一种电能表的制作方法
1.本技术涉及仪表设备技术领域,具体涉及一种电能表。
背景技术:
2.电能表包括基架和计度器,基架内设有转盘,转盘设有蜗杆,计度器设有涡轮,利用电磁感应的原理把电压、电流、相位转变为磁力矩,推动转盘转动,蜗杆驱动计度器的涡轮转动。为了让蜗轮与蜗杆之间的啮合间隙符合要求,现有技术中,在将计度器的固定板与基架之间的相对位置调节好后,通过两个螺钉固定。
3.但在实际安装过程中,计度器装配后容易出现左右高低不平的情况,并且,如果螺钉固定不紧或出现松动,计度器蜗轮与转盘蜗杆将会出现啮合太深或啮合不到的情况,使得电能表整体将会出现转盘正常转动,而电能表不能正常计量电费的情况。同时,对装配员工技能要求较高,在装配期间,需反复调整固定板和基架之间的相对位置,安装效率较低。
4.因此,对于电能表的计度器的安装,如何简化安装操作、提高安装效率并可保证安装稳定性和准确性,是本领域技术人员所需要解决的技术问题。
技术实现要素:
5.本技术的目的是提供一种电能表,在安装计度器时,能够简化安装操作、提高安装效率并可保证安装稳定性和准确性。
6.为解决上述技术问题,本技术提供一种电能表,包括基架、计度器和固定件;所述基架内设有转盘,所述转盘设有蜗杆,所述基架还设有定位孔;所述计度器设有涡轮和固定板,所述固定板设有连接件,所述连接件的一端与所述固定板固定,所述连接件的另一端通过折弯形成凸出于所述固定板表面的定位钩;所述定位钩能够穿过所述定位孔,并与所述定位孔定位配合,以使所述蜗杆和所述涡轮之间达到预设啮合深度;所述固定板可通过所述固定件与所述基架固定。
7.安装时,将基架和计度器的固定板之间通过定位钩和定位孔配合定位,具体的,定位钩穿过定位孔,使得蜗杆和涡轮之间达到预设啮合深度,以满足该涡轮蜗杆传动机构的安装要求,然后通过固定件固定,即可实现基架和计度器之间的精确定位和固定稳定性。
8.由于涡轮和蜗杆之间的啮合间隙要求范围较小,因此,对于定位精度要求较高。而在加工过程中,难免由于加工误差等原因导致用于在基架和固定板之间实现定位功能的结构之间存在偏差,使得安装后,涡轮和蜗杆之间无法满足啮合要求,此时,若实现定位功能的结构无法调节,则此产品为不合格件,会造成浪费。
9.而本实施例中,由于定位钩是通过连接件的端部折弯成型的,成型工艺简单,并且,在成型后,操作人员可通过操作工具(如钳子等)作用于定位钩,使其相对于固定板扭转或折弯等,以对定位钩的具体位置进行微调,使得定位钩在与定位孔配合后,能够保证涡轮和蜗杆之间的啮合要求。
10.并且,由于连接件连接于固定板和定位钩之间,在通过操作工具对定位钩进行微
调时,不会受到固定板的限制,也就是说,连接件的设置有利于对定位钩进行微调操作,并且根据调节幅度,可能会带动连接件产生微小的变形,但并不会使固定板产生变形。
11.也就是说,常规状态下(不考虑加工误差等情况下),可通过定位钩直接与定位孔配合实现定位,然后通过固定件将基架和固定板固定,操作人员无需对固定板和基架之间的相对位置进行来回调节,可降低对操作人员的技能要求,提高安装效率。极端状态下(由于加工误差等原因导致的情况),可通过操作工具对定位钩进行微调,使得定位钩满足在与定位孔配合后,涡轮和蜗杆之间的啮合深度满足要求,然后再通过固定件将基架和固定板固定,避免极端状态下造成产品报废的情况,提高安装灵活性并保证经济效益。
12.可选地,所述连接件与所述固定板为一体式结构。
13.可选地,所述固定板通过冲压形成所述连接件以及与所述连接件相适配的孔结构。
14.可选地,所述连接件的数量为两个,两个所述连接件间隔设置。
15.可选地,所述固定件为紧固件。
16.可选地,所述固定件为螺钉,所述基架设有螺纹孔,所述螺钉能够穿过所述固定板并与所述螺纹孔配合固定。
17.可选地,所述固定板的边缘还设有安装槽,所述螺钉能够由所述安装槽的开口插入所述安装槽内并与所述螺纹孔配合固定。
18.可选地,所述安装槽的宽度大于所述螺钉的直径。
19.可选地,所述定位孔为通过冲压形成于所述基架的方形孔。
20.可选地,所述涡轮和所述蜗杆的啮合深度在齿高的1/2~1/3范围内。
附图说明
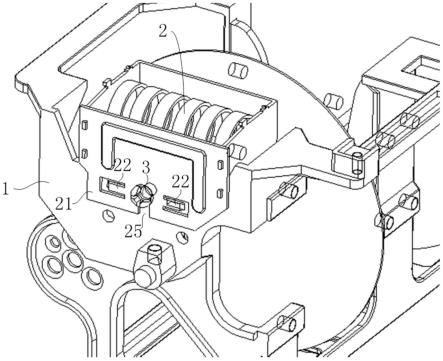
21.图1是本技术实施例所提供的电能表中基架和计度器在安装状态下的结构示意图;
22.图2是图1中基架的结构示意图;
23.图3是图1中计度器的结构示意图;
24.图4是图1中计度器的结构示意图。
25.附图1-图4中,附图标记说明如下:
26.1-基架,11-定位孔,12-螺纹孔;
27.2-计度器,21-固定板,22-连接件,23-定位钩,24-孔结构,25-安装槽;3-螺钉。
具体实施方式
28.为了使本领域的技术人员更好地理解本技术的技术方案,下面结合附图和具体实施例对本技术作进一步的详细说明。
29.本技术实施例提供了一种电能表,如图1所示,该电能表包括基架1和计度器2,其中,基架1内设有转盘,转盘设有蜗杆,并且基架1还设有定位孔11,计度器2设有涡轮和固定板21,固定板21设有连接件22,连接件22的一端与固定板21固定,连接件22的另一端通过折弯形成定位钩23,该定位钩23凸出于固定板21的表面。
30.安装时,将基架1和计度器2的固定板21之间通过定位钩23和定位孔11配合定位,
具体的,定位钩23穿过定位孔11,使得蜗杆和涡轮之间达到预设啮合深度,以满足该涡轮蜗杆传动机构的安装要求,然后通过固定件固定,即可实现基架1和计度器2之间的精确定位和固定稳定性。
31.本实施例中,涡轮和蜗杆之间的预设啮合深度为齿高的1/2~1/3范围内,也就是说,通过定位钩23和定位孔11配合定位后,能够使得涡轮和蜗杆之间的啮合深度达到齿高的1/2~1/3范围内,以满足安装要求,保证转盘转动时,电能表能够正常计量电费。
32.由于涡轮和蜗杆之间的啮合间隙要求范围较小,因此,对于定位精度要求较高。而在加工过程中,难免由于加工误差等原因导致用于在基架1和固定板21之间实现定位功能的结构之间存在偏差,使得安装后,涡轮和蜗杆之间无法满足啮合要求,此时,若实现定位功能的结构无法调节,则此产品为不合格件,会造成浪费。
33.而本实施例中,由于定位钩23是通过连接件22的端部折弯成型的,
34.成型工艺简单,并且,在成型后,操作人员可通过操作工具(如钳子等)作用于定位钩23,使其相对于固定板21扭转或折弯等,以对定位钩23的具体位置进行微调,使得定位钩23在与定位孔11配合后,能够保证涡轮和蜗杆之间的啮合要求。
35.并且,由于连接件22连接于固定板21和定位钩23之间,在通过操作工具对定位钩23进行微调时,不会受到固定板21的限制,也就是说,连接件22的设置有利于对定位钩23进行微调操作,并且根据调节幅度,可能会带动连接件22产生微小的变形,但并不会使固定板21产生变形。
36.也就是说,常规状态下(不考虑加工误差等情况下),可通过定位钩23直接与定位孔11配合实现定位,然后通过固定件将基架1和固定板21固定,操作人员无需对固定板21和基架1之间的相对位置进行来回调节,可降低对操作人员的技能要求,提高安装效率。极端状态下(由于加工误差等原因导致的情况),可通过操作工具对定位钩23进行微调,使得定位钩23满足在与定位孔11配合后,涡轮和蜗杆之间的啮合深度满足要求,然后再通过固定件将基架1和固定板21固定,避免极端状态下造成产品报废的情况,提高安装灵活性并保证经济效益。
37.本实施例中,连接件22与固定板21为一体式结构,如此一来可使得整体结构更简洁。当然,本实施例中,也可以将连接件22与固定板21设置为分体式结构,并通过紧固件等方式将二者固定。
38.连接件22是固定板21通过冲压形成的,相较于通过机加工成型的方案来说,能够简化加工工艺。如图3和图4所示,固定板21还设有与连接件22相适配的孔结构24,也就是说,连接件22成型于固定板21内部,而非是通过固定板21的边缘冲压成型的,由于固定板21在与基架1固定后,该固定板21用于支撑计度器2和铭牌等,该固定板21需要有一定的结构强度,因此,在固定板21内部位置(非边缘位置)通过冲压形成连接件22和孔结构24时,不会在固定板21的边缘形成较多的缺口,从而能够保证该固定板21的整体结构强度。
39.如图1、图3和图4所示,连接件22的数量为两个,并且这两个连接件22间隔设置,并分别设于固定件的两侧,也就是说,定位钩23和定位孔11的数量分别为两个,通过两组定位钩23和定位孔11定位配合,能够保证定位稳定性,避免发生偏斜的情况。当然,连接件22也可以设置为三个或更多个,而将其数量设置为两个时,能够简化整体结构、简化加工工艺,同时还能够保证固定板21的结构强度。
40.固定件的数量为一个,并位于两个连接件22之间,也就是说,固定件的两侧分别通过一组定位钩23和定位孔11配合定位后,再通过一个固定件固定,可在简化整体结构的同时,保证定位稳定性和连接稳定性,同时提高安装效率。具体的,两个连接件22可对称设于固定件的两侧,也可以是非对称设置于固定件的两侧均可。
41.本实施例中,通过两个定位孔11与两个定位钩23配合定位,具体可以是定位孔11的大小与定位钩23的大小刚好适配,以实现定位功能,或者,还可以是在高度方向上,定位钩23的尺寸与定位孔11的尺寸相适配,而在左右方向上(两个定位孔11沿左右方向间隔设置),两个定位钩23能够分别与两个定位孔11的边缘抵接配合,即定位钩23能够刚好钩住定位孔11朝向另一个定位孔11的一侧壁,从而实现定位功能,此时,定位孔11在左右方向的尺寸可无需与定位钩23的尺寸完全匹配,即可避免发生窜动的情况,保证定位效果。
42.本实施例中,对于固定件的具体结构并不做限制,该固定件仅用于将已经定位好的固定板21和基架1固定,本实施例中,该固定件为紧固件,当然也可以将其设置为固定夹,通过夹紧使得固定板21和基架1固定均可。而通过固定件将固定板21和基架1固定时,能够简化整体结构并简化安装操作。
43.进一步的,固定件为螺钉3,如图2所示,基架1设有螺纹孔12,螺钉3能够穿过固定板21并与螺纹孔12配合固定。此处,螺钉3是指一端设有头部,另一端设有螺纹部的结构(螺纹部的端部可以是尖状结构也可以是柱状结构),头部能够与固定板21抵接,螺纹部能够与螺纹孔12配合,从而实现固定。或者,本实施例中,还可以将紧固件固定于基架1,安装时,紧固件能够穿过固定板21,然后通过螺母固定均可。而将固定件设置为螺钉3,基架1设置有螺纹孔12时,能够简化安装操作,并可简化整体结构,使得整体结构更为规整。
44.如图3和图4所示,固定板21的边缘还设有安装槽25,螺钉3能够由安装槽25的开口插入安装槽25内,并穿过安装槽25并与螺纹孔12配合固定。当然,本实施例中,也可以是固定板21设置有安装孔,螺钉3能够穿过安装孔并与螺纹孔12配合固定均可。而将固定板21的边缘设置安装槽25时,在安装过程中,螺钉3可始终保持与螺纹孔12配合,具体将螺钉3转动,使其头部与基架1之间的间隙大于固定板21的厚度,然后将固定板21的安装槽25的开口对准螺钉3,推动固定板21安装,使得固定板21夹设于螺钉3的头部和基架1之间,拧紧螺钉3即可。安装操作较为方便,有利于提高安装效率,并且由于螺钉3无需拆卸,可避免螺钉3丢失的情况。
45.安装槽25的宽度要大于螺钉3的直径,如此一来,方便快速顺利地实现安装。
46.如图2所示,基架1的定位孔11为基架1通过冲压形成的方形孔,当然,也可以是基架1通过机加工形成定位孔11均可,而通过冲压形成方形孔可进一步简化加工工艺,降低加工成本,提高经济性。
47.以上仅是本技术的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1