压、调整使另一面尽可能与v形槽另一面贴合;之后,打开低压电源309,如果v形槽刚好90度,则v形槽与测斜板307完全面接触,此时因为接触面大,电流大,与预期值符合,则v形槽满足90度要求,满足要求后,移动下模具角度检测仪3到下一个测点,此时则可直接测量,不用先调整两个测斜板307之间的夹角,该过程可连续自动化完成;否则,v形槽与测斜板307为线接触,电流小于设定值,证明v形槽由于本身制造的成品角度达不到要求或者长期使用后由于磨损等原因,角度无法到达预期值,因而需要更换。
18.在二号齿轮303一侧还同时啮合连接有三号齿轮311,三号齿轮311上固定有内六角圆筒312;在三号齿轮311一侧固定有两个一号气缸313,一号气缸313的伸缩轴上固定有减速箱314,减速箱314上连接有二号电机315,减速箱314设有外六角圆柱体输出轴316,外六角圆柱体输出轴316与内六角圆筒312尺寸匹配并滑动连接。
19.相对于上文的一号齿轮302和二号齿轮303连接关系,此处通过三号齿轮311和二号齿轮303连接,是为了微调丝杠305的上下移动。当通过一号齿轮302和二号齿轮303的配合移动丝杠305时,两个一号气缸313将减速箱314升起,使得外六角圆柱体输出轴316与内六角圆筒312脱离,当丝杠305下移到一定位置需要微小调整两个测斜板307的张开角度时,一号电机304停止工作,两个一号气缸313下移减速箱314,使得外六角圆柱体输出轴316插入内六角圆筒312中,二号电机315带动三号齿轮311转动,进而通过二号齿轮303带动丝杠305继续下移。
20.在下模具角度检测仪3的上端连接有角度偏差测定仪4,所述角度偏差测定仪4包括垂直设置的二号框体401,在二号框体401下转动连接转动架402,转动架402下转动连接有圆柱体403;在二号框体401上固定有吊架404,在吊架404内侧固定有压敏传感器405,在转动架402上固定有支架406,在支架406两端与两个压敏传感器405之间固定有压缩弹簧407,在吊架404与支架406内穿设有细杆408。
21.当下模具角度检测仪3检测出v形槽某处的角度不符合预期角度时,在该处放置角度偏差测定仪4,由于二号框体401为垂直设置,所以当v形槽的某一侧面不对称,即向一侧倾斜时,圆柱体403会带着转动架402向这一侧偏移,进而,转动架402带动支架406向另一侧移动,通过压缩弹簧407挤压压敏传感器405,根据压敏传感器405的数值变化,经过转换,确定出v形槽不对称侧面的偏差角度。
22.在角度偏差测定仪4之上设有t形杆409,t形杆409下部水平固定有横向支撑410,在横向支撑410端部沿垂直方向滑动设有立杆411;在立杆411与t形杆409上方设有蛙跳式移动装置5,所述蛙跳式移动装置5包括与机座1处于同一基准面高度的支座501,在支座501上固定有三角架502,三角架502两端分别固定有二号气缸503,两个二号气缸503的伸缩杆上固定有双层楔形架504,在双层楔形架504顶端固定有双杆滑轨505,在双杆滑轨505的端部铰接有斜杆506,斜杆506的下端搭接在双层楔形架504上;在双层楔形架504侧面设有二
号皮带507,二号皮带507一端连接有三号电机508;所述t形杆409的水平段与双层楔形架504的楔形面滑动连接,所述立杆411的顶端与二号皮带507固定连接。
23.二号气缸503调节好圆柱体403在v形槽内的高度位置后,三号电机508带动二号皮带507运动,进而拉动立杆411从图7中从右向左运动,受到横向支撑410的作用,带动t形杆409沿双层楔形架504的楔形面滑动,滑动到楔形面最高处后落下,在t形杆409爬坡过程中,横向支撑410会沿立杆411向上滑动;t形杆409落下之后,下模具角度检测仪3开始测量v形槽这一点处的角度是否符合预期,与此同时,角度偏差测定仪4也同时测量下模具角度检测仪3测量过的上一个点处的角度具体偏差了多少,即下模具角度检测仪3测量是否存在偏差,角度偏差测定仪4测量偏差了多少;两者测量完后,开始翻越下一个楔形面,直到运动至双层楔形架504最左端的斜杆506处,由于斜杆506是搭接在双层楔形架504上的,t形杆409可以从斜杆506下面穿过,穿过之后,三号电机508开始反转,进而带动t形杆409从斜杆506的上表面滑行道双杆滑轨505顶端,并且一直运动到双杆滑轨505最右端后落下;接下来要么重复测量一次,要么更换新的下模具开始新的测量。
24.设定的楔形面长度值固定,因而可保证每次前进的距离相同,即保证了角度偏差测定仪4测量的位置刚好是下模具角度检测仪3刚刚测量过的上一个位置。
25.在一号框体301和二号框体401上均设有减震弹簧412。由于t形杆409每次都要从楔形面最高处落下,会导致下面连接的测量设备与v形槽发生碰撞,因此,设置减震弹簧412可以启动减震作用。
26.在机座1两侧移动设有板料折弯角度检测仪6;所述板料折弯角度检测仪6包括滑轨601,在滑轨601上滑动设有滑块602,在滑轨601下方平行设有传送带603,传送带603一端连接有四号电机604,所述滑块602同时与传送带603固定连接,在滑块602上还固定有激光角度传感器605。
27.实际生产时,将角度检测装置整个放置在上模具正下方,机器人在下模具2上放置板料,然后上模具下压板料,当目测下压到一定程度,折弯机停止工作,启动四号电机604带动激光角度传感器605测量板料折弯角度,并发送至折弯机系统,数控系统根据目标角度和测量角度自动计算折弯模具的下压深度,实现角度自动折弯矫正,当测量结束以后传感器自动复位至初始位置,机器人再次重新抓板送至折弯机前方,此角度检测装置保证了板料折弯角度的准确性,解决了机器人测量板材的干涉难题。
28.所述激光角度传感器605安装位置低于下模具2,激光发射线与垂直方向成35
°
~55
°
的角度,工作距离为80-300mm。角度检测传感器包含激光、cmos相机、电源电缆、通讯电缆等。检测原理为:在检测点发出激光线,板料的中部在折弯模具的下压作用下,两边逐渐翘起抬升,传感器通过cmos相机扫描投射在板材表面上的激光投影来测量当前折弯角度,并通过数据反馈给折弯机系统自动计算上模的下压位置,并最终得到精准的角度值,折弯结束后,滑块回到初始位置,重复下一次角度检测工作。该检测过程操作便捷、可靠性高。
29.一种角度检测装置的使用方法,包括以下步骤:步骤一:在机座1上更换好下模具2;步骤二:通过二号气缸503将下模具角度检测仪3和角度偏差测定仪4放置在下模具2的v形槽内;步骤三:启动三号电机508,通过蛙跳式移动装置5带动下模具角度检测仪3和角度
偏差测定仪4测量下模具2的v形槽角度,如果测量结果不符合要求,更换新的继续测量直至达到要求;步骤四:利用机器人在下模具2上放置板料,然后上模具下压板料,当目测下压到预期角度,折弯机停止工作,启动四号电机604带动激光角度传感器605测量板料折弯角度,并发送至折弯机系统,数控系统根据目标角度和测量角度自动计算折弯模具的下压深度,实现角度自动折弯矫正,当测量结束以后传感器自动复位至初始位置,机器人再次重新抓板送至折弯机前方。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1