一种NPT管螺纹锥孔小径检测塞规的制作方法
一种npt管螺纹锥孔小径检测塞规
技术领域
1.本实用新型属于检测设备领域,涉及一种量具,尤其涉及一种npt管螺纹锥孔小径检测塞规。
背景技术:
2.众所周知,机械制造行业经常用到npt管螺纹密封。npt管螺纹是一种美国标准60度锥管螺纹,分为一般密封圆柱管螺纹和一般密封圆锥管螺纹,配合方式由“锥/锥”配合,“柱/锥”配合。由于npt管螺纹为过渡配合,所以在安装时需要在npt管螺纹上涂抹锁固剂、管螺纹密封剂或预涂胶等填料,用以弥合螺纹旋合部分之间的间隙,从而保证螺纹间的密封性。
3.为了解决在实际应用中测量npt管螺纹外螺纹锥度及大径的问题,本技术人设计了一种npt管螺纹外螺纹大径检测环规,并申请了专利(申请号为:202123260733.3),目前尚处于审查状态。该申请专门用于检测npt管螺纹外螺纹的锥度及大径,对外螺纹的制造质量进行把关。为了进一步解决在实际应用中测量npt管螺纹锥孔锥度及小径的问题,本技术人又设计了一种npt管螺纹锥孔小径检测塞规,专门用于检测npt管螺纹锥孔的锥度及小径,对锥孔的制造质量进行把关。
4.当制造npt管螺纹锥孔的底孔直径超差造成管螺纹小径过大时,或锥孔的锥度不合格时,由于现有技术中的管螺纹塞规检测的是管螺纹锥孔的中径,所以采用这样的管螺纹塞规进行检测,管螺纹锥孔仍然会是合格的。但是由于正常的涂胶量不足以弥合螺纹旋合部分之间的间隙,所以仍然会出现漏油、漏水、漏气的“三漏”故障。在现有技术中,没有发现测量npt管螺纹锥孔锥度及小径的专用量具。
5.综上所述,为了解决在实际应用中测量npt管螺纹锥孔锥度及小径的问题,提供一种npt管螺纹锥孔小径检测塞规,专门用于检测npt管螺纹锥孔的锥度及小径,对锥孔的质量进行把关是完全必要的。
技术实现要素:
6.本实用新型的目的在于提供一种结构紧凑、使用方便、测量准确的npt管螺纹锥孔小径检测塞规。
7.本实用新型可以通过以下技术方案达到上述目的:一种npt管螺纹锥孔小径检测塞规,包括:塞规测头、塔形台阶、过渡台阶、测头安装杆、手柄;塔形台阶连接在塞规测头上部,过渡台阶连接在塔形台阶上,测头安装杆连接在过渡台阶上,手柄套装在测头安装杆上。
8.所述塞规测头为圆锥体,塞规测头的下部为小端平面,塞规测头的上部为大端面,大端面周围交叉均布有三个相同形状的腰鼓形台阶面,相邻腰鼓形台阶面之间形成三个相同形状的梭子形台阶面,这六个台阶面到塞规测头的下部小端平面的高度互不相等。
9.所述塞规测头大端面上三个相同形状的的腰鼓形台阶面分别为mnt、mxt、bt,三个
相同形状的的梭子形台阶面分别为mx、mn、b;基本尺寸段合格与否由b和bt两个台阶面判断,b为基本尺寸段的最小尺寸,bt为基本尺寸段的最大尺寸;小尺寸段合格与否由mn和mnt两个台阶面判断,mn为小尺寸段的最小尺寸, mnt为小尺寸段的最大尺寸;大尺寸段合格与否由mx和mxt两个台阶面判断,mx为大尺寸段的最小尺寸,mxt为大尺寸段的最大尺寸。
10.所述塞规测头的锥度与所测npt管螺纹的锥度相同,为1:16。
11.所述塞规测头的小端直径为计算确定三个腰鼓形台阶面和三个梭子形台阶面分别到塞规测头的下部小端平面距离的基准尺寸。
12.所述塔形台阶的平面到塞规测头的下部为小端平面的高度大于mxt腰鼓形台阶面到塞规测头的下部为小端平面的高度,给mxt腰鼓形台阶面加工留出一定的加工余量。
13.所述过渡台阶为圆柱形,为测头安装杆与塞规测头的过渡段。
14.所述测头安装杆为圆锥体,匹配安装手柄。
15.所述手柄的外表面为削边圆柱形,圆柱面滚花处理,手柄一端中间有一个锥孔。
16.本实用新型采用上述技术方案后可达到以下积极效果:本实用新型结构紧凑、使用方便、测量准确。用于检测npt管螺纹锥孔的小径及锥度,在npt管螺纹锥孔中径合格的基础上,能够保证所测npt管螺纹锥孔的小径和锥度也完全合格,为解决所测npt管螺纹部位出现漏油、漏水、漏气的“三漏”故障提供了可靠的条件。
附图说明
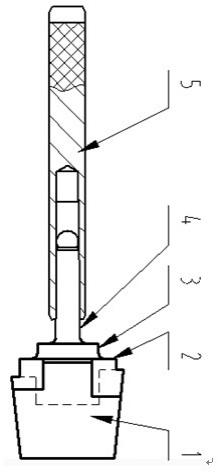
17.图1为本实用新型一种npt管螺纹锥孔小径检测塞规的主视结构示意图;
18.图2为本实用新型一种npt管螺纹锥孔小径检测塞规的俯视结构示意图。
19.图中:1—塞规测头、2—塔形台阶、3—过渡台阶、4—测头安装杆、5—手柄、6—梭子形台阶面、7—腰鼓形台阶面。
具体实施方式
20.下面结合附图及实例对本实用新型做进一步的描述。如图1、图2所示:包括:塞规测头1、塔形台阶2、过渡台阶3、测头安装杆4、手柄5;塔形台阶2连接在塞规测头1上部,过渡台阶3连接在塔形台阶2上,测头安装杆4连接在过渡台阶3上,手柄5套装在测头安装杆4上。
21.所述塞规测头1为圆锥体,塞规测头1的下部为小端平面,塞规测头1的外表面是圆锥面,塞规测头1的上部为大端面,大端面周围交叉均布有三个相同形状的腰鼓形台阶面7,相邻腰鼓形台阶面7之间形成三个相同形状的梭子形台阶面6,这六个台阶面到塞规测头1的下部小端平面的高度互不相等。
22.所述塞规测头1大端面上三个相同形状的腰鼓形台阶面7分别为mnt、mxt、bt,三个相同形状的梭子形台阶面6分别为mx、mn、b,;基本尺寸段合格与否由b和bt两个台阶面判断,b为基本尺寸段的最小尺寸,bt为基本尺寸段的最大尺寸;小尺寸段合格与否由mn和mnt两个台阶面判断,mn为小尺寸段的最小尺寸, mnt为小尺寸段的最大尺寸;大尺寸段合格与否由mx和mxt两个台阶面判断,mx为大尺寸段的最小尺寸,mxt为大尺寸段的最大尺寸。
23.所述塞规测头1的锥度与所测npt管螺纹的锥度相同,为1:16。
24.所述塞规测头1的小端直径为计算确定三个腰鼓形台阶面7和三个梭子形台阶面6分别到塞规测头1的下部小端平面距离的基准尺寸。不同规格的npt管螺纹塞规的小端直径
不同。
25.所述塔形台阶2的平面到塞规测头1的下部为小端平面的高度大于mxt腰鼓形台阶面到塞规测头1的下部为小端平面的高度,给mxt腰鼓形台阶面加工留出一定的加工余量。
26.所述过渡台阶3为圆柱形,为测头安装杆4与塞规测头1的过渡段,减少了测头安装杆4断裂的风险。
27.所述测头安装杆4为圆锥体,用于匹配安装手柄5。
28.所述手柄5的外表面为削边圆柱形,圆柱面滚花处理,手握操作方便;削边平面上打印量具编号;手柄5一端中间有一个锥孔。用于安装在测头安装杆4的圆锥面上,保证连接牢固。
29.每对相邻两个梭子形台阶面6、腰鼓形台阶面7的台阶面b和bt、mn和mnt、mx和mxt到塞规测头1的下部小端平面的轴向距离分别为npt管螺纹基准距离公差尺寸的1/3对应的极限尺寸。为了测量准确,把npt管螺纹锥孔的基准距离按照公差大小分为相等的三段,即大尺寸段、基本尺寸段和小尺寸段,每一段对应塞规的两个台阶面。因此,npt管螺纹锥孔小径检测塞规测头1的大端平面周边共设置有三对六个用于检测锥孔小径是否合格的台阶面,每个台阶面上印上不同的字母,用于区分不同台阶面对应的极限尺寸,如图2所示,腰鼓形台阶面7的mxt为大尺寸段的最大尺寸, bt为基本尺寸段的最大尺寸mnt为小尺寸段的最大尺寸;梭子形台阶面6的mx为大尺寸段的最小尺寸,为基本尺寸段的最小尺寸,mn为小尺寸段的最小尺寸。
30.测量npt管螺纹锥孔的小径时,先用螺纹圆锥工作塞规检测npt管螺纹锥孔的中径,通过基准距离来体现。待中径检测合格后,再用卡尺检测锥孔端面到螺纹圆锥工作塞规中间值的距离。把npt管螺纹锥孔的基准距离公差等分为三段,每段为公差值的1/3;根据卡尺检测的数据判断npt管螺纹锥孔的基准距离所在的尺寸段。最后,把相应规格的npt管螺纹锥孔小径检测塞规插入锥孔内,如果有晃动,说明锥孔的锥度不合格,如果基本上不晃动,且锥孔的端面又位于相应的一对两个尺寸段台阶面中间,说明锥孔的小径合格。否则,锥孔的小径不合格。
31.本实用新型可测量npt管螺纹锥孔的锥度和小径是否合格,对锥孔锥度和小径进行质量把关,有效避免锥螺纹“三漏”故障,结构紧凑、使用方便、测量准确。在实际工作中,需要制作出一套不同规格的塞规,用以测量不同规格的npt管螺纹锥孔。
32.本实用新型在实际应用中不局限于本实例中描述的情况,一切不脱离本实用新型实质性内容的技术方案及改进,均应落入本实用新型的权利要求范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1