一种半自动金刚石刀头磨耗机的制作方法
1.本实用新型涉及一种半自动金刚石刀头磨耗机,属于金刚石烧结体磨耗比测定领域。
背景技术:
2.现有技术中,金刚石刀头磨耗比的测定需要人工手动进给磨削,操作强度大,操作安全性差,同时基于人工操作时进给力度的差异,使得磨削计数误差大,不够精确。
3.亟需提供一种金刚石刀头磨耗机,能够实现刀头进给的自动化,实现自动计数,实现计数准确,减少人工操作强度。
技术实现要素:
4.本实用新型需要解决的技术问题是提供一种半自动金刚石刀头磨耗机,操作简单,通过油压的方式实现刀头的半自动进给,实现进给力的均匀传递,保证刀头的磨削压力稳定;并且满足砂轮的线速度恒定;在保证试验结果准确性的前提,提高工作效率,减少人工作业强度。
5.为解决上述技术问题,本实用新型所采用的技术方案是:
6.一种半自动金刚石刀头磨耗机,包括工作平台和安装于工作平台上的三相异步电机,所述三相异步电机的转轴通过传动齿轮连接有传动轴,传动轴的端部固定用于测定金刚石刀头磨耗的砂轮;所述三相异步电机依次与变频器和plc信号连接;
7.所述金刚石刀头通过刀头固定装置安装于刀头支撑座上;所述刀头支撑座远离砂轮的一端固定设置有支架,且支架上分别安装带有配重的配重气缸、推力气缸和刹车气缸;所述配重气缸通过油管与推力气缸连通;所述推力气缸伸缩杆的端部固定连接前后进给光轴,且前后进给光轴穿过刀头支撑座与刀头固定装置连接;所述刹车气缸伸缩杆的端部设置有用于压住前后进给光轴的刹车片;
8.所述刀头支撑座的一侧设置带动刀头支撑座横向摆动的电动推杆,且刀头支撑座的两侧分别设置感应开关,所述工作平台上还设置用于导向刀头支撑座横向摆动的横向导向装置;
9.所述刹车气缸、电动推杆和感应开关分别与plc信号连接,且plc还与设置有计数器和启闭按钮的触摸设置屏连接。
10.本实用新型技术方案的进一步改进在于:所述传动齿轮包括与三相异步电机的转轴固定的大齿轮和与传动轴固定且与大齿轮啮合的小齿轮。
11.本实用新型技术方案的进一步改进在于:所述传动轴通过传动轴支座安装于工作平台上。
12.本实用新型技术方案的进一步改进在于:所述砂轮一侧安装有红外线位移传感器,所述红外线位移传感器与plc信号连接。
13.本实用新型技术方案的进一步改进在于:所述刀头固定装置包括设置于刀头支撑
座上且与前后进给光轴端部固定、跟随前后进给光轴前后移动的刀头定位块,所述刀头定位块的顶部设置用于固定金刚石刀头的刀头压块。
14.本实用新型技术方案的进一步改进在于:所述前后进给光轴通过设置于刀头支撑座上的直线轴承座定位。
15.本实用新型技术方案的进一步改进在于:所述横向导向装置包括分别设置于刀头支撑座两侧的工作平台上的直线轴承座,所述直线轴承座上铰接有穿过刀头支撑座的横向导向光轴。
16.本实用新型技术方案的进一步改进在于:所述电动推杆带动刀头支撑座横向摆动的摆频为0-60次/min。
17.本实用新型技术方案的进一步改进在于:所述砂轮转动的线速度为0-60m/s。
18.本实用新型技术方案的进一步改进在于:所述配重安装于配重气缸的输出杆的端部。
19.由于采用了上述技术方案,本实用新型取得的技术进步是:
20.本实用新型通过油压的方式实现刀头的半自动进给,实现进给力的均匀传递,保证刀头的磨削压力稳定;并且满足砂轮的线速度恒定;在保证试验结果准确性的前提,提高工作效率,减少人工作业强度,以精确的进给方式,测定金刚石刀头磨耗比,可以直接用于试验室。
21.本实用新型推力气缸的输出力来自配重气缸,两气缸通过油管连接,里面装有液压油,通过配重块,将配重气缸压缩,压缩液压油带动推力气缸伸缩杆动作,带动刀头实现前后进给,结构简单,无需其它动力源。
22.本实用新型砂轮侧装有红外线位移传感器,根据砂轮的磨削消耗量,通过plc计算转换,输出模拟信号到变频器,改变三相异步电机频率,实现砂轮线速度恒定,实现了磨削数据精确。
附图说明
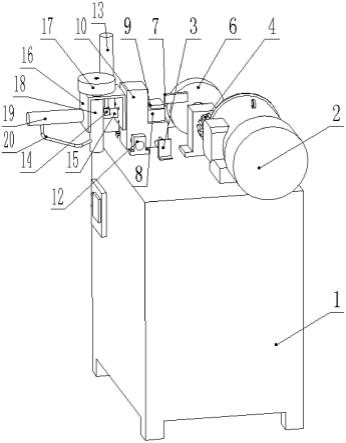
23.图1是本实用新型一个角度的结构示意图;
24.图2是本实用新型另一个角度的结构示意图;
25.图3是本实用新型带动砂轮转动装置的结构示意图;
26.图4是本实用新型带动金刚石刀头运动装置一个角度的结构示意图;
27.图5是本实用新型带动金刚石刀头运动装置另一个角度的结构示意图;
28.图6是本实用新型刹车气缸安装的结构示意图;
29.其中,1、工作平台,2、三相异步电机,3、电动推杆,4、传动齿轮,5、传动轴,6、砂轮,7、红外线位移传感器,8、刀头定位块,9、刀头压块,10、刀头支撑座,11、金刚石刀头,12、横向导向装置,13、刹车气缸,14、刹车片,15、前后进给光轴,16、支架,17、配重,18、配重气缸,19、推力气缸,20、油管。
具体实施方式
30.下面结合实施例对本实用新型做进一步详细说明:
31.如图1所示,一种半自动金刚石刀头磨耗机,通过油压的方式实现刀头的半自动进
给,保证刀头的磨削压力稳定,实现进给力的均匀传递;并且满足砂轮的线速度恒定;在保证试验结果准确性的前提,提高工作效率,减少人工作业强度,以精确的进给方式,测定金刚石刀头磨耗比,可以直接用于试验室。
32.如图3所示,包括工作平台1,工作平台1的顶端固定设置三相异步电机2和传动轴支座,三相异步电机2的转轴带动一个大齿轮,同时传动轴支座上通过轴承座连接传动轴5,传动轴5的一端装有一个与大齿轮啮合的小齿轮,传动轴5的另一端装有砂轮6,用于磨耗金刚石刀头11。
33.砂轮6一侧装有红外线位移传感器7,红外线位移传感器7与plc信号连接。同时,三相异步电机2依次与变频器和plc信号连接。红外线位移传感器7将砂轮6的磨削消耗量信号传递给plc,plc进行计算转换,输出模拟信号到变频器,改变三相异步电机2的频率,保证砂轮6的转动线速度恒定。其中,砂轮转动的线速度为0-60m/s。
34.如图2、4和5所示,金刚石刀头11通过刀头固定装置安装于刀头支撑座10上,能够实现前后进给方向(靠近和远离砂轮的方向)移动和横向往复移动(沿砂轮面左右往复移动)。刀头固定装置包括设置于刀头支撑座10上的刀头定位块8,刀头定位块8的顶部刀头压块9,刀头压块9和刀头定位块8配合固定金刚石刀头11。
35.如图2所示,刀头支撑座10远离砂轮6的一端固定设置有支架16,且支架16上分别安装配重气缸18、推力气缸19和刹车气缸13;所述配重气缸18的输出杆端部安装有配重17,配重17的重量根据配重气缸18及所需的推进力而定。配重气缸18通过油管20与推力气缸19连通;所述推力气缸19伸缩杆的端部固定连接前后进给光轴15,且前后进给光轴15穿过刀头支撑座10与刀头定位块8连接,且刀头支撑座10上设置有便于前后进给光轴15前后移动的直线轴承座。
36.推力气缸19的输出力来自配重气缸18,两气缸通过油管连接,里面装有液压油,配重气缸18顶部的配重17将配重气缸18压缩,压缩液压油带动推力气缸19的伸缩杆伸出,推动金刚石刀头11实现向砂轮6的进给,实现进给力的均匀传递,保证金刚石刀头11的磨削压力稳定。刹车气缸13与plc信号连接,且plc还与设置有计数器和启闭按钮的触摸设置屏连接。
37.如图6所示,所述刹车气缸13伸缩杆的端部设置有刹车片14,一个计时磨削动作完成,刹车气缸13的伸缩杆伸出,带动刹车片14下压,将前后进给光轴15压住,停止刀头的进给。
38.所述刀头支撑座10的一侧设置有电动推杆3,其带动刀头支撑座10横向摆动;工作平台1的顶端、位于刀头支撑座10的两侧设置有直线轴承座,所述直线轴承座上铰接有穿过刀头支撑座10的横向导向光轴。并且刀头支撑座10的两侧分别设置感应开关;所述电动推杆3和感应开关分别与plc信号连接。刀头支撑座10通过电动推杆3实现横向往复运动,进而带动金刚石刀头11横向往复运动,横向摆动的摆频为0-60次/min。
39.使用方法:
40.安装金刚石刀头11,打开启闭按钮,则三相异步电机2和电动推杆3启动,三相异步电机2带动砂轮6转动,电动推杆3配合感应开关实现金刚石刀头11的横向往复运动。同时将配重17安装于配重气缸18的伸缩杆上,将配重气缸18压缩,压缩液压油带动推力气缸19的伸缩杆伸出,推动金刚石刀头11实现向砂轮6的进给,再配合电动推杆3实现金刚石刀头11
的磨削。
41.一个计时磨削动作完成后,plc控制刹车气缸13的伸缩杆伸出,带动刹车片14下压,将前后进给光轴15压住,停止金刚石刀头11的进给。然后测量砂轮6和金刚石刀头11的磨削量,计算磨耗比。最终测量完毕后,关闭启闭按钮,同时取下配重17,将刀头定位块8手工退回即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1