热镀锌阻力系数模拟装置的制作方法
1.本发明涉及热镀锌实验技术领域,特别是涉及热镀锌阻力系数模拟装置。
背景技术:
2.近年来,随着汽车、造船、桥梁、建筑、仪表、电子、食品包装和家用电器等行业的快速发展,极大的促进了对高等级镀锌板产品的需求。而经过冷轧后的基板其应用领域受到极大的限制,因此必须经过镀锌工艺使其表面以达到良好的耐腐蚀的目的之后,才能进一步的用于下游用户的加工。热镀锌(galvanizing)也叫热浸锌和热浸镀锌,是将除锈后的钢件浸入500℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。是一种有效的金属防腐方式,主要用于各行业的金属结构设施上。热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百八十多年的历史。然而,热镀锌工业是近几十年来伴随冷轧带钢的飞速发展才得到大规模发展的。热镀锌工艺流程:成品酸洗-水洗-加助镀液-烘干-挂镀-冷却-药化-清洗-打磨-热镀锌完工。热镀锌工艺的实现需要在锌锅内进行带钢镀锌过程,通过热镀铝锌机组浸没在锌液之中实现。对于热镀铝锌机组而言,三辊六臂机构的稳定运行对于机组速度的提升以及成品带钢的表面质量起着举足轻重的影响。所谓的三辊六臂机构由沉没辊、矫正辊以及稳定辊等三辊构成,工作时浸泡在锌液之中,并且无论是沉没辊还是矫正辊与稳定辊都是被动辊,需要依靠带材与辊子之间的摩擦力来提供动力,以保证辊子的正常运行。而在运行过程中受辊子轴瓦与轴套之间的摩擦阻力、刮刀与辊子之间的阻力以及锌液与辊子之间摩擦阻力的影响,经常会出现辊子“卡死”的问题,影响带钢的表面质量以及沉没辊能力的提升。
3.于是对于热镀锌沉没辊机组的“卡死”问题需要进行治理,首先需要做的便是对沉没辊机组在高温锌液中的受力分析,分析之中,将用到分段离散法的方法,将沉没辊机组的受力分为静态力和动态力两部分,静态力分为:重力、浮力、轴瓦支持力,动态力分为:板带张力、板带与辊子摩擦力、轴瓦轴套摩擦力、锌渣箍紧力、刮刀作用力、锌液粘滞阻力,而对于沉没辊机组的卡死原因便是板带对辊子的摩擦动力矩小于锌液粘滞阻力、轴套轴瓦摩擦力等所产生的阻力矩,而影响阻力矩大小的因素其中最为重要的便是产生阻力矩的各个表面间的摩擦系数,只有对阻力摩擦系数进行定量测量,才能对后续的沉没辊机组卡死、振动问题进行定量的工艺改进。由于沉没辊机组的卡死情况是发生在机组高速运行状态下的,所以卡死问题的发生更多是由于动态力所造成的,其中锌液的粘滞阻力系数和板带与辊子间的静摩擦系数在机组受力分析中显得至关重要,但是目前没有专门的模拟装置来测定锌液粘滞阻力系数与板带与辊子间摩擦系数,所以急需一种可以很好的解决此问题的模拟装置。
技术实现要素:
4.本发明的目的就在于为了解决上述问题而提供热镀锌阻力系数模拟装置。
5.本发明通过以下技术方案来实现上述目的:
6.热镀锌阻力系数模拟装置,包括用以对板带进行热浸镀锌的测试机构、盛装锌液的镀锌机构和用以固定和承接板带的承接机构,所述测试机构包括支撑架、支撑筋板、升降组件,所述支撑架前后设置有两个,且两个所述支撑架的外侧均焊接有所述支撑筋板,每个所述支撑架内侧的面上均安装有三个所述升降组件,所述升降组件上安装有牵引板,所述牵引板上安装有安装板,所述安装板下方设置有挂架,所述挂架内侧可拆卸固定安装有两个一号辊臂,所述一号辊臂内侧转动安装有沉没辊,所述一号辊臂前后两侧面位于所述沉没辊的前后两端均设置有端盖,所述一号辊臂一侧可拆卸固定安装有二号辊臂,所述二号辊臂前后两侧面均安装有一号滑轨,所述一号滑轨上滑动安装有一号电动滑块,所述一号电动滑块上设置有转动连接座,该转动连接座上且位于所述二号辊臂内侧安装有矫正辊,所述二号辊臂远离所述一号辊臂一侧安装有三号辊臂,所述三号辊臂内侧转动安装有稳定辊。
7.作为本发明进一步的方案,所述升降组件包括背板、直线导轨、升降滑块,所述背板上可拆卸固定安装有直线导轨,所述直线导轨上滑动安装有所述升降滑块,所述直线导轨一侧设置有加茂齿条,所述升降滑块上可拆卸固定安装有滑块连接件,所述滑块连接件上设置有固定板,所述固定板上安装有减速箱,所述减速箱上安装有匀速电机,所述滑块连接件远离所述固定板一侧转动安装有加茂滚轮。
8.作为本发明进一步的方案,所述镀锌机构包括底板、锌锅底板、锌锅底座,所述底板上设置有所述锌锅底板,所述锌锅底板上端面焊接有两个u字形的所述锌锅底座,每个所述锌锅底座内侧面上均开设有安装槽,该安装槽内安装有曲面形热管与所述平面形热管,所述锌锅底座内侧的弧形面上安装有锌锅,所述锌锅外侧且位于所述底板上端面设置有防护架,所述防护架侧面设置有圆形开孔,该孔上可拆卸固定安装有散热器。
9.作为本发明进一步的方案,所述承接机构包括后支座、后支座筋、深沟球轴承,所述后支座前后两侧均设置有所述后支座筋,所述后支座上安装有所述深沟球轴承,所述深沟球轴承上设置有固定轴,所述固定轴上安装有板带承载辊,所述后支座前后两侧面的一侧均设置有二号滑轨,所述二号滑轨上滑动安装有二号电动滑块,所述二号电动滑块上设置有连接板,该连接板内侧安装有轴承,所述轴承上设置有板带角度调节辊。
10.作为本发明进一步的方案,所述支撑架内侧面上的六个所述升降组件中,所述牵引板安装在中间的所述升降组件上,两个所述挂架分别通过螺栓固定在两侧的两个所述所述升降组件上。
11.作为本发明进一步的方案,所述减速箱与所述加茂滚轮之间通过联轴器连接,所述加茂滚轮与所述加茂齿条相互啮合。
12.作为本发明进一步的方案,所述锌锅底座内侧面的前后面为垂直的面,两个面上开设的安装槽内安装的为所述曲面形热管,所述锌锅底座内侧面底部开设的安装槽内安装的为所述平面形热管。
13.作为本发明进一步的方案,所述锌锅与所述锌锅底座可拆卸固定连接。
14.作为本发明进一步的方案,所述曲面形热管与所述平面形热管均通过螺栓固定在所述锌锅底座内侧的安装槽内。
15.与现有技术相比,本发明的有益效果是:
16.通过匀速电机的运行速度和锌液密度,可以通过计算得出锌液的粘滞阻力;通过
记录的多组卷入角度、匀速电机的力反馈和匀速电机运行速度v,可以通过欧拉公式,计算板带和辊子之间的摩擦系数。能够实现一个模拟装置同时测定出锌液粘滞阻力系数与板带与辊子间摩擦系数,而且能够保证测定的准确性,实用性高。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
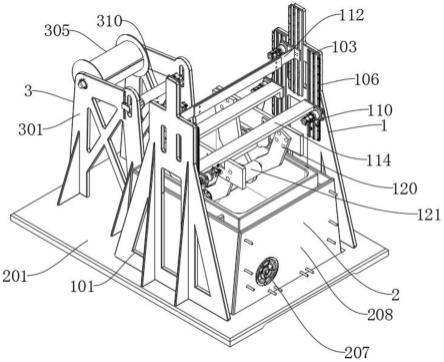
18.图1是本发明所述热镀锌阻力系数模拟装置的立体图;
19.图2是本发明所述热镀锌阻力系数模拟装置的主视图;
20.图3是本发明所述热镀锌阻力系数模拟装置的支撑架的结构示意图;
21.图4是本发明所述热镀锌阻力系数模拟装置的挂架的结构示意图;
22.图5是本发明所述热镀锌阻力系数模拟装置的承接机构的示意图;
23.图6是本发明所述热镀锌阻力系数模拟装置的镀锌结构的爆炸结构示意图;
24.图7是本发明所述热镀锌阻力系数模拟装置的加茂齿条的结构零件图图。
25.附图标记说明如下:
26.1、测试机构;2、镀锌机构;3、承接机构;101、支撑架;102、支撑筋板;103、背板;104、直线导轨;105、升降滑块;106、加茂齿条;107、滑块连接件;108、固定板;109、减速箱;110、匀速电机;111、加茂滚轮;112、牵引板;113、安装板;114、挂架;115、一号辊臂;116、沉没辊;117、端盖;118、二号辊臂;119、矫正辊;120、三号辊臂;121、稳定辊;122、一号滑轨;123、一号电动滑块;201、底板;202、锌锅底板;203、锌锅底座;204、曲面形热管;205、平面形热管;206、锌锅;207、散热器;208、防护架;301、后支座;302、后支座筋;303、深沟球轴承;304、固定轴;305、板带承载辊;306、二号滑轨;307、二号电动滑块;308、轴承;309、板带角度调节辊。
具体实施方式
27.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
28.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语
在本发明中的具体含义。
29.下面结合附图对本发明作进一步说明。
30.实施例
31.如图1、图2、图3、图4、图5、图6、图7所示,本发明提供一种技术方案:热镀锌阻力系数模拟装置,包括用以对板带进行热浸镀锌的测试机构1、盛装锌液的镀锌机构2和用以固定和承接板带的承接机构3,测试机构1包括支撑架101、支撑筋板102、升降组件,支撑架101前后设置有两个,且两个支撑架101的外侧均焊接有支撑筋板102,每个支撑架101内侧的面上均安装有三个升降组件,升降组件上安装有牵引板112,牵引板112上安装有安装板113,安装板113下方设置有挂架114,挂架114内侧可拆卸固定安装有两个一号辊臂115,一号辊臂115内侧转动安装有沉没辊116,一号辊臂115前后两侧面位于沉没辊116的前后两端均设置有端盖117,一号辊臂115一侧可拆卸固定安装有二号辊臂118,二号辊臂118前后两侧面均安装有一号滑轨122,一号滑轨122上滑动安装有一号电动滑块123,一号电动滑块123上设置有转动连接座,该转动连接座上且位于二号辊臂118内侧安装有矫正辊119,二号辊臂118远离一号辊臂115一侧安装有三号辊臂120,三号辊臂120内侧转动安装有稳定辊121。
32.在上述实施例的基础上:升降组件包括背板103、直线导轨104、升降滑块105,背板103上可拆卸固定安装有直线导轨104,直线导轨104上滑动安装有升降滑块105,直线导轨104一侧设置有加茂齿条106,升降滑块105上可拆卸固定安装有滑块连接件107,滑块连接件107上设置有固定板108,固定板108上安装有减速箱109,减速箱109上安装有匀速电机110,滑块连接件107远离固定板108一侧转动安装有加茂滚轮111;镀锌机构2包括底板201、锌锅底板202、锌锅底座203,底板201上设置有锌锅底板202,锌锅底板202上端面焊接有两个u字形的锌锅底座203,每个锌锅底座203内侧面上均开设有安装槽,该安装槽内安装有曲面形热管204与平面形热管205,锌锅底座203内侧的弧形面上安装有锌锅206,锌锅206外侧且位于底板201上端面设置有防护架208,防护架208侧面设置有圆形开孔,该孔上可拆卸固定安装有散热器207;承接机构3包括后支座301、后支座筋302、深沟球轴承303,后支座301前后两侧均设置有后支座筋302,后支座301上安装有深沟球轴承303,深沟球轴承303上设置有固定轴304,固定轴304上安装有板带承载辊305,后支座301前后两侧面的一侧均设置有二号滑轨306,二号滑轨306上滑动安装有二号电动滑块307,二号电动滑块307上设置有连接板,该连接板内侧安装有轴承308,轴承308上设置有板带角度调节辊309;支撑架101内侧面上的六个升降组件中,牵引板112安装在中间的升降组件上,两个挂架114分别通过螺栓固定在两侧的两个升降组件上;减速箱109与加茂滚轮111之间通过联轴器连接,加茂滚轮111与加茂齿条106相互啮合;锌锅底座203内侧面的前后面为垂直的面,两个面上开设的安装槽内安装的为曲面形热管204,锌锅底座203内侧面底部开设的安装槽内安装的为平面形热管205;锌锅206与锌锅底座203可拆卸固定连接;曲面形热管204与平面形热管205均通过螺栓固定在锌锅底座203内侧的安装槽内。
33.工作原理:
34.锌液粘滞阻力系数的测定
35.①
首先调整好装置各零件,锌锅206内不加有锌液,将板带固定在板带承载辊305上,固定住板带角度调节辊309,使得板带进入沉没辊116的卷入角不变,使板带依次穿过沉没辊116、稳定辊121、矫正辊119,牵引板112拉住板带,开启牵引板112两侧的匀速电机110,
使板带处于匀速运动状态,工作一段时间,记录匀速电机110的力反馈;
36.②
在锌锅206内部加入锌块,曲面形热管204与平面形热管205给锌锅206加热,使锌块融化,待锌液保持一定温度并处于稳定状态时,重复
①
中所有操作,板带角度调节辊309的位置保持不变,为了使板带进入沉没辊116的卷入角保持不变;同时保持不变的是匀速电机110的运行速度v和板带承载辊305上板带的厚度;这是为了起到控制变量的作用,同样如
①
,记录匀速电机110的力反馈;
37.③
通过匀速电机110的运行速度和锌液密度,可以通过计算得出锌液的粘滞阻力。
38.板带与辊子间摩擦系数的测定
39.①
调整好装置各零件,锌锅206内不加有锌液,首先装置上不承载板带,开启牵引板112两侧匀速电机110并使速度为v,并保持匀速运动一段时间,读取力反馈电器读数;
40.②
锌锅206内不加入锌液,把板带固定在板带承载辊305上,固定住板带角度调节辊309,记录板带角度调节辊309的位置,计算出板带进入沉没辊116的卷入角,使板带穿过沉没辊116、稳定辊121、矫正辊119,牵引板112拉住板带,开启牵引板112两侧匀速电机110,使板带处于匀速运动状态v,工作一段时间,记录匀速电机110的力反馈;
41.③
多次改变板带角度调节辊309位置,计算出相对应的板带进入沉没辊116的卷入角并多次记录相应的匀速电机110力反馈;保持匀速电机110速度v和板带承载辊305上的板带厚度,此操作为了控制变量。
42.④
通过记录的多组卷入角度、匀速电机110的力反馈和匀速电机110运行速度v,可以通过欧拉公式,计算板带和辊子之间的摩擦系数。
43.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1