检具的制作方法
1.本发明涉及工装夹具技术领域,尤其涉及检具。
背景技术:
2.在产品的生产过程中,为了保证生产出来的产品的一致性,通常需要使用例如检具对产品的精度以及一致性进行检测。为此,在使用检具之间,首先需要根据检具的设计标准来完成检具的装配调试。例如,现有技术当中,通常使用三坐标测量仪等来完成检具的装配调试,调试效率很低。此外,检具通常是针对具体的某一款产品(下面也会称“被检测物”)而设定的,为了确保检具的稳定性,在完成装配调试即将检具进行锁紧。然而,在实际的检测过程中,锁紧的检具有时候会影响到产品的拆装。
技术实现要素:
3.本发明旨在至少一定程度上解决现有技术问题之一。为此,本发明提出了一种检具,不仅能够更加容易地进行调试,而且能够便于被检测物的拆装。
4.根据本发明一方面的检具,包括:载置部,用于载置被检测物;检测件,用于对所述被检测物进行检测;第一引导部,沿靠近或者远离所述被检测物的前后方向进行导向,所述检测件搭载在所述第一引导部上;位置检测部,对所述检测件的位置进行检测,以使所述检测件被固定在可检测所述被检测物的位置。
5.根据本发明一方面的检具,至少具有如下有益效果:不仅能够更加容易地进行调试,而且能够便于被检测物的拆装。
6.在一些实施方式中,还包括锁紧部,所述锁紧部和所述检测件连接,并将所述检测件固定在可检测所述被检测物的位置。
7.在一些实施方式中,还包括第一调节部,所述第一调节部沿前后方向对所述检测件进行调节。
8.在一些实施方式中,所述第一调节部搭载在所述第一引导部上并与所述检测件连接,沿前后方向对所述检测件进行调节。
9.在一些实施方式中,所述第一调节部包括沿前后方向对所述检测件进行调节的第一调节螺杆。
10.在一些实施方式中,所述位置检测部包括:第一位移传感器,沿前后方向对所述检测件的位置进行检测;显示器,基于所述位移传感器的检测结果,显示所述检测件的位置。
11.在一些实施方式中,所述第一位移传感器为磁栅尺、拉绳位移传感器或者激光位移传感器。
12.在一些实施方式中,还包括第二调节部,所述第二调节部沿正交于前后方向的左右方向对所述检测件进行调节。
13.在一些实施方式中,所述第二调节部包括沿左右方向对所述检测件进行调节的第二调节螺杆。
14.在一些实施方式中,所述位置检测部包括:第二位移传感器,沿左右方向对所述检测件的位置进行检测;显示器,基于所述位移传感器的检测结果,显示所述检测件的位置。
15.在一些实施方式中,所述被检测物为石英舟,所述石英舟上设置有沿前后方向间隔且平行地排列的多个卡槽;所述检测件设置有沿作为厚度方向的前后方向间隔且平行地排列的多个检测齿,所述检测齿用于检测所述所述卡槽,所述检测齿的厚度均相同。
16.在一些实施方式中,多个所述检测齿沿前后方向均匀地排列;所述检测齿的厚度为0.5mm以上且0.6mm以下;且一个所述检测齿的后表面与其前面的另一个所述检测齿的后表面之间的距离为3.14mm以上且3.16mm以下,或者,为2.37mm以上且2.39mm以下,或者,为2.71mm以上且2.73mm以下。
附图说明
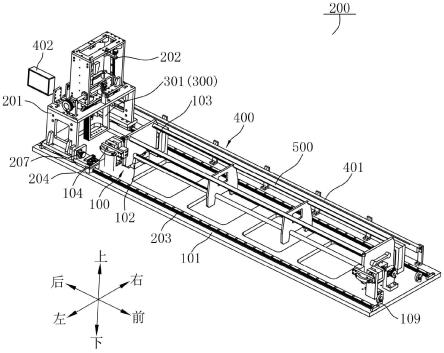
17.图1是本发明的检具的一种实施例的、装载有被检测物的状态下的示意图。
18.图2是检具的前视方向的要部的立体图。
19.图3是检具的后视方向的要部的立体图。
20.图4是图1的载置部的示意图。
21.图5是图4中的第一固定部的一种实施例的示意图。
22.图6是图5的第一固定部的局部爆炸图。
23.图7是图4中的第二固定部的一种实施例的示意图。
24.图8是检测件的一种实施例的立体图。
25.图9是图8的检测件的仰视图。
26.图10是图8的检测件的俯视图。
27.图11是图8的检测件的左视图。
28.图12是将图11的检测件相对上下方向倾斜的左视图。
29.图13是作为被检测物的现有的石英舟的结构的一种实施例的示意图。
30.图14是图13中的a处的局部放大图。
31.图15是图13中的b处的局部放大图。
具体实施方式
32.下面详细描述本实施方式的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实施方式,而不能理解为对本实施方式的限制。
33.在本实施方式的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实施方式和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实施方式的限制。
34.在本实施方式的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
35.本实施方式的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实施方式中的具体含义。
36.图1是检具200的、装载有被检测物500的示意图。图2、图3是检具200的要部的立体图。参照图1、图2以及图3,根据本发明的一种实施方式的检具200,包括:载置部100、检测件300、第一引导部203以及位置检测部400。其中,载置部100用于载置被检测物500。检测件300用于对被检测物500进行检测。第一引导部203沿靠近或者远离被检测物500的前后方向进行导向。检测件300搭载在第一引导部203上。位置检测部400对检测件300的位置进行检测,以使检测件300被固定在可检测被检测物500的位置。
37.根据本实施方式的检具200,不仅能够更加容易地进行调试,而且能够便于被检测物500的拆装。具体而言,通过设置沿前后方向进行导向的第一引导部203,能够容易地移动检测件300,而通过设置对检测件300的位置进行检测的位置检测部400,则能够容易地确认检测件300的位置,并由此能够根据检具200的设计基准来调节检测件300的位置,由此能够容易地对检具200进行调试。此外,在需要拆装被检测物500的情况下,则能够使检测件300沿着第一引导部203移动而从载置部100移开,由此能够便于被检测物500的拆装。
38.本实施方式的检具200可以包括基台101,基台101上安装有例如吊环螺杆等的吊装件109。载置部100和第一引导部203可以直接安装在基台101上。检测件300则可以安装在安装座201上,并通过安装座201搭载在第一引导部203上,从而安装在基台101上。由此,检具200整体能够通过例如龙门吊等的公知的吊装设备,转移到例如三坐标检测设备(未图示)的工作台上。此外,检具200也可以直接设置在例如三坐标检测设备的工作台上,或者,检具200也可以用在根据检测要求所设计的非标的检测设备、工作台上等。
39.在本实施方式中,作为检测件300可检测被检测物500的位置,是指设计时通过设计软件(例如solidworks、cad、ug等),所模拟出来的检具200上的各部件均安装准确的位置。在对检具200调试的过程中,以设计上的标准作为基准,来调试检具200的装配标准。例如,本实施方式的检具200可以在基台101上可以开设基准孔(未图示)。载置部100的各部件以及第一引导部203的各部件则直接安装在基台101上,并且,根据设计标准,以基准孔为调试标准,通过三坐标测量仪等调试出载置部100的各部件以及第一引导部203的各部件的准确位置。
40.安装座201搭载在第一引导部203上,并通过第一引导部203靠近载置部100以使检测件300能够检测到被检测物500,或者通过第一引导部203远离载置部100以使被检测物500在拆装的时候不会和检测件300干涉,从而能够容易地进行被检测物500的拆装。例如,安装座201可以沿前后方向移动到载置部100的上方,或者从载置部100的上方移开。第一引导部203的一部分沿前后方向至少横跨载置部100的一部分,第一引导部203的另一部分沿前后方向至少延伸到载置部100之外。第一引导部203也可以使用公知的线性滑轨组件、线性导向轴组件等。在需要检测被检测物500的情况下,检测件300通过安装座201而被移动到载置部100的上方,由此检测件300能够对被检测物500进行检测。在需要安装或者拆卸被检测物500的情况下,则使检测件300通过安装座201而移动到载置部100的上方的区域之外,例如,附图中将安装座201移动到载置部100的后方,由此,能够容易地对被检测物500进行安装或者拆卸。此外,在需要检测被检测物500的前后方向的不同位置的位置精度以及一致
性时,只需沿前后方向推动搭载有检测件300的安装座201即可。
41.移动检测件300的方式并不特别限定,可以通过例如气缸、电机等的执行元件驱动安装座201沿前后方向移动,从而使检测件300沿前后方向移动。此外,在不方便安装气路或者控制系统的情况下,或者从节约成本、方便操作者操作以及便于搬运的角度来看,优选地,可以由操作者手动操作安装座201。
42.如上所述,检测件300的移动的位置由位置检测部400来确定。在本实施方式中,位置检测部400不仅用于检测检测件300的位置,而且能够代替三坐标测量仪,来高效率、精确地确定检测件300的沿前后方向的位置,以使检测件300的前后方向的位置精度在设计精度的范围之内。具体而言,由于检测件300安装在安装座201上,因此,可以通过确定安装座201的位置精度,从而确定检测件300的位置精度。例如,在安装座201通过以电机驱动的滑台模组(未图示)而沿前后方向被推动的情况下,作为位置检测部400可以包括用于确定滑台模组的原点位置的光电传感器以及用于计算电机的旋转量从而确定滑台模组的行程的编码器等。在此情况下,可以首先通过例如三坐标测量仪来确定安装座201相对于基台101的基准的原点位置,并将该位置作为滑台模组的原点位置。然后,根据设计上的安装座201的检测位置(即检测件300可检测被检测物500的位置)距离原点位置的距离,驱动滑台模组进给该距离。由此,由于确定了安装座201的原点位置,并使用能够高精度地驱动安装座201进给的滑台模组,即使在检测件300的位置需要经常切换的情况下,也能够确保在检测件300需要对被检测物500进行检测的情况下,检测件300的检测位置处在设计标准所容许的范围内。
43.尽管使用高精度(例如重复定位精度为
±
0.02mm左右)的滑台模组,能够容易地使检测件300在需要检测的状态下,始终保持在设计标准所容许的范围内,但是,在实际应用中,由于安装空间、成本控制或者考虑到运输的情况下,可能会考虑在尽可能地使检具200紧凑且降低检具200的成本的情况下,提高检具200的调试效率、使用效率以及重新使用精度等,并由于确保用户的满意度。因此,在一些实施方式中,例如,可以由操作者操作检测件300,并使用位置检测部400,来辅助操作者快速地进行检测件300的调试、使用。具体而言,例如,检测件300安装在安装座201上,操作者通过操作安装座201以使安装座201沿第一引导部203而移动,并通过位置检测部400来对安装座201的位置进行检测。因此,作为位置检测部400可以包括:第一位移传感器401和显示器402(参照图1、图2)。第一位移传感器401沿前后方向对检测件300的位置进行检测。显示器402则基于第一位移传感器401的检测结果,来显示检测件300的位置。第一位移传感器401可以是磁栅尺、拉绳位移传感器或者激光位移传感器。由于检测件300安装在安装座201上,因此,第一位移传感器401可以通过检测安装座201的位置,来确定检测件300的位置。以磁栅尺为例,例如磁栅尺可以沿前后方向延伸,并涵盖载置部100的至少一部分。显示器402和磁栅尺的输出端连接,显示器402只要能够显示磁栅尺的输出结果,其类型不特别限定,例如可以是触摸屏等。基台101的后端,可以设置有第一基准件403,第一基准件403在基台101上的准确位置通过三坐标测量仪等进行调试。磁栅尺的零点位置与第一基准件403对应,即在安装座201抵接第一基准件403的情况下,视为安装座201处在磁栅尺的零点位置。在检测件300可检测被检测物500的位置距离第一基准件403的距离为例如100mm的情况下,则操作者沿前方向推动安装座201移动100mm,在移动的过程中,显示器402根据磁栅尺的检测结果,实时地显示安装座201的位置,从而辅
助操作者确定检测件300距离第一基准件403的距离并在该距离为100mm(根据设计,可以容易一定的偏差,例如
±
0.02mm)的情况下,将安装座201固定,由此能够使检测件300被固定在可检测被检测物500的位置。
44.在本实施方式当中,通过使用能够实时显示检测件300的移动距离的第一位移传感器401,使用检具200的操作者无需通过三坐标测量仪等即能够确定检测件300的精确位置,因此能够大大地提高检测件300的调试效率。此外,由于具有第一位移传感器401和显示位置的显示器402,检测件300即使偏离了设计位置,操作者也能够快速地进行调整并复位,因此,可以在将检测件300移开的情况下,进行被检测物500的拆装,从而能够便于被检测物500的拆装。进一步地,由于检测件300的检测位置可以根据操作者的需求而移动,因此,本实施方式的检具200也能够检测被检测物500的不同的位置,或者检测具有不同的检测位置的不同批次的被检测物500,因此能够一定程度上提高检具200的通用性。更进一步地,由于无需复杂的控制装置以及运动结构,因此不仅能够大大地降低成本以及对环境的要求(例如无需气路等),而且由于结构紧凑,因此,即使检具200用于检测大尺寸的产品(例如石英舟等)也能够大批量地进行包装运输。
45.在一些实施方式中,为了确保检测件300的调试精度以及位置精度,本实施方式的检具200还可以包括锁紧部204,锁紧部204和检测件300连接,并将安装座201固定在可检测被检测物500的位置。具体而言,例如,锁紧部204可以通过锁紧安装座201,从而固定检测件300。例如,在安装座201位于载置部100的上方的状态下,安装座201可以沿前后方向被锁紧部204锁紧。在安装座201通过例如气缸、电机等的执行元件被驱动的情况下,由于气缸、电机自身等具有稳定地被锁定的功能,因此可以直接将气缸、电机等作为锁紧部204的锁紧元件而直接使用。
46.在安装座201通过操作者手动操作的情况下,锁紧部204也可以通过手动的方式锁紧安装座201。例如,锁紧部204可以包括锁紧螺栓205和锁紧块206,锁紧螺栓205的安装位置并不特别限定,例如可以安装到安装座201,并沿上下方向可进给,锁紧块206则安装到锁紧螺栓205的下端。在锁紧螺栓205通过例如扳手等而朝下方向进给时,锁紧块206随着锁紧螺栓205的进给,而压在基台101上。由此,能够将安装座201锁紧。通过使用锁紧部204将安装座201锁紧,能够确保在使用检测件300时,安装座201不会晃动,从而能够确保安装座201的位置精度,并由此确保检测件300的检测精度。
47.为了更高精度地沿前后方向调试检测件300的位置,本实施方式的检具200还可以包括第一调节部207,第一调节部207沿前后方向对检测件300进行调节。例如,第一调节部207可以搭载在第一引导部203上并与安装座201连接,通过沿前后方向对安装座201进行调节以使得检测件300沿前后方向被调节。由于安装座201本身通过第一引导部203而沿前后方向移动,因此,通过将第一调节部207搭载在第一引导部203上并与安装座201联动地连接,不仅能够简化第一调节部207的结构,而且能够更加容易地实现对检测件300的调节。
48.以操作者手动操作为例,在操作者大幅度地将安装座201从载置部100的后方移动到载置部100的正上方的情况下,检测件300难以直接被移动到根据设计位置所规定的位置,在此情况下,操作者可以首先将检测件300移动到例如设计位置所规定的位置的
±
10mm(该数值直接在显示器402上显示)的区域,然后通过第一调节部207对安装座201进行微调,从而能够精确地将检测件300调节到与设计位置对应的位置。然后,通过锁紧部204进行锁
紧。在操作者手动操作调节检具200的情况下,第一调节部207也可以选择手动调节装置,例如,第一调节部207可以选择基于手动调节的螺杆调节机构。具体而言,第一调节部207可以包括安装在第一引导部203的滑块上的第一调节座208,第一调节座208上设置有沿前后方向可进给的第一调节螺杆209,第一调节螺杆209的后端和安装座201连接,并沿前后方向对安装座201进行调节。由此,能够通过手动而容易地微调安装座201的沿前后方向的位置,从而对安装在安装座201上的检测件300进行微调。
49.此外,上面虽然列举了基于手动操作的螺杆调节机构的第一调节部207的例子,但是并不限于此。第一调节部207只要能够沿前后方向对检测件300进行微调,其结构并不特别限定。例如,第一调节部207也可以选择例如基于电机驱动的滑台模组(单轴机械手)的调节机构或者凸轮调节机构等。
50.另外,为了更高精度地沿正交于前后方向的左右方向调节检测件300的精度,本实施方式的检具200还可以包括第二调节部210,第二调节部210沿左右方向对检测件300进行调节。例如,安装座201上可以设置有沿左右方向可移动的第二引导部211,第二引导部211可以参照第一引导部203进行设置。检测件300安装在第二引导部211上。第二调节部210搭载在安装座201上并和检测件300连接。和第一调节部207同样地,第二调节部210可以选择例如基于手动操作的螺杆调节机构,即第二调节部210同样可以包括沿左右方向对检测件300进行调节的第二调节螺杆212。由此,本实施方式的检具200也能够沿左右方向对检测件300的位置进行微调。
51.同样地,为了辅助操作者快速地进行检测件300的调试,位置检测部400还可以包括:第二位移传感器404,第二位移传感器404沿左右方向对检测件300的位置进行检测。显示器402则基于第二位移传感器404的检测结果,显示检测件300的位置。同样地,第一位移传感器401可以是磁栅尺、拉绳位移传感器或者激光位移传感器。以磁栅尺为例,例如磁栅尺可以沿左右方向延伸,并涵盖第二引导部211的至少一部分。显示器402则和磁栅尺的输出端连接。
52.以下,以一个更加具体的实施例来说明上述实施方式的检具200。具体而言,以在太阳能电池的生产的过程中所使用到的用于装载硅片的石英舟作为被检测物500进行说明。
53.图13是作为被检测物500的石英舟的结构的一种实施例的示意图。图14是图13中的a处的局部放大图。图15是图13中的b处的局部放大图。参照图13至图15,在说明本实施例的检具200之前,首先对作为被检测物500的石英舟进行简单的说明。本实施例的石英舟例如可以是用于载置作为太阳能电池的衬底的硅片(未图示)的、现有的石英舟的结构。具体而言,该石英舟包括用于支撑硅片的两个下支撑杆501,以及设置在下支撑杆501的上方的左限制杆502以及右限制杆503。石英舟的长度方向(附图中为前后方向)的两端部分别具有立板505。两个下支撑杆501、左限制杆502以及右限制杆503的长度方向的两端分别被支撑在立板505上。此外,在两块立板505之间,还可以设置有多块加强板506。各加强板506分别与立板505平行,并分别支撑两个下支撑杆501、左限制杆502以及右限制杆503。在被保持在工作台面(例如下述的支撑座102)的状态下,被检测物500可以通过立板505或者加强板506而被支撑。在本实施方式的检具200(下述)中,被检测物500通过立板505被支撑在载置部100上。
54.此外,石英舟上设置有沿前后方向均匀排列的多组用于容纳硅片的卡槽504。具体而言,一个硅片由多个卡槽504卡住,多个卡槽504中,包括分别设置在两个下支撑杆501的下卡槽504a、设置在左限制杆502的左卡槽504b以及设置在右限制杆503的右卡槽(未图示)。本实施例的检具200,用于检测这些卡槽504的位置精度以及批量生产的石英舟的这些卡槽504的一致性等,以确保这些卡槽504符合生产要求。
55.继续参照图1至图3,根据实施例的检具200,在基台101上设置有:载置部100、第一引导部203、安装座201、检测件300以及位置检测部400。载置部100用于载置石英舟。第一引导部203沿靠近或者远离作为被检测物500的石英舟的前后方向进行导向。安装座201搭载在第一引导部203上,安装座201至少在石英舟被检测的状态下位于载置部100的上方。安装座201上设置有沿上下方向移动的第三引导部202。检测件300搭载在第三引导部202上。检测件300包括主体301,主体301设置有沿作为厚度方向的前后方向间隔且平行地排列的多个检测齿302,检测齿302的厚度均相同。位置检测部400包括:第一位移传感器401和显示器402。第一位移传感器401沿前后方向对安装座201的位置进行检测。显示器402则基于第一位移传感器401的检测结果,来显示安装座201的位置。第一位移传感器401可以是磁栅尺、拉绳位移传感器或者激光位移传感器,且第一位移传感器401沿前后方向延伸。显示器402例如可以安装在基台101的后端,并处在可以容易地被操作者观察到的位置。
56.作为第三引导部202,例如可以使用公知的线性滑轨组件、线性导向轴组件等。检测件300搭载在第三引导部202上,并随着第三引导部202的例如滑块等而沿上下方向滑动,由此,检测件300可以插入作为被检测物500的石英舟中,或者从石英舟中移开。为了更加精确地模拟硅片的插片状态,检测件300例如可以相对上下方向倾斜地被搭载于第三引导部202。检测件300例如可以以相对上下方向倾斜3
°
左右的状态被搭载于第三引导部202中。在检测件300从石英舟中移开的状态下,可以对被石英舟进行安装或者拆卸等。优选地,可以由操作者手动操作检测件300上下移动。
57.以下对用于载置石英舟的载置部100进行详细说明。
58.图4是载置部100的示意图。参照图4并辅助参照图1,如上所述,载置部100可以设置在基台101上。例如,本实施例的检具200的载置部100可以包括:支撑座102、第一定位件103、第一固定部104、第二定位件105以及第二固定部106。其中,支撑座102用于支撑石英舟。第一定位件103设置在支撑座102的左右方向的一侧(附图中为右侧)。第一固定部104设置在支撑座102的左右方向的另一侧(附图中为左侧)。第一固定部104具有第一推动件107,第一推动件107可沿左右方向被驱动。在石英舟被支撑在支撑座102的状态下,第一推动件107推动石英舟在左右方向抵接第一定位件103。第二定位件105设置在支撑座102的前后方向的一侧(附图中为后侧)。第二固定部106设置在支撑座102的前后方向的另一侧(附图中为前侧)。第二固定部106具有第二推动件108,第二推动件108可沿前后方向被驱动。在石英舟被支撑在支撑座102的状态下,第二推动件108推动石英舟在前后方向抵接第二定位件105。
59.由此,本实施方式的载置部100不仅能够可靠地固定石英舟,而且能够容易地拆装石英舟。具体而言,由于沿左右方向设置了第一定位件103以及具有第一推动件107的第一固定部104,并通过第一定位件103和第一推动件107一起对石英舟进行定位并夹紧;此外,沿前后方向设置了第二定位件105以及具有第二推动件108的第二固定部106,并通过第二
定位件105和第二推动件108对石英舟进行定位并夹紧,因此能够可靠地固定石英舟。此外,由于第一推动件107能够沿左右方向被驱动以及第二推动件108能够沿前后方向被驱动,因此,在安装石英舟的情况下,能够容易地对石英舟进行夹紧。而在需要拆卸的情况下,只需要松动第一推动件107以及第二推动件108即可,因此能够容易地拆卸石英舟。
60.支撑座102根据石英舟的具体形状而设置,支撑座102的支撑面可以大致呈平面状,由此,在支撑座102支撑石英舟的前后方向的两端部的立板505的情况下,立板505能够沿支撑座102的支撑面滑动,从而能够顺畅地抵接第一定位件103以及第二定位件105。支撑座102的位置,可以通过三坐标测量仪等进行调试。支撑座102可以包括两件,在石英舟被支撑在支撑座102的状态下,两件支撑座102分别支撑石英舟的前后方向的两端部,例如两件支撑座102可以分别支撑石英舟的前后方向的两端部的两块立板505。
61.第一定位件103的位置也通过三坐标测量仪等进行调试。第一定位件103可以包括两件,两件第一定位件103可以设置在支撑座102的左右方向的相同的一侧。在石英舟被支撑在支撑座102的状态下,石英舟的前后方向的两端部,沿左右方向分别抵接第一定位件103。在本实施例中,第一定位件103沿左右方向对石英舟的前后方向的两端部的立板505进行定位。例如,第一定位件103的一个可以设置在基台101的后面侧的支撑座102的右侧;第一定位件103的另一个则可以设置在基台101的前面侧的支撑座102的右侧。通过对作为石英舟的主支撑部件的立板505进行定位并固定,能够可靠地固定石英舟。
62.此外,在其他实施例中,也可以使用一块沿基台101的前后方向延伸的整板,分别对石英舟的两块立板505进行定位。或者,也可以使用一件或者多件第一定位件103,对石英舟的加强板506进行定位。
63.第二定位件105例如设置在支撑座102的前后方向的后侧。在石英舟被支撑在支撑座102的状态下,石英舟的后方向的立板505,沿前后方向抵接第一定位件103。在本实施例中,第二定位件105沿前后方向对石英舟的后端的立板505进行定位,从而能够可靠地固定石英舟。第二定位件105可以参考第一定位件103进行设置,在此不详细展开说明。此外,第二定位件105也可以和第一定位件103一体成型为大致的l字形状。
64.图5是图4中的第一固定部104的一种实施例的示意图。图6是图5的第一固定部104的局部爆炸图。图7是图4中的第二固定部106的一种实施例的示意图。以下,分别对第一固定部104以及第二固定部106进行详细的说明。
65.[第一固定部104]
[0066]
参照图5、图6,并辅助参照图1、图4,在一些实施例中,第一固定部104也可以包括两个,两个第一固定部104设置在支撑座102的左右方向的相同的另一侧,并沿左右方向分别与第一定位件103相对。具体而言,例如,两个第一固定部104的第一推动件107分别沿左右方向抵接石英舟的立板505。其中一个第一固定部104可以设置在基台101的后面侧的支撑座102的左侧,并与位于该支撑座102的右侧的第一定位件103相对。另外一个第一固定部104可以设置在基台101的前面侧的支撑座102的左侧,并与位于该支撑座102的右侧的第一定位件103相对。由此,两个第一固定部104能够分别与两个第一定位件103一起,平衡且可靠地夹持着石英舟。
[0067]
两个第一固定部104的结构大致相同,因此,在下面的描述中,对它们进行整体说明。仅在必要的情况下,进行区分说明。
[0068]
第一固定部104只要能够可靠地固定石英舟,其驱动第一推动件107的方式并不特别限定。例如,第一固定部104的第一推动件107可以沿靠近石英舟的方向(附图中为朝右方向)被弹簧、气缸、液压缸或者电机驱动。具体而言,例如,第一固定部104可以包括沿左右方向驱动的气缸、液压缸、基于电机驱动的丝杆传动装置等的执行元件(未图示),从而能够容易驱动第一推动件107,并由此推动石英舟的立板505抵接第一定位件103。气缸、液压缸以及基于电机驱动的丝杆传动装置均可以市售的驱动元件。
[0069]
此外,从节约成本、方便操作者操作或者便于转移载置部100的角度来看,第一推动件107可以被弹簧驱动。例如,第一固定部104可以具有:第一弹簧110和拉手件111。第一弹簧110沿靠近石英舟的方向(附图中为朝右方向)对第一推动件107施力,以使第一推动件107抵接并推动石英舟。拉手件111则和第一推动件107连接。具体而言,第一固定部104可以包括安装在基台101上的第一安装块112。第一安装块112上经由滑动轴承113安装有支撑轴114,支撑轴114的至少被支撑在滑动轴承113上的部分呈圆柱状,由此,支撑轴114相对第一安装块112沿左右方向可滑动、并且自身以中心轴为中心可旋转地被支撑在第一安装块112上。第一推动件107可以被支撑在支撑轴114的轴向的左端部。此外,第一弹簧110只要能够朝右方向对第一推动件107施力,其具体类型或者安装方式并不特别限定。例如,第一弹簧110可以选择压缩性弹簧,第一弹簧110位于第一安装块112的右侧,并套在支撑轴114上。第一弹簧110的一端抵接支撑轴114的右端部,第一弹簧110的另一端则抵接第一安装块112。由此,第一弹簧110始终保持着对第一推动件107的朝右方向的作用力。另外,第一弹簧110也可以选择例如拉簧,在选择拉簧的情况下,第一固定部104根据拉簧的安装方式适当地改变即可。通过使用弹簧来驱动第一推动件107,能够使载置部100整体小型化,从而便于运输并减少载置部100的占地空间。此外,由于无需额外增加气路或者控制电路等,因此能够方便操作者手动操作,并且能够进一步降低成本。
[0070]
拉手件111可以选择市售的拉手。拉手件111可以和第一推动件107连接或者固定在支撑轴114上等。拉手件111用于被操作者操作,例如,在操作者朝左侧拉动拉手件111时,第一弹簧110被压缩(为压缩性弹簧的情况下)或者拉伸(为拉簧的情况下),此时第一推动件107处在石英舟的拆装区域(即第一推动件107未抵接石英舟的区域)之外,由此,能够容易地拆装石英舟。在石英舟被支撑在支撑座102的情况下,操作者松开拉手时,第一推动件107在第一弹簧110的作用下,朝右方向移动,并推动石英舟以使石英舟抵接第一定位件103。由此,能够容易地固定石英舟。
[0071]
在一些实施例中,为了更加容易地拆装石英舟,第一固定部104还可以具有保持组件115,保持组件115和第一推动件107连接,并可使第一推动件107保持在石英舟的拆装区域之外。具体而言,保持组件115只要使第一推动件107保持在未抵接石英舟的状态即可,其方式并不特别限定。例如,在第一推动件107被气缸、液压缸、基于电机驱动的丝杆传动装置等执行元件驱动时,这些气缸、液压缸以及电机自身等具有在不同的位置稳定地保持的功能,因此,在此情况下,这些执行元件可以作为保持组件115的执行元件而使用。例如,以直动伸缩的气缸为例,在需要拆卸石英舟的时候,通过气缸驱动第一推动件107沿左方向切换,由此,能够使第一推动件107切换到拆装区域之外。此外,以旋转夹持缸为例,在需要拆卸石英舟的时候,通过旋转夹持缸驱动第一推动件107旋转并远离石英舟,由此,能够使第一推动件107切换到拆装区域之外。
[0072]
另外,在第一固定部104通过第一弹簧110驱动第一推动件107的情况下,保持组件115可以通过在上述的支撑轴114上设置卡紧件116从而实现保持的功能。例如,如上所述,支撑轴114以中心轴为中心可旋转地被支撑在第一安装块112上,第一推动件107则被支撑在支撑轴114上。此外,支撑轴114上设置有卡紧件116,卡紧件116随着支撑轴114的旋转而可被卡住以使第一推动件107保持在石英舟的拆装区域之外。卡紧件116既可以套嵌在支撑轴114上,也可以和支撑轴114一体成型。卡紧件116被卡住的方式并不特别限定,例如,可以在第一安装块112的右侧设置限制块117,并且,限制块117具有设置在支撑轴114的径向的一侧(附图中为上侧)的阻挡部117a。在操作者通过安装在第一推动件107的拉手件111,将支撑轴114、安装在支撑轴114的第一推动件107往左方向拉动时,设置在支撑轴114上的卡紧件116切换到限制块117的左侧。由于支撑轴114可以相对第一安装块112转动,因此,在卡紧件116切换到限制块117的左侧之后,通过使支撑轴114旋转(附图中为顺时针旋转),即可使卡紧件116沿左右方向被限制块117的阻挡部117a卡住。由此,操作者只要单手操作拉手件111,即可使第一推动件107保持在石英舟的拆装区域之外。
[0073]
当然,在使用弹簧(第一弹簧110)驱动第一推动件107的情况下,上面虽然说明了在支撑轴114上设置卡紧件116的例子,但是并不限于此。支撑轴114也可以通过可拆卸的插销(未图示)等,直接沿左右方向被卡在第一安装块112上。
[0074]
[第二固定部106]
[0075]
参照图7,并辅助参照图1、图4,如上所述,第二定位件105设置在支撑座102的前后方向的一侧(附图中为后侧)。第二固定部106设置在支撑座102的前后方向的另一侧(附图中为前侧)。第二固定部106具有第二推动件108,第二推动件108可沿前后方向被驱动。在石英舟被支撑在支撑座102的状态下,第二推动件108推动石英舟在前后方向抵接第二定位件105。具体而言,例如,在一些实施例中,第二推动件108也可以沿靠近石英舟的方向被弹簧、气缸、液压缸或者电机驱动。在此情况下,第二固定部106可以参照第一固定部104的结构进行设置。
[0076]
此外,从节约成本、方便操作者操作或者便于转移载置部100的角度来看,第二固定部106可以通过螺杆传动结构进行调节。例如,在一些实施例中,除了第二推动件108之外,第二固定部106还可以具有:螺杆件118和旋转把手119。螺杆件118的轴向的一端和第二推动件108连接。旋转把手119和螺杆件118的轴向的另一端连接。螺杆件118经由旋转把手119被驱动进给,以使第二推动件108抵接并推动石英舟。具体而言,第二固定部106可以包括安装在基台101上的第二安装块120。第二安装块120上安装有螺母(未图示),螺杆件118经由螺母可旋转地安装到第二安装块120。旋转把手119可以选择市售的旋转把手119,并固定在螺杆件118的轴向的前端。由此,当操作者操作旋转把手119时,能够驱动第二推动件108沿前后方向进给,并由此推动石英舟以使其抵接第二定位件105。
[0077]
通过将第一固定部104设置为使用弹簧驱动第一推动件107,并将第二固定部106设置为使用螺杆传动机构驱动第二推动件108,能够更加顺畅地对石英舟进行定位并固定。具体而言,现有的石英舟通常是载片方向(前后方向)的长度远大于硅片的宽度方向(左右方向)的长度。因此,在推动石英舟时,从石英舟的左右方向比从石英舟的前后方向更加容易推动石英舟。因此,可以将第一固定部104设置为使用弹簧驱动,不仅能够容易地推动石英舟,且能够可靠地夹持住石英舟,而且能够方便拆装石英舟。此外,由于第一弹簧110具有
弹性,通过使用螺杆传动机构进行驱动的第二固定部106,则能够确保即使在石英舟在左右方向已经被定位并固定的情况下,石英舟依然能够被第二推动件108推动,从而确保石英舟能够可靠地抵接第二定位件105。此外,通过使用螺杆传动机构来驱动第二推动件108,能够使载置部100整体小型化,从而便于运输并减少载置部100的占地空间。此外,由于无需额外增加气路或者控制电路等,因此能够方便操作者手动操作,并且能够进一步降低成本。
[0078]
由此,上面各实施例的载置部100,不仅能够可靠地固定石英舟,而且能够容易地拆装石英舟。从而能够便于操作者使用例如三坐标检测仪等的市售的检测设备或者基于自身需要所设计的检测件300等,精确地检测石英舟的例如卡槽504的精度。
[0079]
图8至图12是检测件300的不同角度的示意图。以下对用于检测石英舟的检测件300进行详细说明。
[0080]
如上所述,检测件300包括主体301,主体301设置有沿作为厚度方向的前后方向间隔且平行地排列的多个检测齿302,检测齿302的厚度均相同。具体而言,本实施方式的检测件300的检测齿302分别具有:第一检测部303、第二检测部304、第三检测部305以及第四检测部306。第一检测部303设置在主体301的下侧部301a的左侧。第二检测部304设置在下侧部301a的右侧。第三检测部305设置在主体301的左侧部301b的上侧。第四检测部306设置在主体301的右侧部301c的上侧。
[0081]
根据本实施例的检测件300,能够提高对石英舟的检测效率。具体而言,通过设置主体301,并在主体301设置沿作为厚度方向的前后方向间隔且平行地排列的多个检测齿302,从而能够使用这些检测齿302模拟被载置于石英舟的例如硅片而使用。此外,由于检测齿302具有分别设置在主体301的下侧部301a的第一检测部303以及第二检测部304,因此能够模拟硅片被载置于石英舟的位置,进一步地,由于检测齿302具有分别设置在主体301的左侧部301b以及右侧部301c的第三检测部305以及第四检测部306,因此能够模拟硅片沿左右方向被石英舟限制的位置。由此,本实施例的的石英舟用检测件300,能够整体上模拟被插片的多片硅片,因此能够容易地检测例如石英舟的卡槽504的位置精度以及一致性等,而无需通过例如三坐标测量仪来检测石英舟的加工精度,能够大大地提高对石英舟的检测效率。
[0082]
本实施例的检测件300,例如可以使用高硬度的、耐磨性的材料加工而成。作为检测件300的材料,可列举例如:轴承钢、45号钢以及不锈钢等。此外,检测齿302的表面硬度(例如前表面和后表面)可以通过淬火等的热处理而设为例如32hrc以上且60hrc以下,进一步地,在考虑到使用寿命以及工艺的实施难度的情况下,检测齿302的表面硬度可以为48hrc以上且53hrc以下。
[0083]
在一些实施例中,为了容易地加工出检测齿302并提高检测齿302的加工精度,检测齿302沿左右方向涵盖下侧部301a整体,并分别沿上下方向涵盖左侧部301b整体以及右侧部301c整体。具体而言,例如,检测件300整体上呈长方体的块状。检测齿302在主体301上一体成型。例如,可以通过慢走丝等的加工方式,以去除材料的方式,形成检测齿302。在以通过慢走丝且沿主体301的左右方向贯通的方式,从主体301的下部切割出大致的u型槽时,则主体301的下部的未被切除的部分即形成检测齿302的下侧部分。
[0084]
在检测齿302的下侧部分中,位于主体301的下侧部301a的左侧的第一检测部303,以及位于主体301的下侧部301a的右侧的第二检测部304作为检测齿302的用于检测石英舟
的下支撑杆501的下卡槽504a的部分。在检测件300进行检测时,检测齿302的第一检测部303以及第二检测部304分别插入位于石英舟的左右两侧的下支撑杆501的下卡槽504a中。但是,在本实施例中,由于通过例如慢走丝的方式整体加工出检测齿302(在此情况下,检测齿302沿左右方向涵盖主体301的下侧部301a整体),因此,能够提高检测齿302的第一检测部303以及第二检测部304的一致性(例如厚度、平行度、平面度等的一致性),并进而提高检测齿302的检测精度。
[0085]
同样地,通过例如慢走丝的方式,加工出检测齿302的左侧部分以及右侧部分(在此情况下,检测齿302沿上下方向分别涵盖主体301的左侧部301b整体以及右侧部301c整体)。由此,能够提高检测齿302的位于主体301的下侧部301a的左侧的第一检测部303和位于主体301的左侧部301b的上侧的第三检测部305的一致性,以及能够提高检测齿302的位于主体301的下侧部301a的右侧的第二检测部304和位于主体301的右侧部301c的上侧的第四检测部306的一致性。
[0086]
此外,第一检测部303、第二检测部304、第三检测部305以及第四检测部306分别作为检测齿302的一部分,仅是设置位置不同,因此,在下面的描述中,主要以检测齿302整体进行说明,必要的时候,提及相应位置的检测部。
[0087]
在一些实施例中,为了更加准确地检测石英舟的卡槽504的一致性,检测件300的主体301的多个检测齿302沿前后方向均匀地排列。具体而言,例如,在石英舟的卡槽504的沿前后方向均匀地设置有多个的情况下,检测件300也以和所要检测的石英舟的卡槽504相同的间距或者整数倍的间距,沿前后方向均匀地排列。由此,检测件300能够更加准确地检测石英舟的卡槽504的一致性等。
[0088]
检测齿302的个数并不特别限定,例如可以根据机械手一次实际抓取的硅片的数量确定。在一些实施例中,为了能够尽可能检测石英舟的更多的卡槽504的位置精度以及一致性,检测齿302的个数可以为10个以上,更加优选地为15个以上。此外,为了降低加工成本,检测齿302的个数可以为25个以下,更加优选地为20个以下。
[0089]
继续参照图9,在一些实施例中,为了更加准确地模拟被插入到石英舟中的硅片,检测齿302的厚度s1可以根据硅片的厚度来适当地设置,例如,在硅片的厚度为0.5mm的情况下,检测齿302的厚度s1可以为0.5mm以上且0.6mm以下。具体而言,检测齿302在各个检测位置的横截面整体上呈长方形状,检测齿302的前表面到后表面之间的距离(即厚度s1)为0.5mm以上且0.6mm以下。通过使检测齿302的厚度为0.5mm以上且0.6mm以下,不仅能够准确地模拟被插入到石英舟中的硅片,而且,由于设置有一定的允许的加工误差范围,能够更加容易地加工出检测齿302。
[0090]
此外,在一些实施例中,为了更加准确地模拟多片硅片同时被载置于石英舟的情况,一个检测齿302的后表面(或者前表面)与其前面的另一个检测齿302的后表面(或者前表面)之间的距离s2为3.14mm以上且3.16mm以下;或者,为2.37mm以上且2.39mm以下;或者,为2.71mm以上且2.73mm以下。
[0091]
具体而言,以210mm的硅片为例,例如,用于载置210mm的硅片的石英舟的卡槽504之间的距离例如为3.15mm,在硅片的插片的过程中,机械手也以例如每片硅片之间为3.15mm的距离,抓取多片硅片。在此情况下,通过使检测件300的检测齿302相互之间的距离s2为3.14mm以上且3.16mm以下,能够准确地检测石英舟的沿前后方向之间的至少一部分卡
槽504相互之间的距离,从而确认石英舟的卡槽504的位置精度以及一致性是否符合要求。此外,为了进一步高精度地检测石英舟的卡槽504的加工精度,检测件300的检测齿302相互之间的距离s2可以是3.145mm以上且3.155mm以下(即3.15
±
0.005mm)。
[0092]
此外,在检测用于载置166mm的硅片的石英舟的卡槽504之间的距离的情况下,检测齿302之间的距离s2则可以是2.37mm以上且2.39mm以下,更加优选地,可以是2.375mm以上且2.385mm以下。
[0093]
此外,在检测用于载置182mm的硅片的石英舟的卡槽504之间的距离的情况下,检测齿302之间的距离s2则可以是2.71mm以上且2.73mm以下,更加优选地,可以是2.715mm以上且2.725mm以下。或者,在有些实施例中,在检测用于载置182mm的硅片的石英舟的卡槽504之间的距离的情况下,检测齿302之间的距离也可以是2.37mm以上且2.39mm以下,更加优选地,可以是2.375mm以上且2.385mm以下。
[0094]
继续参照图10,在一些实施例中,第三检测部305的左侧表面与第四检测部306的右侧表面之间的距离s3为165.9mm以上且166.1mm以下;或者,为181.9mm以上且182.1mm以下;或者为209.9mm以上且210.1mm以下。具体而言,在石英舟当中,左卡槽504b和右卡槽沿左右方向之间的距离,根据不同的规格的尺寸的而定。因此,通过使第三检测部305的左侧表面与第四检测部306的右侧表面之间的距离s3为165.9mm以上且166.1mm以下(即166mm
±
0.1mm),能够模拟166mm尺寸的硅片,从而对用于载置166mm的硅片的石英舟的左卡槽504b以及右卡槽进行检测。优选地,为了进一步提高检测件300的检测精度,第三检测部305的左侧表面与第四检测部306的右侧表面之间的距离s3为165.95mm以上且166.05mm以下。
[0095]
此外,在检测用于载置182mm的硅片的石英舟的左卡槽504b和右卡槽之间的距离的情况下,第三检测部305的左侧表面与第四检测部306的右侧表面之间的距离s3则可以为181.9mm以上且182.1mm以下,更加优选地,为181.95mm以上且182.05mm以下。
[0096]
此外,在检测用于载置210mm的硅片的石英舟的左卡槽504b和右卡槽之间的距离的情况下,第三检测部305的左侧表面与第四检测部306的右侧表面之间的距离s3则可以为209.9mm以上且210.1mm以下,更加优选地,为209.95mm以上且210.05mm以下。
[0097]
继续参照图11、图12,在一些实施例中,为了更加准确地模拟插片的状态,一个检测齿302的第一检测部303的下表面以及第二检测部304的下表面,分别朝下突出于其后面的另一个检测齿302的第一检测部303的下表面以及第二检测部304的下表面。具体而言,例如,在通过机械手进行硅片的插片的情况下,通常以将硅片整体相对上下方向稍微倾斜的方式插入石英舟的卡槽504中,在此情况下,为了更加准确地模拟硅片的插片的状态,也可以将检测件300以相对上下方向稍微倾斜的方式插入石英舟的卡槽504中。对此,在本实施例中,通过使一个检测齿302的第一检测部303的下表面朝下突出于其后面的另一个检测齿302的第一检测部303的下表面,能够实现在检测件300相对上下方向稍微倾斜的情况下,在前的一个第一检测部303的下表面与在后的另一个第一检测部303的下表面大致处在同一个平面上(对于第二检测部304的下表面也一样)。由此,在检测件300的检测齿302插入石英舟的下卡槽504a的状态下,各个检测齿302均被与其对应的下卡槽504a支撑,从而提高检测件300的检测精度。
[0098]
在前的检测齿302的第一检测部303(或者第二检测部304)的下表面朝下突出于其后面的另一个检测齿302的第一检测部303(或者第二检测部304)的下表面的长度并不特别
限定,例如,在检测件300相对上下方向倾斜的角度r1为大致3
°
的时候,所有的检测齿302的第一检测部303(或者第二检测部304)的下表面整体处在由左右方向以及前后方向组成的同一个平面(附图中沿左右方向延伸的虚线)中即可。
[0099]
由此,根据本实施例的检具200,能够大批量地加工生产、运输。如上所述,由于本实施例的检具200可以无需复杂的控制结构或者气路结构,因此可以整体上降低检具200的成本并检具200整体上紧凑化,从而即使大批量地加工生产也不会给用户带来更大的生产成本的负担,并且由于结构紧凑,因此也能够容易地进行打包以及运输。
[0100]
此外,根据本实施例的检具200,能够便于操作者拆装石英舟,并便于操作者使用检具200。如上所述,由于本实施例的检测件300可以通过操作者手动操作,并使用了位移传感器来辅助操作者实时地观察检测件300的位置,因此在使用的过程中,无需繁杂的调试检测件300的位置精度的过程,能够实现在需要拆装石英舟时,将检测件300移开,在需要检测石英舟时,将检测件300移回检测位置即可。此外,由于石英舟沿前后方向设有多个卡槽,因此,在需要检测其他位置的卡槽的情况下,只需要根据位移传感器的数值,将检测件300移到对应的位置即可,非常方便操作者使用检具200。
[0101]
进一步地,作为检测件300,通过设置主体301,并在主体301设置沿作为厚度方向的前后方向间隔且平行地排列的多个检测齿302,从而能够使用这些检测齿302模拟被载置于被检测物500的例如硅片而使用。即,本实施例的检具200,能够整体上模拟多片硅片被插入被检测物500的过程,因此能够容易地检测石英舟的卡槽504的位置精度以及一致性。并且,由于检具200作为一个用于检测石英舟的卡槽504的精度的整体而使用,因此,能够较高精度且批量地检测不同的石英舟之间的一致性,而无需通过例如三坐标测量仪来检测石英舟的加工精度,能够大大地提高对被检测物500的检测效率。
[0102]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实施方式的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0103]
尽管已经示出和描述了本实施方式的实施例,本领域的普通技术人员可以理解:在不脱离本实施方式的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实施方式的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1