用于轮轨力及钢轨中性轴测试位置的定位设备、工艺
1.本发明涉及工程测量技术领域,具体来说,是用于轮轨力及钢轨中性轴测试位置的定位设备及工艺。
背景技术:
2.随着我国铁路系统的不断发展和进步,其中轨道垂向力、横向力的测量已经与列车脱轨系数、轮重减载率和横向力允许限度统计计算密不可分,随着轮轨之间的横向力逐渐加大,轨道横向抗力已成为控制线路稳定性及行车安全的关键因素。因此,研究相应轨道临界横向力,已成为铁路运输安全的重要保证。但是在进行垂向力与横向力检测时,轮轨对应应变片位置不容易准确标定,这就给试验带来了不小的麻烦,由于不能精确应变片位置,往往给实验数据带来较大误差为后续研究带来不便,因此急需一种能够精确定位应变片位置的装置。
3.列车运行稳定性(安全性)是按轮轨横向力允许限度等指标进行评定,其中脱轨系数用于鉴定试验车辆其车轮轮缘在横向力作用下是否会因逐渐爬上轨头而脱轨。在gbt 5599-1985《铁道车辆动力学性能评定和试验鉴定规范》中明确推荐应用横向力允许限度去鉴定列车在运行过程中是否会导致轨距扩宽(道钉拔起)或线路产生严重变形(钢轨和轨枕在道床上出现的横向滑移或挤翻钢轨),而且在车辆通过直线、弯道和道岔时都有对应横向力允许限值,这就提高了对横向力测量精度的要求,以往测量师利用尺子来标定应变片位置时容易出现主观误差,测量数据往往因人而异达不到精确。
技术实现要素:
4.本发明所要解决的技术问题总的来说是提供一种钢轨中性轴及轮轨力测试位置定位装置及方法,首先在轮轨支点处设定好激光接收反射装置全反射棱镜,通过移动定位装置,观察激光红外线测距仪显示屏,在达到指定位置时启动电火花刻印机,实现应变片位置的标定。在标定过程中具有操作简单、使用简便灵活、工作效率高的特点。母案专利号2021102489313申请日20210308钢轨中性轴及轮轨力测试位置定位装置。
5.本发明的目的是提供一种通用性强、精确定位贴片、实用性强、结构简单、贴片效率高,能够对轮轨的垂向力和横向力实现精确测量的定位装置
6.为解决上述问题,本发明所采取的技术方案是:
7.一种钢轨中性轴及轮轨力测试位置定位装置,定位装置包括配对设置的定位架i与定位架ii;定位架i与定位架ii对称包裹钢轨件的外侧壁上;
8.在定位架i上腰部外侧等高度设置有第一垂向力电火花刻印机及第二垂向力电火花刻印机;
9.在定位架ii上腰部外侧等高度设置有第三垂向力电火花刻印机及第四垂向力电火花刻印机;
10.在定位架i底脚部上表面沿钢轨件纵向共线设置有第五横向力电火花刻印机及第
六横向力电火花刻印机;
11.在定位架ii底脚部上表面沿钢轨件纵向共线设置有第七横向力电火花刻印机及第八横向力电火花刻印机;
12.在定位架i头部上表面上设置有支点中心线标定尺ii,在定位架ii头部上表面上设置有支点中心线标定尺i;
13.在定位架i上,在第一垂向力电火花刻印机纵向一侧等高有激光红外线测距仪i,在第二垂向力电火花刻印机纵向一侧等高有激光红外线测距仪ii;
14.在定位架ii上,在第三垂向力电火花刻印机纵向一侧等高有激光红外线测距仪iii,在第四垂向力电火花刻印机纵向一侧等高有激光红外线测距仪iv。
15.作为上述技术方案的进一步改进:
16.定位架i与定位架ii按照钢轨件的工字钢横截面外侧壁仿形设置;
17.第一垂向力电火花刻印机、第二垂向力电火花刻印机、第三垂向力电火花刻印机及第四垂向力电火花刻印机等高;
18.电火花刻印机在钢轨件上印记为圆内斜十字型,与钢轨件的轮轨中性轴成45度;
19.激光红外线测距仪i、激光红外线测距仪ii、激光红外线测距仪iii及激光红外线测距仪iv的激光束分别与轮轨中性轴垂直,激光红外线测距仪还带有距离显示屏;
20.第一垂向力电火花刻印机与第五横向力电火花刻印机在同一横截面内;
21.第二垂向力电火花刻印机与第六横向力电火花刻印机在同一横截面内;
22.第一垂向力电火花刻印机与第五横向力电火花刻印机相对于钢轨件对称于第二垂向力电火花刻印机与第六横向力电火花刻印机;
23.定位装置还配套有顶部通过位于钢轨件上方的弹簧铰链连接且对称设置的棱镜支撑架,在棱镜支撑架下端设置有全反射棱镜;
24.定位架i侧的全反射棱镜,以纵向接收反射激光红外线测距仪i和/或激光红外线测距仪ii的反射激光;
25.定位架ii侧的全反射棱镜,以纵向接收反射激光红外线测距仪iii和/或激光红外线测距仪iv的反射激光。
26.定位架i与定位架ii材质为碳钎维或铝合金;支点中心线标定尺ii与支点中心线标定尺i通过激光雕刻或者机械雕刻刻度;在定位架i与定位架ii下表面分别设置有滑轮i及滑轮ii,以在对应的钢轨件表面上行走;
27.在定位架i与定位架ii上分别有把手i及把手ii,以便操作移动;
28.在定位架i与定位架ii上分别有电线盒的保护电线。
29.一种钢轨中性轴及轮轨力测试位置定位装置的组件,包括在钢轨件上有行走前车部;
30.行走前车部包括前车架体;在前车架体上设置有前车定位原点及定位悬挂绳索;
31.在定位悬挂绳索下端有定位悬挂伸缩杆,在定位悬挂伸缩杆下端连接有定位组件部,定位组件部用于对钢轨件进行打标记,以便贴片。
32.一种钢轨中性轴及轮轨力测试位置定位装置的组件包括定位组件部,其包括设置在定位悬挂伸缩杆下端的定位第一固定臂;在定位第一固定臂上设置有定位偏距光栅;
33.在定位第一固定臂一侧设置有定位第一联动推杆,
34.在定位第一固定臂上水平设置有跨过钢轨件的定位第二导向臂,在定位第一固定臂上有驱动定位第二导向臂横向移动的定位第二联动推杆;
35.定位第二联动推杆与定位第一联动推杆电控联动、液控串联或气控串联;
36.在定位第一联动推杆端部有定位架i,在定位第二导向臂上设置有定位架ii,定位架i与定位架ii对向运动以相互贴合在钢轨件上;在定位架i与定位架ii上分别有用于打标的雕刻机或记号笔;
37.在定位架i侧部铰接有<型的定位第一铰接v摆动臂,在定位架ii侧部铰接有>型的定位第二铰接v摆动臂,第一铰接v摆动臂与定位第二铰接v摆动臂铰接形成菱形连杆结构;
38.在第一铰接v摆动臂与定位第二铰接v摆动臂的两个铰接点为竖直上下设置且竖直穿有定位竖直对角线导向竖直杆;两个铰接点在定位竖直对角线导向竖直杆上上下对向移动;在定位竖直对角线导向竖直杆上水平设置有定位中心部轴向横杆,在定位中心部轴向横杆端部设置有棱镜导向滚轮座,以用于在钢轨件上表面上行走;
39.在棱镜导向滚轮座上设置有弹簧铰链,在弹簧铰链上设置有棱镜支撑架,在棱镜支撑架下端设置有全反射棱镜;
40.在定位悬挂伸缩杆上设置有定位陀螺仪,以监控定位组件部是否保持竖直状态。
41.一种钢轨中性轴及轮轨力测试位置定位装置的组件,包括在钢轨件上有行走前车部;行走前车部包括前车架体;
42.在前车架体上设置有前车坐标吊装机械手;
43.在钢轨件两侧预制有坐标定位v型平台,以放置坐标组件;
44.坐标组件包括坐标定位移动座;在坐标定位移动座上设置有坐标下压弯臂,在坐标定位移动座上设置有坐标收发器及坐标挂圈;坐标挂圈用于被机械手调取;
45.在坐标定位v型平台大端进口处设置有坐标定位推杆,在坐标定位推杆上竖直设置有坐标十字槽导向座,
46.在坐标十字槽导向座下端有坐标弹性复位底座;
47.坐标十字槽导向座的上端槽及下端槽用于卡接到坐标定位推杆上限位,在坐标十字槽导向座的中部空档,以通过坐标定位推杆,
48.坐标下压弯臂用于下压坐标十字槽导向座,使得坐标十字槽导向座的上端槽卡接到坐标定位推杆上限位;
49.在坐标十字槽导向座侧部设置有用于后压接触坐标定位推杆端面的导向斜面;
50.前车坐标吊装机械手用于钩挂坐标挂圈。
51.一种钢轨中性轴及轮轨力测试位置自动定位装置,包括定位组件,行走前车部通过中间牵拉软轴连接有后拖曳部;
52.后拖曳部包括后车架;在后车架上设置有后车定位原点;
53.在后车架下端四角部设置有后车支座,其下爪以与预制在钢轨件两侧的找平预制平台接触,使得后车架与钢轨件分离;
54.在后车架上设置有后车涂胶部、后车送贴片机械手及贴片输送部;
55.贴片输送部用于逐个输送应变片;后车送贴片机械手用于拾取逐个输送应变片,并在后车涂胶部涂胶后将应变片给料到钢轨件上,进行粘接。
56.一种钢轨中性轴及轮轨力测试位置自动定位装置,装置定位装置。
57.一种钢轨中性轴及轮轨力测试位置人工定位方法,该方法包括以下定位步骤;
58.首先,检查红外线数据是否准确,调整棱镜支撑架,使得激光红外线测距仪接收全反射棱镜的信号,将定位架i与定位架ii对称包裹钢轨件的外侧壁上;然后,通过滑轮i及滑轮ii,移动定位架i与定位架ii,观察显示屏,通过支点中心线标定尺ii与支点中心线标定尺i对对齐轮轨中心点位置;其次,移动定位架i与定位架ii达到指定位置处时,启动对应电火花刻印机进行应变片位置标定。
59.一种钢轨中性轴及轮轨力测试位置自动定位方法,包括以下步骤;
60.s1,确定绝对地理位置;首先,找到起始位置的地理坐标;然后,行走前车部在钢轨件行走到下一个位置;其次,通过前车坐标吊装机械手将坐标定位移动座放置到坐标定位v型平台中;再次,坐标下压弯臂下压坐标十字槽导向座,使得坐标定位推杆从下端槽卡位脱离并上升进入到中部空档,以将坐标定位移动座前推到坐标定位v型平台小端,并继续下压,使得上端槽卡接到坐标定位推杆上限位;接着,坐标收发器及前车定位原点与之前的坐标收发器建立坐标系,确定前车定位原点及后车定位原点的坐标;紧接着,后车送贴片机械手将之前的坐标定位移动座取回并传递给前车坐标吊装机械手,以备下次使用;
61.s2,首先,通过定位悬挂绳索及定位悬挂伸缩杆将定位组件部吊装到钢轨件两侧;然后,定位第二联动推杆与定位第一联动推杆联动使得定位架i与定位架ii对向运动以相互贴合在钢轨件上,并通过定位偏距光栅记录调整数值;其次,通过定位陀螺仪监控定位组件部是否保持竖直状态;
62.s3,在定位架i与定位架ii对向移动时,第一铰接v摆动臂与定位第二铰接v摆动臂铰接形成菱形连杆结构移动,使得弹簧铰链保持对中,棱镜支撑架实现全反射棱镜位置正确;
63.s4,进行定位标记作业;
64.s5,执行贴片作业;
65.首先,后车支座的下爪以与预制在钢轨件两侧的找平预制平台接触,使得后车架与钢轨件分离;然后,贴片输送部逐个输送应变片;其次,后车送贴片机械手拾取逐个输送应变片,并在后车涂胶部涂胶后将应变片给料到钢轨件上,进行粘接。
66.本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。本发明提供一种仅凭一次定位就可实现精准标定应变片位置的定位装置,刻印机圆内斜十字型印记轮廓清晰可辨,操作者对准轮廓贴片即可,一次可完成8个位置处的标定工作,整个操作过程中比较简便。该钢轨中性轴及轮轨力测试位置定位装置结构简单、使用方便、寿命长、重量轻、定位效率高、贴合度高,能够很好的满足测量贴片的需求。
67.本发明提供的一种钢轨中性轴及轮轨力测试位置定位装置的定位装置,该装置材料宜于选择不受限制,实用小巧便捷;定位装置基体上的支点中心线标定尺可根据事先测好的轮轨中心点进行校准;激光红外线测距仪与激光接收反射棱镜共同工作,可精确测定轮轨支点到其中心点的距离,进而标定应变片位置;垂向力、横向力电火花刻印机,其印记为圆内斜十字型,实则是应变片贴片形状与轮轨中性轴成,即可按照标记的位置进行贴片;总体来看钢轨中性轴及轮轨力测试位置定位装置操作简便,定位效率高,小巧便于携带,可
制作成对应规格的轮轨测量工具,使用比较灵活,可一次性作业确定贴片位置。
附图说明
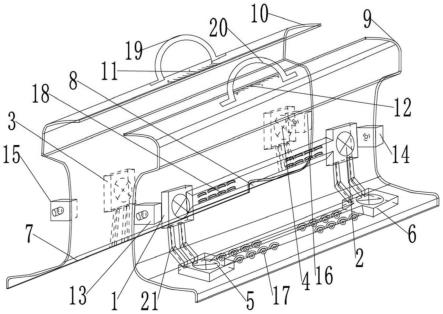
68.图1为本发明的结构三维示意图。
69.图2为本发明的定位装置局部视图。
70.图3为本发明的信号接收反射棱镜装置正视图。
71.图4为本发明的定位装置正视图。
72.图5为本发明的定位装置俯视图。
73.图6为本发明的结构三维示意图。
74.图7为本发明的定位装置局部视图。
75.图8为本发明的信号接收反射棱镜装置正视图。
76.图9为本发明的定位装置正视图。
77.图10为本发明的定位装置俯视图。
78.其中:1、第一垂向力电火花刻印机;2、第二垂向力电火花刻印机;3、第三垂向力电火花刻印机;4、第四垂向力电火花刻印机;5、第五横向力电火花刻印机;6、第六横向力电火花刻印机;7、第七横向力电火花刻印机;8、第八横向力电火花刻印机;9、定位架i;10、定位架ii;11、支点中心线标定尺i;12、支点中心线标定尺ii;13、激光红外线测距仪i;14、激光红外线测距仪ii;15、激光红外线测距仪iii;16、激光红外线测距仪iv;17、滑轮i;18、滑轮ii;19、把手i;20、把手ii;21、电线盒;22、棱镜支撑架;23、全反射棱镜;24、弹簧铰链;25、钢轨件;26、前车部;27、后拖曳部;28、前车架体;29、前车坐标吊装机械手;30、中间牵拉软轴;31、后车架;32、后车支座;33、后车送贴片机械手;34、后车涂胶部;35、前车定位原点;36、定位组件部;37、定位悬挂绳索;38、定位悬挂伸缩杆;39、定位陀螺仪;40、定位偏距光栅;41、定位第一固定臂;42、定位第一联动推杆;43、定位第二导向臂;44、定位第二联动推杆;45、定位第一铰接v摆动臂;46、定位第二铰接v摆动臂;47、定位竖直对角线导向竖直杆;48、定位中心部轴向横杆;49、棱镜导向滚轮座;50、后车定位原点;51、坐标定位v型平台;52、坐标定位移动座;53、坐标定位推杆;54、坐标十字槽导向座;55、坐标弹性复位底座;56、坐标下压弯臂;57、坐标收发器;58、坐标挂圈。
具体实施方式
79.实施例1,图1-10,本实施例的钢轨中性轴及轮轨力测试位置定位装置,定位装置包括配对设置的定位架i9与定位架ii10;定位架i9与定位架ii10对称包裹钢轨件25的外侧壁上;
80.在定位架i9上腰部外侧等高度设置有第一垂向力电火花刻印机1及第二垂向力电火花刻印机2;
81.在定位架ii10上腰部外侧等高度设置有第三垂向力电火花刻印机3及第四垂向力电火花刻印机4;
82.在定位架i9底脚部上表面沿钢轨件25纵向共线设置有第五横向力电火花刻印机5及第六横向力电火花刻印机6;
83.在定位架ii10底脚部上表面沿钢轨件25纵向共线设置有第七横向力电火花刻印
机7及第八横向力电火花刻印机8;
84.在定位架i9头部上表面上设置有支点中心线标定尺ii12,在定位架ii10头部上表面上设置有支点中心线标定尺i11;
85.在定位架i9上,在第一垂向力电火花刻印机1纵向一侧等高有激光红外线测距仪i13,在第二垂向力电火花刻印机2纵向一侧等高有激光红外线测距仪ii14;
86.在定位架ii10上,在第三垂向力电火花刻印机3纵向一侧等高有激光红外线测距仪iii15,在第四垂向力电火花刻印机4纵向一侧等高有激光红外线测距仪iv16。
87.定位架i9与定位架ii10按照钢轨件25的工字钢横截面外侧壁仿形设置;
88.第一垂向力电火花刻印机1、第二垂向力电火花刻印机2、第三垂向力电火花刻印机3及第四垂向力电火花刻印机4等高;
89.电火花刻印机在钢轨件25上印记为圆内斜十字型,与钢轨件25的轮轨中性轴成45度;
90.激光红外线测距仪i13、激光红外线测距仪ii14、激光红外线测距仪iii15及激光红外线测距仪iv16的激光束分别与轮轨中性轴垂直,激光红外线测距仪还带有距离显示屏;
91.第一垂向力电火花刻印机1与第五横向力电火花刻印机5在同一横截面内;
92.第二垂向力电火花刻印机2与第六横向力电火花刻印机6在同一横截面内;
93.第一垂向力电火花刻印机1与第五横向力电火花刻印机5相对于钢轨件25对称于第二垂向力电火花刻印机2与第六横向力电火花刻印机6;
94.定位装置还配套有顶部通过位于钢轨件25上方的弹簧铰链24连接且对称设置的棱镜支撑架22,在棱镜支撑架22下端设置有全反射棱镜23;
95.定位架i9侧的全反射棱镜23,以纵向接收反射激光红外线测距仪i13和/或激光红外线测距仪ii14的反射激光;
96.定位架ii10侧的全反射棱镜23,以纵向接收反射激光红外线测距仪iii15和/或激光红外线测距仪iv16的反射激光。
97.定位架i9与定位架ii10材质为碳钎维或铝合金;支点中心线标定尺ii12与支点中心线标定尺i11通过激光雕刻或者机械雕刻刻度;在定位架i9与定位架ii10下表面分别设置有滑轮i17及滑轮ii18,以在对应的钢轨件25表面上行走;
98.在定位架i9与定位架ii10上分别有把手i19及把手ii20,以便操作移动;
99.在定位架i9与定位架ii10上分别有电线盒21的保护电线。
100.本实施例的钢轨中性轴及轮轨力测试位置定位装置的组件,包括在钢轨件25上有行走前车部26;
101.行走前车部26包括前车架体28;在前车架体28上设置有前车定位原点35及定位悬挂绳索37;
102.在定位悬挂绳索37下端有定位悬挂伸缩杆38,在定位悬挂伸缩杆38下端连接有定位组件部36,定位组件部36用于对钢轨件25进行打标记,以便贴片。
103.本实施例的钢轨中性轴及轮轨力测试位置定位装置的组件包括定位组件部36,其包括设置在定位悬挂伸缩杆38下端的定位第一固定臂41;在定位第一固定臂41上设置有定位偏距光栅40;
104.在定位第一固定臂41一侧设置有定位第一联动推杆42,
105.在定位第一固定臂41上水平设置有跨过钢轨件25的定位第二导向臂43,在定位第一固定臂41上有驱动定位第二导向臂43横向移动的定位第二联动推杆44;
106.定位第二联动推杆44与定位第一联动推杆42电控联动、液控串联或气控串联;
107.在定位第一联动推杆42端部有定位架i9,在定位第二导向臂43上设置有定位架ii10,定位架i9与定位架ii10对向运动以相互贴合在钢轨件25上;在定位架i9与定位架ii10上分别有用于打标的雕刻机或记号笔;
108.在定位架i9侧部铰接有<型的定位第一铰接v摆动臂45,在定位架ii10侧部铰接有>型的定位第二铰接v摆动臂46,第一铰接v摆动臂45与定位第二铰接v摆动臂46铰接形成菱形连杆结构;
109.在第一铰接v摆动臂45与定位第二铰接v摆动臂46的两个铰接点为竖直上下设置且竖直穿有定位竖直对角线导向竖直杆47;两个铰接点在定位竖直对角线导向竖直杆47上上下对向移动;在定位竖直对角线导向竖直杆47上水平设置有定位中心部轴向横杆48,在定位中心部轴向横杆48端部设置有棱镜导向滚轮座49,以用于在钢轨件25上表面上行走;
110.在棱镜导向滚轮座49上设置有弹簧铰链24,在弹簧铰链24上设置有棱镜支撑架22,在棱镜支撑架22下端设置有全反射棱镜23;
111.在定位悬挂伸缩杆38上设置有定位陀螺仪39,以监控定位组件部36是否保持竖直状态。
112.本实施例的钢轨中性轴及轮轨力测试位置定位装置的组件,包括在钢轨件25上有行走前车部26;行走前车部26包括前车架体28;
113.在前车架体28上设置有前车坐标吊装机械手29;
114.在钢轨件25两侧预制有坐标定位v型平台51,以放置坐标组件;
115.坐标组件包括坐标定位移动座52;在坐标定位移动座52上设置有坐标下压弯臂56,在坐标定位移动座52上设置有坐标收发器57及坐标挂圈58;坐标挂圈58用于被机械手调取;
116.在坐标定位v型平台51大端进口处设置有坐标定位推杆53,在坐标定位推杆53上竖直设置有坐标十字槽导向座54,
117.在坐标十字槽导向座54下端有坐标弹性复位底座55;
118.坐标十字槽导向座54的上端槽及下端槽用于卡接到坐标定位推杆53上限位,在坐标十字槽导向座54的中部空档,以通过坐标定位推杆53,
119.坐标下压弯臂56用于下压坐标十字槽导向座54,使得坐标十字槽导向座54的上端槽卡接到坐标定位推杆53上限位;
120.在坐标十字槽导向座54侧部设置有用于后压接触坐标定位推杆53端面的导向斜面;
121.前车坐标吊装机械手29用于钩挂坐标挂圈58。
122.本实施例的钢轨中性轴及轮轨力测试位置自动定位装置,包括定位组件,行走前车部26通过中间牵拉软轴30连接有后拖曳部27;
123.后拖曳部27包括后车架31;在后车架31上设置有后车定位原点50;
124.在后车架31下端四角部设置有后车支座32,其下爪以与预制在钢轨件25两侧的找
平预制平台接触,使得后车架31与钢轨件25分离;
125.在后车架31上设置有后车涂胶部34、后车送贴片机械手33及贴片输送部;
126.贴片输送部用于逐个输送应变片;后车送贴片机械手33用于拾取逐个输送应变片,并在后车涂胶部34涂胶后将应变片给料到钢轨件25上,进行粘接。
127.本实施例的钢轨中性轴及轮轨力测试位置自动定位装置,装置定位装置。
128.本实施例的钢轨中性轴及轮轨力测试位置人工定位方法,该方法包括以下定位步骤;
129.首先,检查红外线数据是否准确,调整棱镜支撑架22,使得激光红外线测距仪接收全反射棱镜23的信号,将定位架i9与定位架ii10对称包裹钢轨件25的外侧壁上;然后,通过滑轮i17及滑轮ii18,移动定位架i9与定位架ii10,观察显示屏,通过支点中心线标定尺ii12与支点中心线标定尺i11对对齐轮轨中心点位置;其次,移动定位架i9与定位架ii10达到指定位置处时,启动对应电火花刻印机进行应变片位置标定。
130.本实施例的钢轨中性轴及轮轨力测试位置自动定位方法,包括以下步骤;
131.s1,确定绝对地理位置;首先,找到起始位置的地理坐标;然后,行走前车部26在钢轨件25行走到下一个位置;其次,通过前车坐标吊装机械手29将坐标定位移动座52放置到坐标定位v型平台51中;再次,坐标下压弯臂56下压坐标十字槽导向座54,使得坐标定位推杆53从下端槽卡位脱离并上升进入到中部空档,以将坐标定位移动座52前推到坐标定位v型平台51小端,并继续下压,使得上端槽卡接到坐标定位推杆53上限位;接着,坐标收发器57及前车定位原点35与之前的坐标收发器57建立坐标系,确定前车定位原点35及后车定位原点50的坐标;紧接着,后车送贴片机械手33将之前的坐标定位移动座52取回并传递给前车坐标吊装机械手29,以备下次使用;
132.s2,首先,通过定位悬挂绳索37及定位悬挂伸缩杆38将定位组件部36吊装到钢轨件25两侧;然后,定位第二联动推杆44与定位第一联动推杆42联动使得定位架i9与定位架ii10对向运动以相互贴合在钢轨件25上,并通过定位偏距光栅40记录调整数值;其次,通过定位陀螺仪39监控定位组件部36是否保持竖直状态;
133.s3,在定位架i9与定位架ii10对向移动时,第一铰接v摆动臂45与定位第二铰接v摆动臂46铰接形成菱形连杆结构移动,使得弹簧铰链24保持对中,棱镜支撑架22实现全反射棱镜23位置正确;
134.s4,进行定位标记作业;
135.s5,执行贴片作业;
136.首先,后车支座32的下爪以与预制在钢轨件25两侧的找平预制平台接触,使得后车架31与钢轨件25分离;然后,贴片输送部逐个输送应变片;其次,后车送贴片机械手33拾取逐个输送应变片,并在后车涂胶部34涂胶后将应变片给料到钢轨件25上,进行粘接。
137.实施例2,图1-10,一种钢轨中性轴及轮轨力测试位置定位装置,
138.定位架i9和定位架ii 10的基体可用碳钎维、合金等轻型金属材料或非金属材料加工而成;定位架i9和定位架ii 10也可根据不同轮轨规格设计对应的定位装置;支点中心线标定尺i11和支点中心线标定尺ii 12可通过激光雕刻或者机械雕刻刻度;垂向力电火花刻印机1、2、3和4其印记为圆内斜十字型,与轮轨中性轴成;横向力电火花刻印机5、6、7和8其印记为圆内斜十字型,与轮轨中性轴成;定位架i9和定位架ii 10其设置地激光红外线测
距仪13、14、15和16设置在与垂向力电火花刻印机等高处;其中激光束并与轮轨中性轴垂直,激光红外线测距仪带有距离显示屏;定位架i9和定位架ii 10其上的垂向力电火花刻印机1和3与横向力电火花刻印机5和7在同一横截面内,且在定位架i9基体上的电火花刻印机1和5与电火花刻印机2和6关于轮轨中心点左右对称,垂向力电火花刻印机2和4与横向力电火花刻印机6和8在同一横截面内,且在定位架ii10基体上的电火花刻印机3和7与电火花刻印机4和8关于轮轨中心点左右对称;定位架i9和定位架ii10沿轨道纵向左右对称;定位架i9和定位架ii10其上的滑轮17和18可随意调节定位装置沿轨道的纵向距离;定位架i9和定位架ii10其上的把手19和20可方便操作定位装置基体;定位架i9和定位架ii10其上的电线盒21可保护电线;信号接收装置全反射棱镜23可接收反射激光红外线信号;信号接收装置棱镜支撑架22连接全反射棱镜;信号接收装置的弹簧铰链24可方便调节固定棱镜位置。
139.具体设计使用时,定位装置根据国家铁路局设计规范设计要求,应变片之间长度b取为160~240mm,本发明采用长度b为240mm。定位装置长度与电火花刻印机之间的距离根据设计需求可随意调整,但应变片距离不变。其中电火花刻印机其印记圆内斜十字型宽度取2mm,长度取20mm。定位装置基体厚度、高度和宽度可根据轮轨规格和设计需求而定。
140.在使用过程中,首先检查红外线数据是否准确,接着安装信号接收反射全反射棱镜,将定位装置基体套在轮轨上形成包裹样式,移动定位装置观察激光红外线测距仪显示屏,在达到指定位置处时,启动电火花刻印机进行应变片位置标定,一次操作可完成8个位置处标定工作,整个操作过程中比较简便、流畅,使用灵活多变。激光红外线测距仪显示屏上的距离在达到指定位置时,可核对轮轨中心点位置与支点中心线标定尺1是否对齐,以达到检查核对目的。
141.在同一定位装置基体上的横向力电火花刻印机与横向力电火花刻印机关于轮轨中心点左右对称,在同一定位装置基体上的垂向力电火花刻印机与垂向力电火花刻印机关于轮轨中心点左右对称,横向力电火花刻印机其圆内斜十字型交差点距离轨底边缘20mm,垂向力电火花刻印机其圆内斜十字型交差点距离轮轨底面高度为81.2mm(60kg/m标准钢轨)
142.本发明各个技术方案,可以合理组合使用或单独使用,或局部被人工或常规技术代替均是保护范围。本发明通过前车部26实现定位,可以通过后拖曳部27实现贴片,从而提高作业效率,前车架体28为载体,可以通过废旧机车头改造,前车坐标吊装机械手29实现对坐标的连续放置并承接之前的坐标,从而保证在卫星定位差的地方实现地理位置的确定,中间牵拉软轴30可以是万向节或线缆,后车架31可以是货车车厢改造,后车支座32使得后车厢离地,从而保证贴片时候,车轨不受到力形变,设计巧妙,同时实现连续作业。
143.后车送贴片机械手33可以是吸盘、点粘接等,可配套覆膜等保护措施,后车涂胶部34实现自动涂胶,前车定位原点35借助于坐标组件,间接得到作业车的地理位置,短距离保证了位置精准。
144.定位组件部36通过定位悬挂绳索37实现了以轨道为基准,自动对中,定位悬挂伸缩杆38实现升降位移调整,定位陀螺仪39实现偏摆测量,定位偏距光栅40实现偏心测量,菱形结构,保证了对中性,使得定位架移动的时候,而棱镜相对对中。坐标组件实现了低能耗的相对位置叠加计算。本发明实现了自动定位,自动贴片,长距离测距,连续作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1