推切作用下的模塑型锥形销衬垫结合强度检测装置及方法
1.本发明涉及结合强度检测技术领域,尤其涉及推切作用下的模塑型锥形销衬垫结合强度检测装置及方法。
背景技术:
2.自润滑锥形销属于一种具有自润滑功能的重要机械零件,自锁性好,定位精度高,安装方便,具有广泛的应用场景。自润滑锥形销的自润滑衬垫材料常使用固体自润滑材料,主要分为织物型和模塑型两种类型。衬垫是锥形销实现自润滑功能的重要组成。
3.衬垫的结合强度是自润滑锥形销性能评价的一项重要指标,影响了锥形销的润滑性能和使用寿命,由于衬垫的结合强度不足而致使的衬垫脱离,将导致锥形销的润滑性能下降甚至失效,将致使锥形销及其配合件的非正常磨损乃至失效。
4.织物型自润滑衬垫与基体的结合强度的检测方法通常参照美国汽车工程师协会航空标准sae-as-81820d-2014,该方案主要以夹持剥离的形式进行检测。
5.目前,受限于两端夹持衬垫的剥离检测方式,衬垫剥离强度的检测方法只能用于部分特制模塑衬垫试样件的检测,无法检测成品锥形销模塑型自润滑衬垫与基体的结合强度,其主要原因如下:
6.一是锥形销的模塑型衬垫属于圆柱环抱形,上述检测方法需用夹具夹持衬垫一端进行剥离运动以检测衬垫结合强度,主要以具有敞开式平板形的自润滑衬垫的试验品进行检测,难以采用此方式检测成品锥形销自润滑衬垫的结合强度。二是模塑型衬垫的制备工艺主要是利用挤压成型形成空腔后,再填设自润滑材料形成模塑型衬垫,其工艺方法可参照(zl2019104069174),在该种制备工艺方法下,模塑型衬垫的硬度比织物型衬垫的硬度更高,脆性也更大,利用上述方法检测模塑型衬垫时,模塑型衬垫在剥离过程中易出现衬垫裂纹甚至开裂,导致检测中断与信号失真,影响了检测的精度与结果。
技术实现要素:
7.为克服现有技术中的不足,本发明的目的在于提供一种结构简易,检测精度高的推切作用下的模塑型锥形销衬垫结合强度检测装置及方法。
8.为实现上述目的,本发明采用以下技术方案:
9.推切作用下的模塑型锥形销衬垫结合强度检测装置,其包括工作台,所述工作台的台面上固定有龙门架和精密虎钳;
10.锥形销固定在精密虎钳上,锥形销轴端面的衬垫中心线沿水平方向设置;
11.所述龙门架的上部设有沿水平横向设置的直线电机模组,所述直线电机模组上连接有由其驱动沿水平横向移动的工作平板,直线电机模组连接至直线电机控制器,通过直线电机控制器控制工作平板直线移动的速度和时间,工作平板直线移动信息输入到计算机进行实时调试、分析和处理;
12.所述工作平板上固定有测力仪夹具,所述测力仪夹具固定有测力仪,测力仪连接
至信号采集器和信号放大器,将采集到的推切力信号输入到计算机进行分析和处理;所述测力仪上固定有垂直进给模组,所述垂直进给模组底部固定连接有由其驱动做升降运动的圆柱筒形推切块,且圆柱筒形推切块朝向锥形销轴端面的衬垫设置;
13.所述直线电机模组上固定有直线位移传感器,直线位移传感器的检测螺杆连接在测力仪夹具上,直线位移传感器检测到的位移信息通过位移传感显示控制器显示和记录衬垫的位移信息,并输入计算机进行分析与处理。
14.进一步的,所述垂直进给模组包括垂直进给夹具,垂直进给夹具内部滑动套接有垂直进给推杆,垂直进给推杆的底部延伸出垂直进给夹具并固定有推杆连接件,该推杆连接件与圆柱筒形推切块固定连接,所述垂直进给夹具的上端固定有套管型微分头,套管型微分头的测微螺杆插入垂直进给夹具内部并顶靠于垂直进给推杆的顶部,所述垂直进给夹具内部设有套接在垂直进给推杆上的弹簧,该弹簧的下端顶靠于垂直进给夹具内壁,该弹簧的上端顶靠于垂直进给推杆上的凸台。
15.进一步的,所述垂直进给夹具由左右对开对称的两部分组成,左右两部分通过螺栓锁紧固定,其内部形成圆柱形的内槽,内槽用于容纳垂直进给推杆和弹簧。
16.进一步的,所述工作台的台面上设有多个t型槽,所述龙门架和精密虎钳分别通过螺栓螺母组件锁紧固定在对应的t型槽上。
17.进一步的,所述圆柱筒形推切块内圆直径φk等于衬垫内圆直径φd的1.02~1.12倍,圆柱筒形推切块外圆直径φw等于衬垫外圆直径φd的1.12~1.8倍,圆柱筒形推切块的轴向长度t等于衬垫轴向长度m的1.2~1.8倍。
18.进一步的,本发明还包括高清摄像头,该高清摄像头由吸附在工作台台面上的磁性表座进行固定夹持,所述高清摄像头连接至计算机,用于实时显示和记录对刀和检测过程的影像信息。
19.进一步的,所述精密虎钳的两夹持端分部固定有v型块,锥形销固定在两个v型块之间。
20.进一步的,所述精密虎钳远离圆柱筒形推切块的端面处固定有止推块,止推块磁性吸附在工作台上,用于防止锥形销在受到推切作用时产生轴向移动。
21.本发明推切作用下的模塑型锥形销衬垫结合强度检测方法,其包括以下步骤:
22.1)对刀:利用电子显微镜检测出衬垫外圆直径φd、衬垫内圆直径φd和衬垫轴向长度m,以及圆柱筒形推切块内圆直径φk、圆柱筒形推切块外圆直径φw和圆柱筒形推切块轴向长度t;调整精密虎钳和调整垂直进给夹具,使圆柱筒形推切块的最底部靠近接触到衬垫最上表面,再利用直线电机模组使圆柱筒形推切块在水平方向上退出衬垫上表面;再通过垂直进给模组驱动圆柱筒形推切块垂直向下移动d/2的距离,借助高清摄像头的实时成像,使衬垫中心线与圆柱筒形推切块中心线重合,启动直线电机模组推动圆柱筒形推切块缓慢贴合靠近衬垫端面,即可完成对刀;
23.2)结合强度检测:启动直线电机模组和直线位移传感器,直线电机模组带动圆柱筒形推切块推挤衬垫,圆柱筒形推切块持续推挤衬垫而产生剥离和位移,直至衬垫全部被圆柱筒形推切块推挤脱离锥形销轴端面,此过程中,直线位移传感器实时检测到衬垫的位移信息并输入至计算机进行分析与处理,同时测力仪实时检测推切衬垫所产生的推切力信号,通过信号采集器和信号放大器后输入计算机进行分析与处理;
24.3)分析与处理:
25.衬垫在推切位移为xi时,其瞬时结合强度σi可由下式计算得到:
[0026][0027]
衬垫在完成推切过程,其与基体的综合结合强度σ的计算方法如下:
[0028][0029]
其中,fi为测力仪检测推切力时第i次的有效采样力信号值,i=1,2,3
…
n,n为有效采样总次数,d为衬垫内圈直径,m为衬垫轴向长度。
[0030]
本发明结构简易,检测精度高,可满足成品自润滑锥形销模塑型衬垫结合强度的即时检测需要,能够有效精准评价模塑型自润滑锥形销衬垫的结合强度性能。
附图说明
[0031]
以下结合附图和具体实施方式对本发明做进一步详细说明;
[0032]
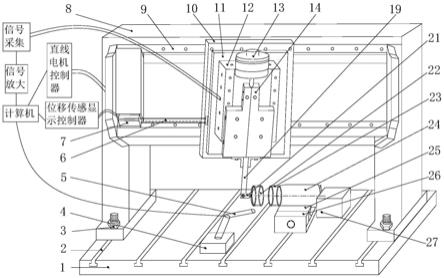
图1为本发明检测装置的示意图;
[0033]
图2为垂直进给模组的示意图;
[0034]
图3为本发明结合强度检测示意图;
[0035]
图4为推切衬垫的力与推切位移的关系曲线图。
具体实施方式
[0036]
请参照图1-3,本发明推切作用下的模塑型锥形销衬垫结合强度检测装置,其包括工作台1,工作台1的台面上固定有龙门架8和精密虎钳26;
[0037]
锥形销24固定在精密虎钳26上,锥形销24轴端面的衬垫23中心线沿水平方向设置;
[0038]
龙门架8的上部设有沿水平横向设置的直线电机模组9,直线电机模组9上连接有由其驱动沿水平横向移动的工作平板10,直线电机模组9连接至直线电机控制器,通过直线电机控制器控制工作平板10直线移动的速度和时间,工作平板10直线移动信息输入到计算机进行实时调试、分析和处理;
[0039]
工作平板10上固定有测力仪夹具11,测力仪夹具11固定有测力仪12,测力仪12连接至信号采集器和信号放大器,将采集到的推切力信号输入到计算机进行分析和处理;测力仪12上固定有垂直进给模组,垂直进给模组底部固定连接有由其驱动做升降运动的圆柱筒形推切块22,且圆柱筒形推切块22朝向锥形销24轴端面的衬垫23设置;圆柱筒形推切块22内圆直径φk等于衬垫23内圆直径φd的1.02~1.12倍,圆柱筒形推切块22外圆直径φw等于衬垫23外圆直径φd的1.12~1.8倍,圆柱筒形推切块22的轴向长度t等于衬垫23轴向长度m的1.2~1.8倍。
[0040]
直线电机模组9上固定有直线位移传感器7,直线位移传感器7的检测螺杆6连接在测力仪夹具11上,直线位移传感器7检测到的位移信息通过位移传感显示控制器显示和记录衬垫23的位移信息,并输入计算机进行分析与处理。
[0041]
垂直进给模组包括垂直进给夹具14,垂直进给夹具14内部滑动套接有垂直进给推
杆19,垂直进给推杆19的底部延伸出垂直进给夹具14并固定有推杆连接件21,该推杆连接件21与圆柱筒形推切块22固定连接,垂直进给夹具14的上端固定有套管型微分头13,套管型微分头13的测微螺杆28插入垂直进给夹具14内部并顶靠于垂直进给推杆19的顶部,垂直进给夹具14内部设有套接在垂直进给推杆19上的弹簧30,该弹簧30的下端顶靠于垂直进给夹具14内壁,该弹簧30的上端顶靠于垂直进给推杆19上的凸台29。垂直进给时,旋转套管型微分头13驱使底部的测微螺杆28向下运动,推动垂直进给推杆19上的凸台29压缩弹簧30向下进给,进而推动连接件及圆柱筒形推切块22向下进给。
[0042]
垂直进给夹具14由左右对开对称的两部分组成,左右两部分通过螺栓锁紧固定,其内部形成圆柱形的内槽,内槽用于容纳垂直进给推杆19和弹簧30。
[0043]
工作台1的台面上设有多个t型槽2,龙门架8和精密虎钳26分别通过螺栓螺母组件3锁紧固定在对应的t型槽2上。
[0044]
本发明还包括高清摄像头5,该高清摄像头5由吸附在工作台1台面上的磁性表座4进行固定夹持,高清摄像头5连接至计算机,用于实时显示和记录对刀和检测过程的影像信息。
[0045]
精密虎钳26的两夹持端分部固定有v型块25,锥形销24固定在两个v型块25之间,v型块25能够实现自定心夹紧锥形销24。精密虎钳26远离圆柱筒形推切块22的端面处固定有止推块27,止推块磁性吸附在工作台1上,用于防止锥形销24在受到推切作用时产生轴向移动。
[0046]
圆柱筒形推切块22的材质硬度须具有一定的硬度且不大于衬垫23硬度,优选尼龙。
[0047]
本发明推切作用下的模塑型锥形销衬垫结合强度检测方法,其包括以下步骤:
[0048]
1)结合强度检测前需进行对刀以准确确定圆柱筒形推切块22与衬垫23的接触区域,具体对刀方法如下:利用电子显微镜检测出衬垫23外圆直径φd、衬垫23内圆直径φd和衬垫23轴向长度m,以及圆柱筒形推切块22内圆直径φk、圆柱筒形推切块22外圆直径φw和圆柱筒形推切块22轴向长度t;
[0049]
调整精密虎钳26和调整垂直进给夹具14,使圆柱筒形推切块22的最底部靠近接触到衬垫23最上表面,再利用直线电机模组9使圆柱筒形推切块22在水平方向上退出衬垫23上表面;再通过垂直进给模组驱动圆柱筒形推切块22垂直向下移动d/2的距离,借助高清摄像头5的实时成像,使衬垫23中心线与圆柱筒形推切块22中心线重合,启动直线电机模组9推动圆柱筒形推切块22缓慢贴合靠近衬垫23端面,即可完成对刀;
[0050]
2)结合强度检测:启动直线电机模组9和直线位移传感器7,直线电机模组9带动圆柱筒形推切块22推挤衬垫23,圆柱筒形推切块22持续推挤衬垫23而产生剥离和位移,直至衬垫23全部被圆柱筒形推切块22推挤脱离锥形销24轴端面,此过程中,直线位移传感器7实时检测到衬垫23的位移信息并输入至计算机进行分析与处理,同时测力仪12实时检测推切衬垫23所产生的推切力信号,通过信号采集器和信号放大器后输入计算机进行分析与处理;检测过程所采集到的推切力和位移曲线关系如图4所示;
[0051]
3)分析与处理:
[0052]
衬垫在推切位移为xi时,其瞬时结合强度σi可由下式计算得到:
[0053][0054]
衬垫在完成推切过程,其与基体的综合结合强度σ的计算方法如下:
[0055][0056]
其中,fi为测力仪检测推切力时第i次的有效采样力信号值,i=1,2,3
…
n,n为有效采样总次数,d为衬垫内圈直径,m为衬垫轴向长度。
[0057]
上面结合附图对本发明的实施加以描述,但是本发明不局限于上述的具体实施方式,上述的具体实施方式是示意性而不是加以局限本发明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1