CSAR手机自动化测试装置的制作方法
csar手机自动化测试装置
技术领域
1.本实用新型涉及自动化设备技术领域,更具体的说是涉及csar手机自动化测试装置。
背景技术:
2.sar的英文全称为specific absorption rate,中文一般称为“比吸收率”或者“特征吸收率”,是手机或无线产品的电磁波能量的吸收比值。其定义过程为:在外电磁场的作用下,人体内将产生感应电磁场,由于人体各种器官均为有耗介质,因此体内电磁场将会产生电流,导致吸收和耗散电磁能量。生物剂量学中就用sar值来表征这一物理过程。而csar是指快速sar测试,能够快速地进行手机电磁辐射评估。
3.然而在进行手机电磁辐射评估时,是需要进行长时间的测试的,并且需要对手机的不同侧面以及于人体的不同角度进行测试,传统的方式中,虽然很sar计算方式,但是并没有一种特别好的测量方式,能够保证每次测量的高度、角度、位置等的精确度,这些也是影响测试精度的原因,并且如果直接将手机放置在测量工位上,手机无法进行角度的切换,每次切换角度或高度,需要一个辅助件才能将手机稳定;同时测试时间长、需要记录的数据多,经常会造成数据的错误;
4.并且一个手机需要经过好几轮的测试,通过对不同状态手机电磁辐射进行评估,那么将手机切换不同状态时,需要写入不同的程序,而在写入程序的过程中,需要将手机与写入设备进行连接,该连接是通过接口、插头连接的。
5.传统的技术中,上述的所有过程/步骤都是通过人工完成的,效率低,影响自动化进程以及检测进程。
6.有鉴于此,申请人提出了以下技术。
技术实现要素:
7.有鉴于此,本实用新型提供了一种csar手机自动化测试装置。
8.为了实现上述目的,本实用新型采用如下技术方案:csar手机自动化测试装置,包括:
9.控制系统,控制整机运行;机台,作为整个设备的载体,机台上设置有多个工位;多轴机械手,带动手机在各个工位上移动,多轴机械手至少为三轴机械手,且多轴机械手上设置有取料吸盘;上下料组件,包括:料架及充电机构,料架上构成手机放置的安装位,手机正确放置于安装位时充电机构对手机充电;ccd识别工位,包括:玻璃板、设置于玻璃板底部的ccd工业摄像头及测量机构;所述的多轴机械手将手机移动至玻璃板上方通过ccd工业摄像头进行图像拍摄,并将图像信息传输至控制系统进行分析,且通过所述测量机构测量手机尺寸;定位工位,设置有多个较位机构,所述的多轴机械手上设置有定位杆,通过定位杆与较位机构配合,进行位置校对;多个检测工位,每个检测工位上设置有测量传感器,多轴机械手将手机移动至检测工位,并以不同角度和/高度作用于检测工位上,通过测量传感器测
量数据并将数据传递至控制系统,由控制系统对数据进行分析;翻转组件,包括:夹紧气缸、旋转气缸以及夹具,夹具成对设置,所述的旋转气缸驱动夹具整体至少180
°
旋转,所述夹紧气缸驱动两个夹具之间相对夹紧或张开;usb自动拔插组件,包括:支架、装配于支架上的z轴组件、插头组件、ccd组件及定位组件,插头组件上设置有可更换的插头,定位组件位于插头的前方,手机与插头连接并通过控制系统写入指令,改变手机状态。
10.进一步的技术方案中,所述的测量机构包括:第一u型支架及设置于第一u型支架上的一组对称的第一传感器组;所述的较位机构设置于任意一个检测工位上,包括:在x方向上较位的第一较位机构及在y方向上较位的第二较位机构,第一较位机构和第二较位机构均包括:第二u型支架及设置于第二u型支架上的一组对称的第二传感器组;第一传感器组及第二传感器组均与控制系统通信连接。
11.进一步的技术方案中,所述的料架倾斜设置,且安装位与手机的侧边接触限位,手机倾斜放置于安装位上且手机的正面显露于外便于多轴机械手抓取;对应于所述的安装位设置有检测手机是否正确放置指示灯组件。
12.进一步的技术方案中,所述的翻转组件还包括:安装支架,所述的夹紧气缸及旋转气缸安装于安装支架上并隐藏于防护罩内;所述的夹具伸出防护罩;所述的夹具包括:第一连接臂及垂直于第一连接臂的两个第一夹持臂,两个第一夹持臂对称设置;所述的两组夹具相对应的面设置有传感器。
13.进一步的技术方案中,所述的定位组件通过横杆支撑位于插头的前方;所述的插头组件与ccd组件通过一滑动座共同安装于z轴组件上,实现插头组件与ccd组件同步上下移动。
14.进一步的技术方案中,所述的插头组件包括:x轴组件、y轴组件及插头安装台,y轴组件装配于滑动座上,所述的x轴组件装配于y轴组件上,插头安装台装配于x轴组件上,实现插头在xyz方向上的移动;插头安装台包括:上安装台及下安装台,上安装台及下安装台组装后两者之间构成了插头固定的安装腔,插头于安装腔内与线材接通;插头从插头安装台的前端凸出。
15.进一步的技术方案中,所述的z轴组件包括:轨道以及z轴电机,所述的滑动座在z轴电机驱动下沿轨道在z方向移动;所述的x轴组件和y轴组件均为丝杆组件,通过丝杆电机驱动丝杆转动,以驱动插头安装台(330)在x、y方向上精准移动;或所述的x轴组件和y轴组件为气缸及滑轨组件,通过气缸驱动插头安装台(330)沿滑轨在x、y方向上移动。
16.进一步的技术方案中,所述的定位组件包括:上定位板、下定位板及定位电机,所述的下定位板固定安装,定位电机驱动上定位板相对下定位板移动,以执行夹持或释放动作。
17.经由上述的技术方案可知,与现有技术相比,本实用新型具有以下有益技术效果:
18.1、本实用新型通过自动化的方式测试手机的辐射数据,比传统的测试方式更加精准;
19.2、本实用新型在料架上设置有充电机构,在一台手机进行检测的时候,其它的手机进行充电,确保待检测手机电量充盈,保证检测能够顺利进行;
20.3、本实用新型设置有ccd识别工位,能够对手机的正面或背面自动识别,识别后通过测量机构测量手机的尺寸,以便控制系统能够通过手机的尺寸从而计算多轴机械手移动
至检测工位的坐标位置,确保检测效果;
21.4、本实用新型设置有较位机构,该较位机构是测量当前多轴机械手的坐标,若多轴机械手出现偏移,可以通过较位机构自动补偿,确保多轴机械手正确移动;
22.5、本实用新型中设置有翻转机构,能够自动将手机180
°
翻转,并且整个翻转过程快速;
23.6、本实用新型是对手机在各种不同状态下进行测试的,那么通过usb自动拔插组件可以对手机写入不同的程序/信号,改变手机的状态,便于对不同状态下的手机进行测试。
附图说明
24.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
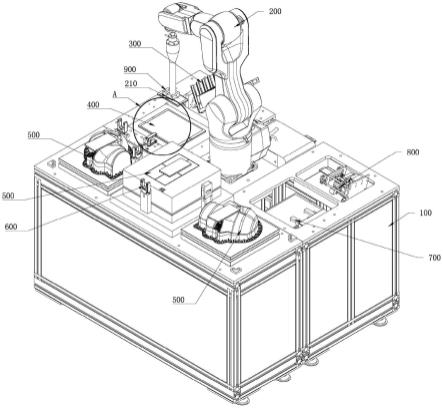
25.图1a为本实用新型的结构示意图;
26.图1b为图1a中的放大图;
27.图2为上下料组件的结构示意图;
28.图3为翻转组件的结构示意图;
29.图4为usb自动拔插组件的结构示意图;
30.图5为插头安装台的结构示意图;
31.图6为x轴组件的结构示意图;
32.图7为y轴组件的结构示意图;
33.图8为多轴机械手在吸取手机时的正面结构示意图;
34.图9为多轴机械手移动至第一检测工位时手机被检测的示意图;
35.图10为多轴机械手移动至第二检测工位时手机被检测的示意图;
36.图11为多轴机械手在吸取手机时的俯视角度示意图。
具体实施方式
37.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
38.csar手机自动化测试装置,如图1a所示,包括:控制系统,控制系统是由于控制整机运行的,而整个csar手机自动化测试装置中具有许多不同型号或不同种类的传感器,传感器所检测到的数据都是反馈至控制系统中,由控制系统发出指令控制各个机构/部件执行相应的动作,而特别地,控制系统最核心的是通过测量传感器所传递的电场值,计算出手机的电磁辐射;
39.而具体地,控制系统的计算方式可以采用专利号:201310281845.8中一种sar快速测试方法。
40.机台100,作为整个设备的载体,机台100上设置有多个工位,具体是包括有:多轴机械手200、上下料组件300、ccd识别工位400、检测工位500、定位工位600、翻转组件700及
usb自动拔插组件800,如图1a及图11所示,多轴机械手200、上下料组件300、ccd识别工位400、检测工位500、定位工位600、翻转组件700及usb自动拔插组件800均位于或显露于机台100的表面,并且多轴机械手200大致位于机台100的中间位置,上下料组件300、ccd识别工位400、检测工位500、定位工位600、翻转组件700及usb自动拔插组件800绕多轴机械手200分布,整个布局紧凑,多轴机械手200能够以最小的空间距离能够移动至各个工位上;
41.需要说明的是,图1a和图11中,在三个检测工位500上均放置有一个手机900,在实际检测时,是不会同时在三个检测工位500上均放置手机的,是需要通过多轴机械手200将手机900分别按照设定的顺序依次放置于检测工位500上进行检测,图1a和图11中分别放置三个手机仅仅是为了告知在测试时手机900放置的位置。
42.多轴机械手200,带动手机900在各个工位上移动,多轴机械手至少为三轴机械手,且多轴机械手200上设置有取料吸盘210。
43.如图1a所示,所述的多轴机械手200至少为3轴机械手,本实施例中设置为六轴机械手,而多轴机械手200的末端设置有取料吸盘210,是通过吸附的方式方式抓取手机的,不会对手机的表面刮花,取料吸盘210设置有四个,能够稳定地抓取手机,抓取时外接的吸气装置吸气,取料吸盘210便吸取手机,而松开手机时,外接的吸气装置停止或输出空气,则取料吸盘210松开手机。
44.所述的多轴机械手200的末端设置有定位杆,取料吸盘210安装于定位杆末端,定位杆为直杆设置。
45.所述的多轴机械手200的移动原理可以参照现有技术中的六轴机械手,这里不对多轴机械手的具体结构进行拆分说明。
46.如图2所示,所述的上下料组件300包括:底板310、料架320、充电机构330及指示灯组件340,底板310是作为整个上下料组件300的支撑,使整个上下料组件300可以整体组装后再加装于机台100上,简化组装的过程;料架320由多个倾斜设置于底板310上的l型支架321组合构成,每个l型支架321上形成一个安装位,手机900倾斜放置于安装位上且手机的正面显露于外便于多轴机械手抓取,手机900放置时,安装位是与手机900的边缘接触的;图11所示,为多轴机械手200抓取手机900的示意图,而l型支架321使得在抓取手机900时,多轴机械手200指需要略微上抬便可以脱离安装位,将手机900从料架320取出,抓取、放置过程都十分方便;
47.对应于每个l型支架321的底部设置有一个充电机构,充电机构是以限位方式安装于l型支架321上,这里的限位方式可以是卡设、插设等,根据对不同的手机型号进行检测,那么充电机构的具体型号也不尽相同,而根据现有手机接口类型主要有type-c、micro usb、lightning三种,那么充电机构中的充电接头也根据检测的手机900的型号不同,而跟换充电机构,那么卡设、插设的方式则可以快速更换充电机构。
48.手机900在放置于料架320时,同时充电机构对手机900进行充电,只有在充电时,手机900才算正确放置,否则放置不准确。
49.所述的指示灯组件340对应每一个l型支架321设置,当手机900正在充电或正确放置时,指示灯组件340亮,则能够提醒用户手机900正确安装,指示灯组件340灭,则表示无手机900放置或手机900放置不正确。
50.具体地,本实施例中l型支架321设置有六个,可以同时供六台手机放置充电,未进
行检测的手机在等待过程中进行充电,因为每台手机的检测时间较长,保持充电状态则保证在对手机900进行检测时,手机电量充盈,以免出现检测过程中缺电的情况从而影响检测进度。
51.如图1-2所示,ccd识别工位400,包括:玻璃板410、设置于玻璃板410底部的ccd工业摄像头(图中未显示)及测量机构420;
52.ccd工业摄像头设置于玻璃板410下方,且ccd工业摄像头是采用2000万高清ccd相机,最大视野范围可支持12寸平板电脑产品,自适应视觉识别算法,在正常照明环境即可,不需要额外的打光装置;
53.虽然ccd工业摄像头在图中未显示,但ccd工业摄像头的大致结构以及原理应当为本领域技术人员所知悉;所述的玻璃板410采用特殊材质玻璃,保证透光性的同时,又不会产生反射光影响ccd识别。
54.ccd工业摄像头拍摄主要是识别当前手机是处于正面或背面,由于手机的背面具有摄像头,ccd工业摄像头与控制系统连接,拍摄到的图片传输至控制系统进行分析,可以通过对手机摄像头的识别进行手机正面或背面的区分,以识别手机的方位,为后续的检测工作带来便捷。
55.所述的测量机构420设置于玻璃板410的旁侧,测量机构420竖向凸出,测量机构420包括:第一u型支架421及设置于第一u型支架421上的一组对称的第一传感器组422,通过第一传感器组422测量手机的尺寸;具体的测量方式如下:首先,多轴机械手200上设置有定位杆,设定多轴机械手200于ccd识别工位400上的一个基础坐标,每次多轴机械手200复位至ccd识别工位400,均以该坐标为基准,设定保持多轴机械手200在yz方向上位置不变,测量机构420的位置也是固定不变的,则改变多轴机械手200在x方向上的位置,将多轴机械手200向测量机构420移动,当第一传感器组422刚好检测到手机900的边缘时停止运行,此时定位杆与测量机构420之间的距离为手机的局部尺寸;多轴机械手200复位至基准坐标,然后对手机相对的另一侧边进行测量,则两次的测量数据的叠加为手机的宽度尺寸,以此方式,再测量手机的长度尺寸,便于后续可以将手机正确地移动至检测工位500。
56.也可以是:多轴机械手200于ccd识别工位400上的一个基础坐标,而第一传感器组422在ccd识别工位400上也是固定的,则两者之间的x方向上的距离是固定的为l,那么测量时,当第一传感器组422接触到手机边缘时,多轴机械手200在x方向上移动的距离为l1,那么,l-l1则为手机的局部宽度;然后对手机相对的另一侧边进行测量,多轴机械手200在x方向上移动的距离为l2,l-l2则为手机的局部宽度,那么手机的整体宽度则为:(l-l1)+(l-l2)。
57.另外,通过上述方式,还可以确认定位杆是否位于手机900的中心位置,便于手续在进行检测时,对手机900在检测工位500上的位置进行校正。
58.请参阅图1a所示,机台100上设置有三个检测工位500,每个检测工位500上设置有测量传感器,多轴机械手200将手机900移动至检测工位500,并以不同角度和/高度作用于检测工位500上,通过测量传感器测量数据并将数据传递至控制系统,由控制系统对数据进行分析;测量传感器测量检测工位上的电场值,并将电场值传输至控制系统,控制系统具体的计算方法采用201310281845.8中一种sar快速测试方法。
59.如图1a所示,定位工位600设置有多个较位机构610,所述的多轴机械手200上设置
有定位杆,通过定位杆与较位机构610配合,进行位置校对,所述的较位机构610设置于任意一个或多个检测工位500上,包括:在x方向上较位的第一较位机构及在y方向上较位的第二较位机构,第一较位机构和第二较位机构均包括:第二u型支架611及设置于第二u型支架611上的一组对称的第二传感器组612;第一传感器组422及第二传感器组612均与控制系统通信连接。
60.当多轴机械手200移动进入较位机构610,多轴机械手200上的定位杆与第二传感器组612,校对出当前的坐标,通过计算,控制多轴机械手200后续运行轨迹,能够正确放置在检测工位500上进行检测;
61.如图9所示,为手机于第一个检测工位500上的检测位置,手机900由多轴机械手200带动竖向放置于第一个检测工位500的上方,进行侧面的检测。
62.如图10所示,为手机于第二个检测工位500上的检测位置,手机900由多轴机械手200带动竖向放置于第二个检测工位500的上方,进行正面/背面的检测。
63.于检测工位500上,每个手机至少以两种不同的角度进行检测,如:第一种为水平放置检测,第二种为倾斜15
°
放置检测。
64.在不同的检测工位500上进行不同高度以及角度的测试,对应的是模仿手机在人体某一位置,如后人头边的左和右、紧贴程度,身体边的正反两面和紧贴程度进行测试,测试数据更加全面。
65.如图3所示,所述的翻转组件700包括:夹紧气缸710、旋转气缸720以及两组夹具730,夹具730成对设置,旋转气缸720驱动夹具整体至少180
°
旋转,夹紧气缸710驱动两个夹具730之间相对夹紧或张开。
66.具体地,csar自动化测试时通过多轴机械手200用其取料吸盘210抓取手机900后,翻转组件700对手机进行夹持后翻转,便于手机翻转后进行进一步的测试。所述的旋转气缸720连接夹具730,旋转气缸720驱动夹具730作同中心旋转运动;夹紧气缸710带动两组夹具730向内夹紧或向外张开,实现对手机900的夹紧和松开,或是调节夹持力度;所述的两组夹具730上设有传感器,传感器一般设于两个夹具730的内侧,用于检测测试样机的在位状态。
67.所述的夹具730相对的面上设置有接触条740,接触条740为硅胶塑胶材质,但其材质不限于本实施例;夹持手机时,接触条740接触手机表面,柔性塑胶材质在夹紧时具有一定缓冲和保护性,避免对样机造成损坏,避免影响测试的准确性。
68.进一步地,所述的夹紧气缸710及旋转气缸720安装于安装支架上并隐藏于防护罩750内,起到防护的作用,夹具730伸出防护罩750。
69.如图4-7所示,usb自动拔插组件800包括:支架810、装配于支架810上的ccd模组820、插头组件830以及定位模组840,所述的ccd模组820、插头组件830以及定位模组840均与一控制系统连接,由控制系统控制运行。
70.所述的支架810是起承载的作用,主要是将整个usb自动拔插装置安装在csar手机自动化测试设备上,支架810的具体结构、形状可以有很多。而具体地,支架810于本实施例中呈板块状。
71.所述的支架810上安装有z轴850,所述的ccd模组820以及插头组件830通过滑动座860共同安装于z轴850上并同步沿z轴850直线往复移动;z轴850可以是导轨、滑轨等结构,z轴850具有一外壳,起防护作用。
72.所述的ccd模组820以及插头组件830通过z轴电机851驱动同步沿z轴850直线往复移动,z轴电机851驱动滑动座860沿z轴850移动。
73.所述的滑动座860上形成有ccd模组820装配的第一安装板及插头组件830装配的第二安装板,ccd模组820和插头组件830安装后,以图4所示方位表示,为上下分布,ccd模组820位于插头组件830上方,两者间在z轴方向上的相对距离是固定的。
74.所述的滑动座860是起带动滑动以及提供支撑安装的作用,滑动座860的具体形状可以进行更换。
75.所述的ccd模组820包括:主机821及ccd摄像头822,ccd摄像头822朝向定位模组840的方向,ccd摄像头822拍摄手机900的图片并将图片传输至控制系统,通过控制系统分析确定手机900的接口位置,进而控制插头组件830移动至对应手机900的接口位置,插入手机900的接口。
76.ccd识别技术、ccd工业识别系统等已经在现有技术的自动化设备中普及以及应用,而本实施例中的ccd模组820采用600万工业ccd,自动识别不同测试样机的接口,且采用ai视觉识别算法,可识别不同颜色,不同材质的接口,识别精度高;通过ccd识别产品的形状、角度等。
77.ccd模组820用于采集手机900的的高清图像,图像经数字化处理后,生成的定位数据,进而实现定位控制,控制插头组件830移动,以准确插入手机900的接口。
78.所述的插头组件830包括:x轴组件831、y轴组件832、插头安装台833以及插头801,插头801固定安装于插头安装台833,且与插头安装台833同步于x轴组件831及y轴组件832上移动。
79.所述的插头801的型号随着待检测的手机的接口型号不同而进行更换。如图6所示,所述的插头安装台833包括:上安装台8331及下安装台8332,上安装台8331及下安装台8332组装后两者之间构成了插头801固定的安装腔,插头801于安装腔内与线材302接通;所述的插头801从插头安装台833的前端凸出。
80.所述的上安装台8331与下安装台8332之间通过螺丝锁紧,或所述的上安装台8331及下安装台8332之间通过锁扣件限位固定,方便拆卸,在将上安装台8331拆卸后,能够方便插头801的更换,具体地,本实施例中,所述的上安装台8331与下安装台8332之间通过螺丝锁紧。而根据现有手机接口类型主要有type-c、micro usb、lightning三种,而根据待检测手机的型号不同,可以相应地更换插头801的型号,以与手机接口型号相匹配。
81.所述的插头安装台833安装于x轴组件831上,x轴组件831安装于y轴组件832上,而所述的x轴组件和y轴组件可以均为丝杆组件,通过丝杆电机驱动丝杆转动,以驱动插头安装台833在x、y方向上精准移动;或所述的x轴组件和y轴组件可以均为气缸及滑轨组件,通过气缸驱动插头安装台833沿滑轨在x、y方向上移动。
82.具体地,如图6所示,所述的x轴组件831包括:第一底座8311、x轴电机8312以及丝杆8313,所述的插头安装台833通过第一滑座8314连接于丝杆8313,所述的x轴电机8312转动带动第一滑座8314在x方向直线移动,进而带动插头安装台833在x方向移动;
83.如图7所示,所述的y轴组件832包括:第二底座8321、y轴电机8322以及丝杆8323,所述的y轴组件832通过第二滑座8324连接于丝杆8323,y轴电机8322转动带动第二滑座8324在y方向直线移动,进而带动插头安装台833与x轴组件831在y方向移动;
84.通过上述,可以实现插头801在xyz三轴方向上移动,以对应手机900的接口位置。
85.如图4所示,所述的定位模组840依靠支撑杆844定位支撑于插头组件830前端,且定位模组840至少在x方向上位置固定。所述的定位模组840包括:上定位板841、下定位板842及第二电机843,上定位板841和下定位板842中其中一个相对于支架810定位,另一个由第二电机843驱动运行,使上定位板841和下定位板842之间执行夹紧或松开动作;这里,设定下定位板842是固定的,而上定位板841由第二电机843驱动上下移动;
86.进一步地,第一底座8311在平行于丝杆8313的方向上设置有滑轨,插头安装台833通过滑块8315安装于x轴组件831上,滑块8315与第一滑座8314固定,滑轨起辅助滑块8315移动的作用;
87.同理,第二底座8321在平行于丝杆8323的方向上设置有滑轨,x轴组件831通过滑块8325安装于y轴组件832上,滑块8325与第二滑座8324固定,滑轨起辅助滑块8325移动的作用;
88.在使用时,手机通过人工或者是机械手送入上定位板841、下定位板842之间,然后,第二电机843驱动上定位板841下移,将手机夹紧。
89.使用时,手机通过机械手或人工放置于定位模组840;第二电机843驱动上定位板841下移,通过上定位板841及下定位板842将手机夹紧;ccd模组820在z轴方向下移,下移后拍摄定位后的手机900的图片,将图片传输至控制系统,通过控制系统分析手机900当前位置以及接口的位置;ccd模组820复位,然后通过控制系统控制插头组件830在zy方向上移动,移动至正对接口;控制系统控制插头组件830在x方向上移动,插头801插入手机900的插口中,进行数据写入。
90.在数据写入完成后,插头组件830在x方向上移动复位,插头801拔出,手机通过手工或者机械手传输至指定的地方。
91.通过本csar手机自动化测量装置,可以实现自动化测量,操作更加简单、便捷。
92.csar手机自动化测试装置的测试方法,包括以下步骤:
93.s1:将手机放置于料架上并连接充电机构,在放置手机的同时对手机进行充电;
94.s2:通过多轴机械手抓取手机,在抓取手机的同时手机脱离充电机构;
95.s3:多轴机械手将手机移动至ccd识别工位,通过ccd工业摄像头拍摄手机当前下表面的图片,并将图片传输至控制系统,由控制系统识别当前手机处于正面朝上或背面朝上;s4:通过测量机构测量手机的尺寸,多轴机械手将手机的第一边缘向测量机构移动,当测量机构探测到手机第一边缘时多轴机械手停止移动,多轴机械手远离测量机构并转动90
°
后,多轴机械手再次将手机的第二边缘向测量机构移动,当测量机构探测到手机第二边缘时多轴机械手停止移动,如此,对手机的第三边缘及第四边缘重复上述动作,通过控制系统计算手机的尺寸;
96.s5:多轴机械手带动手机移动至较位工位,进行xyz方向上位置的校准;
97.s6:通过控制程序控制多轴机械手将手机以不同角度放置于检测工位上,通过测量传感器测量数据,并将测量数据传输至控制系统,由控制系统转换计算辐射量;
98.s7:多轴机械手带动手机移动移动至翻转组件,翻转组件的夹具上的传感器感应到手机进入两个夹具之间后,夹紧气缸控制两组夹具将手机夹持,同时多轴机械手上移松开手机;旋转气缸转动180
°
,多轴机械手下移通过取料吸盘再次吸紧手机,夹紧气缸驱动两
组夹具张开,松开手机后多轴机械手带动手机移动脱离翻转组件,并再次移动至ccd识别工位,识别当前手机处于正面朝上或背面朝上;
99.s8:重复步骤s6后,转跳步骤s9;
100.s9:通过多轴机械手将手机移动至放入usb自动拔插组件中,手机进入上定位板和下定位板之间,且手机的接口朝向插头,定位电机驱动上定位板下移,通过上定位板及下定位板将手机夹持,多轴机械手松开;ccd组件拍摄手机接口侧的照片并传递至控制系统,由控制系统分析手机接口的位置,控制插头安装台在yz三轴方向上移动,移动至对准于手机接口后,插头安装台在x方向上移动,插头插入至手机接口中,手机被写入成型以改变手机状态,写入数据完毕后,多轴机械手重新抓取手机,插头安装台在x方向上反向移动复位,定位电机驱动上定位板上移,释放手机;
101.s10:至少一次重复步骤s3-s9后,结束测试。
102.进一步地,在进行手机的检测之前,多轴机械手的运动轨迹已经经过控制系统设定好了。
103.进一步地,所述的步骤s4中,ccd识别工位的位置是固定不变的,而通过系统设定在ccd识别工位上多轴机械手有xyz固定坐标,在测量手机尺寸时,多轴机械手的每次复位都是复位至xyz固定坐标上,然后重新进行下一次的足量;
104.测量机构上的第一组传感器为上下分布,多轴机械手在yz坐标不变的情况下在x方向上移动,手机能够正确进入第一组传感器之间,手机的第一边缘并被第一组传感器所感应,感应时定位杆与第一组传感器x方向的距离,为手机的局部长度a;多轴机械手复位至xyz固定坐标上,控制手机转动180
°
后,对手机的第三边缘测量,手机的第三边缘被第一组传感器所感应时,感应时定位杆与第一组传感器x方向的距离,为手机的局部长度b,a+b则为手机的长度;同理可以计算手机的宽度;同时通过上述的方式还能检测出定位杆是否位于手机的正中心;
105.更具体地,设定ccd识别工位上多轴机械手的定位坐标是(0,0,0),那么,多轴机械手在ccd识别工位上复位时,是复位至坐标(0,0,0)上,那么在第一次移动测量时时,手机的局部长度a=8cm;第二次移动测量时,手机的局部宽度测量a’=4cm;第三次移动测量时,手机的局部长度b=8cm,第四次移动测量时,手机的局部宽度测量b’=4cm,那么可以计算出手机的长度为a+b=16cm,手机的宽度为a’+b’=8cm。
106.所述的步骤s5中,较位机构610的位置是固定的,那么第二传感器组的位置是固定的。如步骤s4中所述,多轴机械手按照设定的轨迹移动至ccd识别工位的定位坐标(0,0,0)时,定位杆应当落在定位坐标(0,0,0)上,但设备在使用过程中,由于碰撞或者某些原因,定位杆可能会有少许的形变(位置偏移),定位杆本应该为直杆,在定位坐标(0,0,0)为竖直的,由于位置偏移,使得多轴机械手按照指定的轨迹移动到定位坐标(0,0,0)时,定位杆并不在坐标(0,0,0)上,如此,若多轴机械手按照指定的轨迹移动在检测工位上,手机的放置位置会有所偏移,造成测量数据不精准,因此,需要通过较位机构610进行较位。
107.较位机构610在较位工位上的位置是固定的,第二传感器组于较位工位上是固定的,设定当定位杆在没有位置偏移时,多轴机械手移动至标准坐标(30,30,30)时,则定位杆与第二传感器组触发;
108.但是,当定位杆位置偏移时,多轴机械手移动至标准坐标(30,30,30)时,则定位杆
还未与第二传感器组触发,那么多轴机械手继续移动,直至定位杆与第二传感器组触发后停止移动,设定此时的触发坐标为(32,32,30),则可以判定定位杆的位置发生了偏移,如果多轴机械手继续按照设定的轨迹移动,那么在移动至检测工位时,那么手机在检测工位上的位置会有+2位移的偏差,而通过了上述的较位后,可以通过程序改变多轴机械手的移动轨迹,进行位移的补充,取消该+2位移的偏差,确保精准测量。
109.可选地,上述步骤4与步骤5的顺序可更换。
110.所述的步骤s6中,手机于检测工位上停留的检测时间为x,x通过控制系统设定,这里可以设定测量时间为20min;测量传感器测量检测工位上的电场值,并将电场值传输至控制系统,进而计算sar值。
111.一台手机可以有多种的测试状态,比如:在单纯的通话中的状态,或在连通4g网络时的状态,或在连通5g网络时的状态,或在连通5g网络时且通话中的状态,或者还有其它的一些状态,可以通过usb自动拔插组件写入程序/数据后进行测量,对手机的各种状态进行测量,计算手机在不同状态下的辐射值。
112.在一台手机测试完毕后,多轴机械手200复位,准备抓取下一台手机以同样的方式进行检测。
113.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1