可调平板测具配用的通用可调标准件的制作方法
1.本发明属于航空航天技术领域,尤其涉及一种可调平板测具配用的通用可调标准件。
背景技术:
2.目前:现有的航空航天零部件制造中,对不同的高精度内、外径尺寸在线测量时要制作专用标准件,耗时耗力,现有技术公开了申请号为:201520533106.8的一种航空航天零部件生产过程中使用的通用可调标准件的结构设计,其结构包括基座、旋转调节、水平支撑、水平调节、压板、压板螺钉、t型槽螺钉、连接用调节锁紧螺栓和螺母、t型槽用螺母。其中基座中间有用于定位水平支撑的凸键,两侧对称有用于连接的t型槽;旋转调节通过内凹槽面和长键槽通过螺栓与水平调节相连接;水平支撑通过底面上的键槽和连接孔和螺钉与基座的t型槽相连接;水平调节通过上端面和螺栓与旋转调节相连,通过下端面和压板与水平支撑相连;压板通过孔和螺钉与水平支撑相连。
3.本技术结构是通过长度尺寸的调节、角度的调节以及内径、外径的转换调节,并配合cmm设备的标定,即可实现航空航天零部件生产制造时使用可调平板测具的有效使用。
4.通过上述分析,现有技术存在的问题及缺陷为:
5.对不同的高精度内、外径尺寸在线测量时要制作专用标准件,耗时耗力。
技术实现要素:
6.针对现有技术存在的问题,本发明提供了一种可调平板测具配用的通用可调标准件。
7.本发明是这样实现的,一种可调平板测具配用的通用可调标准件,其特征在于,所述通用可调标准件包括基座、旋转调节、水平支撑、水平调节、压板、压板螺钉、t型槽螺钉、连接用调节锁紧螺栓和螺母、t型槽用螺母,其中基座中间有用于定位水平支撑的凸键,两侧对称有用于连接的t型槽;旋转调节通过内凹槽面和长键槽通过螺栓与水平调节相连接;水平支撑通过底面上的键槽和连接孔和螺钉与基座的t型槽相连接;水平调节通过上端面和螺栓与旋转调节相连,通过下端面和压板与水平支撑相连;压板通过孔和螺钉与水平支撑相连。整个结构是要求水平支撑的p点和旋转调节的p点(见图1)相接触进行调整的,整个结构设计都是围绕着这一点进行设计和调节的。
8.进一步,所述旋转调节是可调平板测具对表的基准尺寸件。
9.进一步,所述水平支撑是可调平板测具水平面支撑件。
10.进一步,所述压板用于压紧水平调节。
11.进一步,所述航空航天零部件生产制造使用的可调平板测具配用的通用可调标准件的可调节范围为正45度至负45度。
12.进一步,图1所示为内直径的可调节标准件,当要做为外直径标准件时,拆下t型槽螺钉,将水平支撑、旋转调节、水平调节等组件整体转180度后再安装回去,即可变更为外直
径检测用标准件。
13.进一步,所述结构采用对称设计,可大幅减少零件数量,有利于结构的调整和重组,更有利于可调标准件的零件更换。
14.结合上述的所有技术方案,本发明所具备的优点及积极效果为:
15.本文介绍了航空航天零部件制造中,使用可调内外径平板测具hb3419或hb3420,采用对比法检测内直径或外直径时其配用的通用可调标准件的结构设计。本结构设计解决了航空航天零部件制造过程中,对不同的高精度内、外径尺寸在线测量时要制作专用标准件的困局,对节约制造成本、提高产品生产效率意义重大。本设计结构简单、可调节性可操作性好、通用性好,具有很好的实用价值。
16.本发明的内直径的可调节标准件,当要做为外直径标准件时,拆下t型槽螺钉,将水平支撑、旋转调节、水平调节等组件整体转180度后再安装回去,即可变更为外直径检测用标准件。
17.本发明提供的所述结构采用对称设计,可大幅减少零件数量,有利于结构的调整和重组,更有利于可调标准件的零件更换。
附图说明
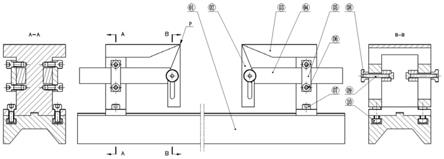
18.图1是本发明实施例提供的航空航天零部件生产制造使用的可调平板测具配用的通用可调标准件的结构示意图;
19.图中:01、基座;02、旋转调节;03、水平支撑;04、水平调节;05、压板;06、压板螺钉;07、t型槽螺钉;08、连接用调节锁紧螺栓和螺母;09、连接螺栓;10、t型槽用螺母。
20.图2是本发明实施例提供的航空航天零部件生产制造使用的可调平板测具配用的通用可调标准件的正45度状态示意图;
21.图3是本发明实施例提供的航空航天零部件生产制造使用的可调平板测具配用的通用可调标准件的负45度状态示意图;
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
23.针对现有技术存在的问题,本发明提供了航空航天零部件生产制造使用的可调平板测具配用的通用可调标准件,下面结合附图对本发明作详细的描述。
24.如图1所示,所述通用可调标准件包括基座01、旋转调节02、水平支撑03、水平调节04、压板05、压板螺钉06、t型槽螺钉07、连接用调节锁紧螺栓和螺母08、连接螺栓09、t型槽用螺母10。其中基座01中间有用于定位水平支撑03的凸键,两侧对称有用于连接的t型槽;旋转调节02通过内凹槽面和长键槽通过连接螺栓09和锁紧螺母08与水平调节04相连接;水平支撑03通过底面上的键槽和连接孔和螺钉与基座01的t型槽相连接;水平调节04通过上端面和连接螺栓09与旋转调节02相连,通过下端面和压板05与水平支撑03相连接;压板05通过孔和螺钉06与水平支撑03相连接。
25.如图2所示测量内直径斜度面上点位直径时的标准件调节状态,展示的为标准件
的正45度状态效果图。
26.如图3所示测量内直径斜度面上点位直径时的标准件调节状态,展示的为标准件的负45度状态效果图。
27.通用可调标准间的使用调整步骤为s1:用角度尺调整好旋转调节的对表基准面与水平支撑的上端基准面,也就是通用可调平板测具的支撑面,调整的角度要求与要测量件的产品图相应的角度尺寸一致。注意标准件左右两侧都要调整好;
28.s2:用平尺调整旋转调节的p点与水平支撑的上基准面平齐,锁死锁紧螺母。注意标准件左右两侧都要调整好;
29.s3:调整水平调节使旋转调节的p点与水平支撑的p点对齐,拧紧压板螺钉锁死水平调节;
30.s4:调整t型槽螺钉整体移动旋转调节、水平支撑、水平调节和压板,用游标卡尺测量,粗调要测量的尺寸与产品图相应的尺寸一致;
31.s5:在cmm设备上对标准件尺寸按要检测的产品图相应尺寸进行标定,必要时再微调整体移动旋转调节、水平支撑、水平调节和压板,使要标定的尺寸与产品图尺寸一致或接近,锁死t型槽螺钉并铅封各连接处;
32.s6:按cmm检测的尺寸制作标签,粘贴或悬挂到标准件上;
33.s7:标准件到生产现场使用。使用后可重新调整进行下一组尺寸的检测。
34.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
35.以上所述,仅为本发明的具体扩展实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1