基于工艺网络模型与机器学习算法的产品质量控制方法与流程
1.本发明是一种基于工艺网络模型与机器学习算法的产品质量控制方法,该方法属于涉及对产品质量控制和加工工艺优化。
背景技术:
2.传统的质量管理基于质量检验、统计过程控制(spc)、次品率等概念,往往依赖手工测量工具及数理统计分析,受经验影响大且分析的对象因素相对有限,无法针对产品全流程相关的各类参数进行综合分析,且不能发现参数间联动作用,不能适应复杂的产品生产工艺。很多产品制造工艺过程复杂,环境、材料、工艺等工艺机理参数与产品质量结果密切相关,同时工序间又有密切的联动作用影响,目前单靠传统的统计分析方法不能解决制造过程质量控制难点问题。
3.质量控制方法是保证产品质量并使产品质量不断提高的一种质量管理方法。它通过研究、分析产品质量数据的分布,揭示质量差异的规律,找出影响质量差异的原因,采取技术组织措施,消除或者控制产生次品或者不合格品的因素,使产品在生产的全过程中每一个环节都能正常的、理想的进行,最终使产品能够达到人们需要所具备的自然属性和特性,即产品的适用性、可靠性及经济性。
4.常用的质量控制方法包括分层图表法、调查表法、因果分析法、散布图法、直方图法、控制图法等。
5.1.分层法
6.分层法又名层别法,是将不同类型的数据按照同一性质或同一条件进行分类,从而找出其内在的统计规律的统计方法。常用分类方式有按操作人员分、按使用设备分、按工作时间分、按使用原材料分、按工艺方法分、按工作环境分等。这是分析影响产品质量原因及责任的一种基本方法,经常与统计调查表结合使用。
7.2.因果图
8.上图是对相片冲印效果不理想寻找其原因形成的因果图。原因被归为工人、机械、方法、材料、环境等六类,每一类下面又有不同的子原因。
9.3.散布图
10.散布图又称相关图,在质量控制中它是用来显示两种质量数据之间关系的一种图形。质量数据之间的关系多属相关关系。,一般有三种类型:一是质量特性和影响因素之间的关系;二是质量特性和质量特性之间的关系;三是影响因素和影响因素之间的关系。可以用y和x分别表示质量特性值和影响因素,通过绘制散布图,计算相关系数等,分析研究两个变量之间是否存在相关关系,以及这种关系密切程度如何,进而对相关程度密切的两个变量,通过对其中一个变量的观察控制,去估计控制另一个变量的数值,以达到保证产品质量的目的。
11.4.直方图
12.直方图法,即频数分布直方图法,它是将收集到的质量数据进行分组整理,绘制成
频数分布直方图,用以描述质量分布状态的一种分析方法,所以又称质量分布图法。直方图是用横坐标标注质量特性值,纵坐标标注频数或频率值,各组的频数或频率的大小用直方柱的高度表示的图形。从直方图可以直观地看出产品质量特性的分布形态,便于判断过程是否出于控制状态,以决定是否采取相应对策措施。直方图从分布类型上来说,可以分为正常型和异常型。正常型是指整体形状左右对称的图形,此时过程处于稳定(统计控制状态)。如果是异常型,就要分析原因,加以处理。
13.7.控制图
14.控制图又称管理图。控制图是对生产过程中产品质量状况进行实时控制的统计工具,是质量控制中最重要的方法。控制图可以说是直方图的一种变形,其将直方图顺向转90。反转,再绘制中心线和上下控制限。中心线为样本某统计量的均值,上下控制限分别为均值基础上的正负三倍标准差。控制图较直方图最大的特点是引入了时间序列,通过观察样本点相关统计值是否在控制限内以判断过程是否受控,通过观察样本点排列是否随机从而及时发现异常。控制图较直方图在质量预防和过程控制能力方面大为改进。控制图的主要用途有:分析判断生产过程是否稳定;及时发现生产中异常情况,预防不合格品产生;检查生产设备和工艺装备的精度是否满足生产要求;对产品进行质量评定。
15.控制图的设计是建立在以下的假设理论基础上的,首先为正态性假设:假定质量特性值在生产过程中的波动服从正态分布;其次是遵从3σ准则:若质量特性值x服从正态分布n(μ,σ^2),根据正态分布概率性质,x的实际取值范围在(μ一3σ,μ+3σ)之内。据此原理,若对x设计控制图,则中心线cl=μ,上下控制界限分别为ucl=μ一3σ,lcl=μ+3σ;第三是小概率原理:小概率原理是指小概率的事件一般不会发生。当生产中不存在系统误差时,产品质量特性(总体)服从正态分布,样品值出现在均值加减3σ范围内的概率为0.9973。根据相关统计定理,如果生产处于受控状态,则认为样品值一定落在此3σ范围内,如果超出,则认为生产过程发生异常变化。
16.以上产品质量控制方法多基于统计分析方式,往往针对单个质量指标或工艺因素进行分析和控制,而对于多工序或工艺流程复杂的产品,无法从制造全流程的全局角度综合分析影响产品质量的原因,无法发掘工艺因素间的联动影响性,而这对于产品质量控制是十分重要且必要的。同时,统计分析方法的数据处理量一般较小,无法解决的真正产品工业大数据高维度、强非线性、样本分布不均的问题。
技术实现要素:
17.本发明正是针对上述现有方法存在的不足而设计提供了一种基于工艺网络模型与机器学习算法的产品质量控制方法,该方法能够对长流程中的各种工艺因素进行挖掘,找出其对最终产品质量的影响,以及各种工艺因素间的联动关系,形成机理与数据双驱动的质量识别模型,快速智能地追溯产品质量问题,帮助制造企业优化加工工艺、提高产品质量。
18.为实施上述目的,本发明技术方案的内容如下:
19.本发明技术方案所述基于工艺网络模型与机器学习算法的产品质量控制方法包括以下步骤:
20.一、依照产品工规,梳理产品制造工艺,确定产品终检的质量检测项目参数、工艺
流程,工艺流程由工段组成,工段由工序组成,确定产品每工段加工中间检的质量检测项目参数、每工序“人、机、料、法、环”的工艺参数;
21.二、引入复杂网络理论,采用图论的方法建立产品工艺复杂网络模型,该模型分为4层,第一层为产品终检的质量检测项目参数,第二层为每工段加工中间检的质量检测项目参数,第三层为每工序,第四层为每工序“人、机、料、法、环”的工艺参数;
22.依照产品工规中明确的产品终检的质量检测项目参数、每工段加工中间检的质量检测项目参数、每工序、每工序“人、机、料、法、环”的工艺参数之间的相互联系,对各层节点进行连接,以潜在影响作用作为对各节点进行连接的依据,形成质量传递网络,进而对质量传递网络的特征进行分析,包括节点连接度,获取质量传递网络中各节点对质量传递网络性能影响的排序;
23.三、对实际生产的产品的全流程进行数据采集,生成样本数据,基于质量传递网络和样本数据建立机器学习xgboost模型并训练;
24.四、利用tree
‑
shap算法对xgboost模型结果进行解释,包括计算每工序“人、机、料、法、环”的工艺参数对产品终检的质量检测项目参数、每工段加工中间检的质量检测项目参数的贡献度,以及每工序“人、机、料、法、环”的工艺参数各参数之间的交互指数,以此识别关键的工艺参数及参数间联动作用。
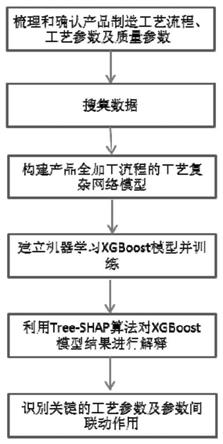
25.本发明技术方案流程如图1所示,该方法是利用基于产品工艺复杂网络与机器学习算法的相融合的方式实现产品质量控制,即基于产品工艺机理建立质量传递复杂网络,基于质量传递网络和样本数据建立机器学习xgboost模型并训练,并建立shap算法模型对xgboost训练结果进行分析。定量挖掘影响质量的关键工艺参数,准确计算工艺参数间的联动作用。使用这种方法的好处在于将产品工艺机理和大数据分析方法有效结合,有效解决普通统计分析方法无法解决的工业实际生产数据高维度、强非线性、样本分布不均的问题,克服了传统产品质量控制方法定性描述或者只针对单个独立因素进行产品质量控制的缺点,方法能综合、定量分析产品加工全流程中的复杂工艺因素对最终产品质量的影响,同时准确计算多个工艺因素间的联动影响性,形成基于工艺机理与数据双驱动的质量识别模型,处理数据量大、速度快,评价结果准确。在实施中,所述产品工规的类别为机械加工、热处理、表面处理、复合材料成形、铸造,特点是针对航空涡轮叶片精密铸造工艺这类大型、复杂的工艺过程。该方法的使用能够帮助生产管理者及人员从全局角度更精准的实现质量关键因素控制,及不同工段不同工序之间的质量联合控制,提高产品合格率。
26.步骤二中所述的引入复杂网络相关理论,能够确定各子工序中工艺要素与加工特征的对应关系以及工序间加工特征的联动关系,采用图论的方法建立各工艺因素和加工特征的有向图模型,形成多工序加工过程的质量传递网络;进而对网络进行特征分析,计算网络量测指标,获取对网络性能影响较大的节点。
27.复杂网络是一种数据的表现形式,也是一种科学研究的手段,在实际生活中,许多复杂系统都可以建模成一种复杂网络进行分析。ba无标度网络(如图2所示)指的是具有无标度特性的复杂网络。无标度特性是指大部分节点(小度节点)只和很少节点连接,而拥有较多连接的节点是少数,反映复杂网络本身具有异质性:各节点之间的连接作度分布不均匀。其中,拥有较多连接的节点被看作网络中的枢纽,对无标度网络的运行起着主导作用;它们的存在使得网络对意外故障有强大的承受能力,与此同时,面临协同攻击时则显得异
常脆弱。
28.部分工艺复杂的产品制造的整个过程涉及的节点很多,包括工艺要素、中间质检要素和最终质检要素,但并不是都能够对最终的质量特性产生重要影响,拥有较多连接的节点,在质量误差的传播过程中,被经过的机会相比其他节点更高,因此这些节点一旦出现异常,牵动全局导致最终质量问题的可能性更大,因此,对多工序加工过程建立ba无标度质量传递网络,利用其无标度特性,找出拥有较多连接的节点,恰是我们认为的比较关键的工艺节点。一个具体的复杂网络可抽象为一个由点集和边集组成的图,每一条边都有一对点与之对应。
29.基于对复杂制造工艺过程和网络无标度特性的分析可知,多工序加工过程质量传递网络属于有向网络图,如图3所示,对其计算各节点连接度,连接度高的工艺节点,可以看作关键工艺节点。
30.在实施中,步骤二中对质量传递网络的特征进行分析的内容除节点连接度外,还包括聚集系数、最短路径,其中:
31.节点连接度:与当前节点有连接的所有节点的数目;
32.聚集系数:描述节点和邻居节点的紧密程度,代表了出现连边的概率,应用于无向图;
33.最短路径:一个节点到另一个节点的最短连边数量。
34.步骤三中所述的机器学习boosting是一种集成学习算法,主要思想是通过弱学习器的迭代进行强化学习。弱学习器是一种统称,指的是结构简单、预测能力较低的模型,如简单的线性或决策树模型。迭代的过程是不断缩小预测误差的过程,每次迭代,产生一个新的学习器,保留为基学习器的同时,由预测结果与真实结果的残差入手,强化对错误贡献度高的样本,作为下一次迭代的对象,目标是降低残差。boosting就是以某种策略组合许多个学习能力一般的弱学习器,得到一个强分类器,其性能远远优越于任一单一基学习器。模型能够实行自动特征选择并捕捉高阶交互而不会中断。这些交互信息对于分析工艺参数之间的联动作用至关重要。boosting的算法原理如图4所示。
35.在实施中,步骤三中所述xgboost模型的算法流程为:
36.(1)先从初始训练集训练出一个基学习器;
37.(2)再根据基学习器的表现对样本权重进行调整,增加基学习器误分类样本的权重;
38.(3)基于调整后的样本来训练下一个基学习器;
39.(4)如此重复进行,直至基学习器数目达到事先指定的个数,将这些基学习器通过集合策略进行整合,得到最终的强学习器。
40.adaboost和gradient boosting是两种主要的boosting框架,前者强化误差主要贡献度样本的方式是提高其在学习过程中的出现频率,通过对数据样本进行重排;后者不改变数据分布,而是针对误差主要贡献度的样本,放大其期望输出值,以达到重点突出的目的。xgboost是gradient boosting的一种高效系统实现,并非单一算法,它保留了gbdt回归树生成算法和梯度提升思想,同时该系统针对快速并行树构建进行了优化,并将树推进算法扩展到具有容错保证的数十亿个样本。
41.进一步,所述xgboost模型的伪代码为:
42.输入:训练数据集(x,y),迭代次数m,损失函数l,基学习器b
43.f0(x)=0
44.对m=1
…
m:
45.对(x,y)中所有(x
i
,y
i
):
46.计算
47.f
m
(x)=b(x,y
m
,l2loss)
48.f
m
(x)=f
m
‑1(x)+f
m
(x)。
49.步骤四是利用tree
‑
shap算法对xgboost模型结果进行解释,衡量各参数对目标加工特征的贡献度和交互作用程度,以此识别关键的工艺参数及参数间联动作用。
50.特征重要性分析是机器学习模型解释的一个重要组成部分。特征重要性的定义是当改变一个特征的值的时候,对于预测误差带来的变化。当我们改变一个特征,预测误差发生了很大的变化,说明该特征有较大影响力;相反如果改变另一个特征的值,对于预测结果的误差影响不大,则说明这个特征无关紧要。特征重要性提供了一个高度概括的对模型的洞察,它包含了所有特征的交互,计算特征重要性不需要重新训练模型。
51.在实施中,步骤四中的贡献度为shap value。shap名称来源于shapley additive explanation,在合作博弈论的启发下构建的解释模型。其定义方式来源于博弈论的shapley value。计算一个特征加入到模型时的边际贡献,然后考虑到该特征在所有的特征序列的情况下不同的边际贡献,取均值,即某该特征的shap baseline value。
52.shap将模型的预测值解释为每个输入特征的归因值之和:
53.y
i
=y
base
+f(x
i,1
)+f(x
i,2
)+
…
+f(x
i,k
)
54.对于每个预测样本,模型都产生一个预测值,shap value就是该样本中每个特征所分配到的数值。假设第i个样本为xi,第i个样本的第j个特征为xi,j,模型对第i个样本的预测值为yi,整个模型的基线(通常是所有样本的目标变量的均值)为ybase。
55.其中f(xi,j)为xi,j的shap值。直观上看,f(xi,1)就是第i个样本中第1个特征对最终预测值yi的贡献值,当f(xi,1)>0,说明该特征提升了预测值,也正向作用;反之,说明该特征使得预测值降低,有反作用。
56.在实施中,对于每个预测样本shap value,采用以下公式进行计算:
[0057][0058]
φ
j
为特征j的归因值,即shap value,{x1,
…
,x
p
}是所有输入特征的集合,p为所有输入特征的数目,为{x1,
…
,x
p
}\{x
j
}不包括{x
j
}的所有输入特征可能的集合,f
x
(s)为特征子集s的预测,为权重,表示子集s的特征组合情况占比,分母表示p个特征在任意排序的情况下有种p!组合情况,分子表示当确定了子集s后,子集s本身有|s|!顺序组合,剩余的特征有(p
‑
|s|
‑
1)!组合。
[0059]
在实施中,步骤四中的交互指数为shap interaction value。shap interaction value基于博弈论中shapley交互指数,用于发现特征间的联合效应。特征归因通常在输入
特征之间分配,每个特征分配一个归因值,但是我们可以通过将交互效果与主要效果分离来获得额外的信息。如果我们考虑成对的相互作用,就会得到一个属性值矩阵,表示所有的两个特征对给定模型预测的影响。由于shap值是基于博弈论中的经典shapley值,所以通过更现代的shapley交互指标可以得到对交互效果的自然扩展。
[0060]
shap interaction value的计算基于以下公式:
[0061][0062]
wheni≠j,and
[0063]
δ
ij
(s)=f
x
(s∪{i,j})
‑
f
x
(s∪{i})
‑
f
x
(s∪{j})+f
x
(s)
[0064]
φ
i,j
是特征i与特征j的shap interaction value,m是特征的数量,f
x
(s)为特征子集s的预测,δ
ij
(s)减去单个特征的影响,在考虑排除其他影响后得到相互作用的影响,与shap value类似,为权重,表示子集s的特征组合情况占比。
[0065]
本发明技术方案更适用于航空产品类长流程的复杂工艺过程,以航空涡轮叶片精密铸造工艺为例,由于该类产品加工工艺复杂,且上下游工艺之间有复杂的联动影响性,即上工段加工工艺可能与下工段工艺产生联合作用从而对产品质量影响。依照基于统计分析及人工经验的方式目前难以找到加工全流程中关键的质量影响因素,更无法准确定位因素的联动影响作用,从而无法针对全加工流程实现对产品的质量有效控制,导致如精铸叶片等产品的制造合格率偏低,已经成为困扰航空制造的重要问题。
[0066]
本发明技术方案针对以上问题采用工业大数据技术中的机器学习算法进行数学建模,并将产品工艺机理构建复杂网络模型融入机器学习算法模型,创建基于工艺复杂网络模型与机器学习算法融合的方法,解决了航空复杂工序产品加工过程的质量控制问题。
[0067]
本发明技术方案创新的将工艺机理与大数据技术有效融合,能够实现针对全加工流程中对影响产品质量的关键工艺因素挖掘和定量评价,并能准确定位不同工艺因素的交互作用,从而有效指导生产者进行更为精准的质量控制。
[0068]
本方法突破了传统产品质量控制方法定性描述或者只针对单个独立因素进行产品质量控制的缺点,同时有效解决普通统计分析方法无法解决的实际工业生产数据高维度、强非线性、样本分布不均的问题。将工艺复杂网络融入机器学习算法进行建模,能够有效实现针对全加工流程中对影响产品质量的关键工艺因素挖掘,并能准确定位每工序中不同工艺因素的交互作用,从系统的角度衡量多个工艺因素的联动作用,发掘引起质量波动大的误差源,以便生产人员从全局角度对加工过程进行精准管理和控制,如对影响产品质量的不同工艺因素进行分等级控制、协调不同工段生产使有强联合效应的工艺参数产生正向影响,以提高产品合格率。
附图说明
[0069]
图1为本发明方法的流程图
[0070]
图2为ba无标度网络
[0071]
图3为有向网络图
[0072]
图4为boosting算法原理图
[0073]
图5为精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
型芯制造环节示意图
[0074]
图6为精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
蜡膜制造环节示意图
[0075]
图7为精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
涂料制壳环节示意图
[0076]
图8为精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
融化浇铸环节示意图
[0077]
图9为精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
后工序清理环节示意图
[0078]
图10为四层复杂网络图
[0079]
图11为型芯强度关键工艺参数识别图
[0080]
图12为型芯强度工艺参数联动作用识别图
[0081]
图13为有无叶片裂纹断裂关键工艺参数识别图
[0082]
图14有无叶片裂纹断裂工艺参数联合效应识别图
具体实施方式
[0083]
以下将结合附图和实施例对本发明技术方案作进一步地详述:
[0084]
实施例:
[0085]
本实施例以影响航空涡轮叶片精密铸造工敢流程质量的关键工艺参数为例进行分析,采用本发明所述基于工艺网络模型与机器学习算法的产品质量控制方法进行该分析的步骤如下:
[0086]
步骤一、梳理和确认精铸涡轮叶片工艺流程及质量参数。
[0087]
精铸涡轮叶片铸造工艺流程包含型芯制造、蜡膜制造、涂料制壳、融化浇铸、后工序处理等5个工段。考虑每道工段中材料、工艺等对加工质量的影响,对5道工段的工序和每道工序中的关键工艺参数进行梳理,并确认每道工序的中间检结果,如图6
‑
10。综合整个精铸叶片加工流程,合计共5个工段,65个工艺参数,15中间质检参数,13个最终质检参数。上游工段的制造加工带来的质量问题可能对下游产生影响,比如上游工段“型芯制造”中有质量“型芯裂纹断裂”的问题,会影响“蜡膜制造”工序中的所有质量。采集的影响涡轮叶片质量因素包括精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
型芯制造环节(如图5所示)、精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
蜡膜制造环节(如图6所示)、精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
涂料制壳环节(如图7所示)、精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
融化浇铸环节(如图8所示)、精铸涡轮叶片工艺因素及中间检、终检指标整理
‑‑‑
后工序清理环节(如图9所示)。
[0088]
步骤二、建立精铸涡轮叶片铸造全流程工艺复杂网络图模型
[0089]
根据工艺流程和工艺流程,定义工艺因素、工序、中间检和最终质检均为网络节点,根据工艺流程图中各参数之间的对应关系得到网络边,权重定义为存在即1,否则为0。由网络节点和网络边,生成多工序加工过程质量传递网络。网络四层节点——工艺参数、工序、中间质检、终检。如图10所示。4层网络节点连接度如表1所示。
[0090]
表1 4层网络节点连接度
[0091]
1degree1nodesteptype213蜡模尺寸偏差蜡模制造s_qp312蜡模模料蜡模制造ps
411结晶熔化浇注ps511蜡模强度蜡模制造s_qp610型芯压制型芯制造ps710蜡模压制蜡模制造ps810熔炼浇注熔化浇注ps910型芯强度型芯制造s_qp109制壳材料涂料制壳ps119热处理后工序清理ps
[0092]
(注:s_qp
‑
中间检,f_qp
‑
终检,pp
‑
工艺参数,ps
‑
工步)
[0093]
按照网络的结构,重要节点top3是蜡模尺寸偏差、蜡模模料和结晶,其中蜡模尺寸偏差是蜡模制造工序中的中间质检参数,蜡模模料和结晶分别是工序蜡模制造和工序熔化浇注中的工步。
[0094]
步骤三、机器学习xgboost算法建模
[0095]
建立xgboost算法模型挖掘影响叶片加工质量的关键工艺参数及参数交互作用。模型输入数据为工艺参数及质检结果数据和复杂网络模型(含工艺参数、中间检、终检的连接关系),采集xx航空精铸叶片数据约1000条。对样本数据进行z
‑
score 0
‑
1标准化,以样本数据对xgboost模型进行训练,训练得出较优的模型参数指标,包括调整步长、决策树深度、迭代次数等。
[0096]
步骤四、建立shap算法模型分析影响质检的关键工艺参数及参数间联动作用
[0097]
建立shap算法模型分析对某中间检/终检指标有关键性的紧前工艺参数或中间检指标,并挖掘指标间的联动作用等。结果的主要评价指标为shap value值和shap interaction value。其中,shap value值大说明该指标的重要程度大,通过观察shap interaction value指标结果的图形是否对称,发现参数之间的联动作用。
[0098]
由于质检参数众多,下面以部分结果为例进行解释说明。中间检指标:型芯强度(型芯制造工段);终检指标:叶片尺寸精度
[0099]
中间检指标分析:型芯制造工段
‑
型芯强度
[0100]
shap value
[0101]
图11为型芯强度关键参数识别结果,通过shap值柱状图可以发现对于型芯强度影响最大的工艺参数为升温速度,此外烧结温度和注射压力也具有一定影响。因此,对于型芯制造工段,在型芯强度方面质量的提高,首先要关注升温速度,生产者可以通过使用机器自动升温等智能、自动化技术手段进行进行升温的优化控制。
[0102]
shap interaction value
[0103]
图12为型芯强度关联作用分析结果,可以发现升温速度、烧结温度和注射压力三个关键工艺参数之间shap interaction value图形呈现不对称,存在联合效应,彼此的联合作用影响质检指标。因此,对于型芯制造工段,在型芯强度方面质量的提高,除了关注升温速度的关键工艺指标项外,还要注意烧结温度、注射压力与之可产生联动影响作用共同作用于型芯强度质量,生产者在进行升温时,同时也要关注烧结温度及注射压力参数,如使用机器自动升温,优化机器升温、烧结、注射加工流程,优化设备自动执行程序使加工过程按工规有效执行,以次进行质量有效控制。
[0104]
终检结果:有无叶片裂纹断裂
[0105]
shap value
[0106]
图13为有无叶片裂纹断裂识别结果,通过shap值柱状图可以发现对于该终检指标影响最大的参数为中间检指标蜡模尺寸偏差和蜡模强度。叶片裂纹是影响叶片质量的重要质检表征,在工序中间检时要加强对蜡模尺寸偏差和蜡模强度的关注和检测力度,通过严格控制中间检质量提高终检质量结果。
[0107]
shap interaction value
[0108]
图14为对于有无叶片裂纹断终检指标,此处截取最明显的联合效应图作为展示,可以发现蜡模尺寸偏差、蜡模强度、模壳强度三个中间检参数存在很强度联合效应,共同影响有无叶片裂纹断裂,而蜡料残留指标项相对独立。叶片裂纹是影响叶片质量的重要质检表征,在工序中间检时除了加强对蜡模尺寸偏差和蜡模强度的单独关注外,还要注意模壳强度指标项可能与蜡模尺寸偏差、蜡模强度存在联动影响作用影响最终质量,中间检时应对此三个指标应进行综合分析评价判断,以判别对最终质量可能产生的影响性,丛而决定是否返工或者报废。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1