一种链轮内孔测量机的制作方法
1.本实用新型涉及自动化测量仪器技术领域,具体地说涉及一种链轮内孔测量机。
背景技术:
2.现有技术一般是人工手工对链轮的内孔进行测量,由人工上料,工件手动定位测量,并人工判定合格不合格,再人工取下工件,此类技术应用比较广泛,但存在不足:需要一名工人进行多步操作,自动化程度低,测量过程繁琐,测量节拍较慢,测量精度较低。
技术实现要素:
3.本实用新型提供一种链轮内孔测量机,以解决现有技术存在的对链轮零件内孔尺寸自动化程度低,测量效率低、精度低的问题。
4.为解决上述技术问题,本实用新型提供一种链轮内孔测量机,包括底板、角度找正活动组件、测量下活动组件、销孔定位组件、盲孔浮动测量机构,所述角度找正活动组件、测量下活动组件安装在底板上,所述销孔定位组件、盲孔浮动测量机构通过上测量支架安装在底板上,所述销孔定位组件位于角度找正活动组件上方,所述盲孔浮动测量机构位于测量下活动组件上方,所述盲孔浮动测量机构包括有浮动测量支架、第二气缸,所述第二气缸安装在浮动测量支架上,所述第二气缸的活塞杆连接上压缩杆的上端,所述上压缩杆的下端与弹簧压板滑动连接,所述上压缩杆上套设有压缩弹簧,所述压缩弹簧两端分别与上压缩杆的上端、弹簧压板抵接,所述弹簧压板安装在浮动块上,所述浮动块通过浮动滑轨机构安装在浮动测量支架上,所述浮动块上安装有浮动测头。
5.所述测量下活动组件包括第二滑轨机构,所述第二滑轨机构上滑动安装有测量滑动组件,所述测量滑动组件底部安装有第三气缸,所述第三气缸的活塞杆连接有41孔径测头,所述测量滑动组件顶部安装有测量定位圈,所述41孔径测头设置在测量定位圈中部上下移动。
6.所述销孔定位组件包括有定位支架、第一气缸,所述第一气缸安装在定位支架上,所述第一气缸活塞杆依次连接有浮动接头、连接杆、找正定位销。
7.所述销孔定位组件还包括有两个微型激光位移传感器,所述微型激光位移传感器安装在上测量支架上。
8.所述连接杆的外周包设有角向调整套,所述角向调整套被两块角向夹块可调节夹住,所述角向夹块安装在定位支架上。
9.所述定位支架上还安装有直线轴承,所述连接杆穿过直线轴承设置。
10.所述角度找正活动组件包括第一滑轨机构,所述第一滑轨机构上滑动安装有找正活动底板,所述找正活动底板下方固定有电机,所述电机旋转轴上安装有链轮座。
11.所述第一滑轨机构旁安装有电机丝杆机构,所述电机丝杆机构控制找正活动底板的移动。
12.本实用新型带来的有益效果:本实用新型的链轮内孔测量机,首先对链轮进行自
动定位,进行生产加工,后续对其多个内径进行测量,自动化程度高,测量效率高,精度高,同时节省人工,可直接接入生产流水线,将测量数据反馈到上游链轮生产线处,对生产出的链轮尺寸进行实时的矫正,提高生产合格率。
附图说明
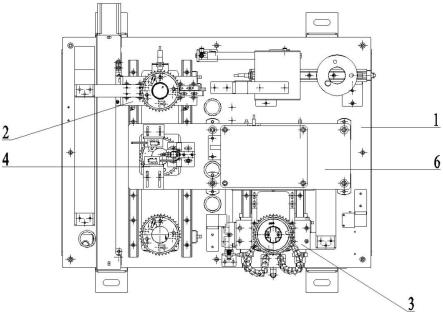
13.图1是根据本实用新型实施例的链轮内孔测量机的整体俯视图;
14.图2是根据本实用新型实施例的销孔定位组件和盲孔浮动测量机构的整体示意图;
15.图3是根据本实用新型实施例的销孔定位组件和盲孔浮动测量机构的主视图;
16.图4是根据本实用新型实施例的盲孔浮动测量机构的结构示意图;
17.图5是根据本实用新型实施例的盲孔浮动测量机构的主视图;
18.图6是根据本实用新型实施例的销孔定位组件的主视图;
19.图7是根据本实用新型实施例的测量下活动组件的俯视图;
20.图8是根据本实用新型实施例的测量下活动组件的左视图;
21.图9是根据本实用新型实施例的角度找正活动组件的结构示意图;
22.图10是根据本实用新型实施例的角度找正活动组件的俯视图;
23.其中,1-底板,2-角度找正活动组件,3-测量下活动组件,4-销孔定位组件, 5-盲孔浮动测量机构,201-第一滑轨机构,202-找正活动底板,203-电机,204
‑ꢀ
链轮座,205-电机丝杆机构,301-第二滑轨机构,302-测量滑动组件,303-第三气缸,304-41孔径测头,305-测量定位圈,401-定位支架,402-第一气缸,403
‑ꢀ
浮动接头,404-连接杆,405-找正定位销,406-角向调整套,407-角向夹块,408
‑ꢀ
直线轴承,409-微型激光位移传感器,501-浮动测量支架,502-第二气缸,503
‑ꢀ
上压缩杆,504-压缩弹簧,505-弹簧压板,506-浮动块,507-浮动滑轨机构,508
‑ꢀ
浮动测头,6-上测量支架。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚,以下结合附图及具体实施例,对本实用新型作进一步地详细说明。
25.如图1-3所示,一种链轮内孔测量机,包括底板1、角度找正活动组件2、测量下活动组件3、销孔定位组件4、盲孔浮动测量机构5,所述角度找正活动组件2、测量下活动组件3安装在底板1上,所述销孔定位组件4、盲孔浮动测量机构5通过上测量支架6安装在底板1上,所述销孔定位组件4位于角度找正活动组件2上方,所述盲孔浮动测量机构5位于测量下活动组件3上方,如图4-5,所述盲孔浮动测量机构5包括有浮动测量支架501、第二气缸502,所述第二气缸502安装在浮动测量支架501上,所述第二气缸502的活塞杆连接上压缩杆503的上端,所述上压缩杆503的下端与弹簧压板505滑动连接,所述上压缩杆503上套设有压缩弹簧504,所述压缩弹簧504两端分别与上压缩杆 503的上端、弹簧压板505抵接,所述弹簧压板505安装在浮动块506上,所述浮动块506通过浮动滑轨机构507安装在浮动测量支架501上,所述浮动块506 上安装有浮动测头508。
26.进一步来说,如图7-8,所述测量下活动组件3包括第二滑轨机构301,所述第二滑轨机构301上滑动安装有测量滑动组件302,所述测量滑动组件302底部安装有第三气缸
303,所述第三气缸303的活塞杆连接有41孔径测头304,所述测量滑动组件302顶部安装有测量定位圈305,所述41孔径测头304设置在测量定位圈305中部上下移动。
27.进一步来说,如图6,所述销孔定位组件4包括有定位支架401、第一气缸 402,所述第一气缸402安装在定位支架401上,所述第一气缸402活塞杆依次连接有浮动接头403、连接杆404、找正定位销405。
28.进一步来说,如图2-3,所述销孔定位组件4还包括有两个微型激光位移传感器409,所述微型激光位移传感器409安装在上测量支架6上。
29.进一步来说,如图6,所述连接杆404的外周包设有角向调整套406,所述角向调整套406被两块角向夹块407可调节夹住,所述角向夹块407安装在定位支架401上。
30.进一步来说,所述定位支架401上还安装有直线轴承408,所述连接杆404 穿过直线轴承408设置。
31.进一步来说,如图9-10,所述角度找正活动组件2包括第一滑轨机构201,所述第一滑轨机构201上滑动安装有找正活动底板202,所述找正活动底板202 下方固定有电机203,所述电机203旋转轴上安装有链轮座204。
32.进一步来说,所述第一滑轨机构201旁安装有电机丝杆机构205,所述电机丝杆机构205控制找正活动底板202的移动。
33.如图9-10,将待测量的链轮放置在链轮座204上,接近开关检测到链轮座204上有链轮后,如图1-3,电机丝杆机构205带动链轮移动至销孔定位组件4 下方,电机203带动链轮旋转,两个微型激光位移传感器409同时感应到链轮上的孔时,电机203停止旋转。如图6,第一气缸402的活塞杆伸出,找正定位销405向下移动对应的插入链轮的销孔中,进行判断和精定位后,找正定位销 405拔出。电机丝杆机构205带动链轮继续移动到位后,关节机器人取走链轮,进行加工。
34.关节机器人拿取链轮的过程中,销孔定位组件4对链轮的定位数据一直保留,加工过程中链轮的变化流程状态固定,链轮时时刻刻的状态定位数据被记录。同时加工完成后,关节机器人把加工好的链轮放置在测量定位圈305上,如图7-8,进而此时链轮的定位状态是固定的。
35.当光电开关检测到测量定位圈305上的链轮后,第二滑轨机构301上的测量滑动组件302滑动到盲孔浮动测量机构5的下方,进行固定后,第三气缸303 的活塞杆控制41孔径测头304往上移动,对链轮的内径进行测量,盲孔浮动测量机构5的第二气缸502控制上压缩杆503、浮动块506、浮动测头508下降,对链轮加工出的盲孔内径进行测量,测量完成后,浮动测头508抬起,41孔径测头304下降缩回,链轮从盲孔浮动测量机构5下方移出,关节机器人将其取走进行后续的清洁、处理。
36.综上所述,本实用新型的链轮内孔测量机,首先对链轮进行自动定位,进行生产加工,后续对其多个内径进行测量,自动化程度高,测量效率高,精度高,同时节省人工,可直接接入生产流水线,将测量数据反馈到上游链轮生产线处,对生产出的链轮尺寸进行实时的矫正,提高生产合格率。
37.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1