一种基于CATIA的同步工程自动化检查方法及系统与流程
一种基于catia的同步工程自动化检查方法及系统
技术领域
1.本发明属于汽车技术领域,涉及一种基于catia的同步工程自动化检查方法及系统。
背景技术:
2.catia是英文computer aided tri
‑
dimensional interface application的缩写,是世界上一种主流的cad/cae/cam一体化软件。
3.目前,汽车工业主要是通过设计数据,构造零/部件cad模型和模具cad模型,再通过数控加工制造模具,进而再进行零件生产的设计制造流程。随着新车型的增加及对工作质量的严格要求,目前车型开发过程中主要依靠传统的人工手动方式进行同步工程制造可行性检查,按照10个项目的体量进行工时模型计算,每个项目需要进行四轮焊装同步工程数据检查,分别在cr/v0/v1/v2这四个阶段开展。每次人工检查周期为6w,需要检查总条目7000项条目以上,检查频次预计不低于57万次;再考虑到工程更改因素,人工进行检查工作量及工作时间会更久,存在时效性及准确性差,人员资源投入大,对人员专业素养要求高且周期长等问题,而且在检出问题后需要工程师转化为ecr报告,为便于产品设计人员解读报告,需要大量截图/断面及文字描述,要求编写质量高,工程师工作时间存在较大的浪费,造成人力资源投入的浪费,并且数据检查的准确性及质量无法保证。
技术实现要素:
4.本发明的目的是针对现有技术存在的上述问题,提出了一种基于catia的同步工程自动化检查方法及系统,其所要解决的技术问题是:如何提高车身数据检查分析效率及检查精度。
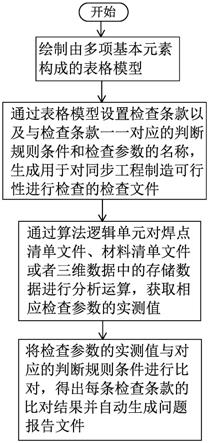
5.本发明的目的可通过下列技术方案来实现:一种基于catia的同步工程自动化检查方法,包括如下步骤:
6.绘制由多项基本元素构成的表格模型,所述基本元素包括检查条款项、判断规则项以及检查参数项;
7.在表格模型的检查条款项中设置同步工程制造的检查条款,在判断规则项中设置与检查条款一一对应的判断规则条件,将需要进行实测值计算来判定同步工程制造是否符合相应检查条款的检查参数的名称设置到检查参数项中,从而生成用于对同步工程制造可行性进行检查的检查文件;
8.通过算法逻辑单元对焊点清单文件、材料清单文件或者三维数据中的存储数据进行分析运算,获取相应检查参数的实测值;
9.将检查参数的实测值与对应的判断规则条件进行比对,得出每条检查条款的比对结果并自动生成问题报告文件。
10.本方法是在catia软件现有的功能上进行二次开发,开发具有对汽车制造工艺进行自动化检测的功能,通过该功能来判断汽车在产品设计时是否会存在与制造工艺需求相
违背的问题。本方法的工作原理为:首先通过编程开发语言开发由多项基本元素构成的表格模型,基本元素包括检查条款项、判断规则项以及检查参数项,在进行自动化检查时,通过表格模型将需要进行自动化检查的同步工程制造的检查条款设置于检查条款项中,判断规则条件设置于判断规则项中,检查参数的名称设置于检查参数项中,检查条款、判断规则条件以及检查参数的名称的这些数据可以通过人为进行输入,也可以通过点击检查条款项、判断规则项和检查参数项自动产生与当前三维模型相关的检查条款、判断规则条件以及检查参数,从而生成用于判断同步工程制造可行性的检查文件。在进行自动化检查时,通过算法逻辑单元对焊点清单文件进行分析运算获取检查条款所对应的的检查参数的实测值,或对材料清单文件进行分析运算获取,或者对三维数据进行分析运算获取,获取的检查参数的实测值与对应检查条款的判断规则条件进行比对,从而获得每条检查条款的比对结果,包括符合标准的和不符合标准的比对结果,若比对结果为不符合检查条款,则自动生成问题报告文件,工程师可根据问题报告文件对同步工程制造的数据进行修改,通过本方法实现了检查条款的自动化检查,有效缩短了车身数据检查周期,提高了问题分析效率,而且是根据判断规则文件进行自动分析判断,问题检查的精确度高。
11.在上述的基于catia的同步工程自动化检查方法中,所述检查条款包括点焊装配工艺检查条款、凸焊装配工艺检查条款、熔焊装配工艺检查条款、植焊装配工艺检查条款、spr焊装配工艺检查条款、fds焊装配工艺检查条款、胶装工艺检查条款以及零部件尺寸检查条款。多条检查条款的设置,能够在车型开发过程中更全面地对同步工程制造进行全面地可行性检查,提高工艺检查的准确性和质量。
12.在上述的基于catia的同步工程自动化检查方法中,针对点焊装配工艺检查条款,设置到检查参数项中的检查参数的名称具有多个,包括板材层数、板材类型、每层板材厚度、最小曲率半径值、焊接边宽度、凹槽宽度、凹槽半宽值、焊点间距、工具外形到周边件的最大距离、焊点中心线到周边件切边的最小距离。
13.在上述的基于catia的同步工程自动化检查方法中,针对凸焊装配工艺检查条款,设置到检查参数项中的检查参数的名称具有多个,包括标准件中心线到切边的最小距离、标准件中心线到r角根部的最小距离、包络圆柱面半径、板件质量、标准件到板件边缘的最小距离、板件最大尺寸、标准件属性、标准件的轴线、标准件定位孔的尺寸、u型翻边尺寸、l型翻边尺寸、c型翻边尺寸和标准件列表。
14.在上述的基于catia的同步工程自动化检查方法中,针对熔焊装配工艺检查条款,设置到检查参数项中的检查参数的名称具有多个,包括焊点曲面间距、焊点设计长度、焊接法兰边宽度和焊点间距。
15.在上述的基于catia的同步工程自动化检查方法中,针对植焊装配工艺检查条款,设置到检查参数项中的检查参数的名称具有多个,包括每层板材厚度、标准件属性、镀锌层厚度、标准件列表、对手件扭矩值、最小曲率半径值、中心线到中心的焊点间距、中心线到中心线的焊点间距、工具外形到周边件的最大距离以及凹凸面半宽值。
16.在上述的基于catia的同步工程自动化检查方法中,针对胶装工艺检查条款,设置到检查参数项中的检查参数的名称具有多个,包括焊接法兰边宽度、涂胶宽度、中心线到曲线的焊点间距以及曲线到曲线的焊点直线间距。
17.在上述的基于catia的同步工程自动化检查方法中,针对spr焊装配工艺检查条
款,设置到检查参数项中的检查参数的名称具有多个,包括板材层数、标准件属性、抗拉强度、板材类型、每层板材厚度、中心到切边的最小距离、中心到中心的焊点间距、标准件中心线到r角根部的最小距离、最小曲率半径值和工具外形到周边件的最大距离。
18.在上述的基于catia的同步工程自动化检查方法中,针对fds焊装配工艺检查条款,设置到检查参数项中的检查参数的名称具有多个,包括工具外形到周边件的最大距离、板材层数、抗拉强度、端部到周边件的最小距离、材料类型、每层板材厚度、标准件定位孔的尺寸、中心到切边的最小距离、标准件中心线到r角根部的最小距离、中心线到周边件的最小距离、中心线到中心线的焊点间距、最小曲率半径值以及中心线到曲线的焊点间距。
19.在上述的基于catia的同步工程自动化检查方法中,针对零部件尺寸检查条款,设置到检查参数项中的检查参数的名称具有多个,包括空腔最大尺寸、空开间隙、工具中心到周边件的最小距离、工具外形到周边件的最大距离、bom扭矩值、bom性能等级以及曲线到曲线的焊点直线间距。
20.不同的检查条款分别对应多项不同名称的检查参数,通过对多项不同名称的检查参数的分析,能够更准确更有效地实现对车身数据进行检查,能够提高检查精度,
21.在上述的基于catia的同步工程自动化检查方法中,检查参数的名称中的板材层数、材料类型和每层板材厚度的实测值均通过算法逻辑单元对焊点清单文件进行分析运算获得,具体操作包括:
22.从三维数据中获得焊点编号;
23.从焊点清单文件的point_id列表中获取与焊点编号相匹配的point_id值;
24.判断与point_id值相对应的joint_part_1列表、joint_part_2列表、joint_part_3列表和joint_part_4列表中是否有值,通过统计有值的列表数量来获得板材层数实测值;
25.判断与point_id值相对应的material_part_1列表、material_part_2列表、material_part_3列表和material_part_4列表中的值来获得每层板件的材料类型实测值;
26.判断与point_id值相对应的material_thickness_part_1列表、material_thickness_part_2列表、material_thickness_part_3列表和
27.material_thickness_part_4列表中的值来获得每层板件的板材厚度实测值。
28.在车型三维造型过程中,catia系统会自动生成焊点清单文件及三维数据,通过三维数据能够准确获知每个焊点的焊点编号、坐标等数据信息,焊点清单文件中同样存储有每个焊点的焊点编号,每个焊点编号分别对应存储有板材层数、板材厚度和材料类型等数据,通过本方法能够自动获取焊点清单文件中的数据,实现检查条款的自动化检查,有效提高了工作效率。
29.在上述的基于catia的同步工程自动化检查方法中,检查参数的名称中的材料类型和每层板材厚度的实测值均通过算法逻辑单元对材料清单文件进行分析运算获得,具体操作包括:
30.从三维数据中获得焊点编号;
31.从材料清单文件的数模编号列表中查询焊点编号所在的行;
32.由材料名称列查找焊点编号所在行的零件材料名称,从而获取每层板件的材料类型实测值;
33.由材料厚度列查找焊点编号所在行的板材厚度值,从而获取每层板件的板材厚度
实测值。
34.材料清单文件用于存储各焊点编号,以及各焊点编号对应的零件材料名称和板材厚度值,在自动化检查时,即可以通过查询材料清单文件也可以查询焊点清单文件对每层板材的材料类型实测值和板材厚度实测值进行提取,通过两种方法获得的实测值还能够进行相互比对,进一步提高了检查精度。
35.在上述的基于catia的同步工程自动化检查方法中,检查参数的名称中的bom扭矩值和bom性能等级的实测值均通过算法逻辑单元对材料清单文件进行分析运算获得,具体操作包括:
36.从三维数据中获得机械连接的标准件名称;
37.由材料清单文件的扭矩属性列表获取标准件名称所在行的bom扭矩值实测值;
38.由材料清单文件的紧固件性能等级列表获取标准件名称所在行的bom性能等级实测值。
39.在上述的基于catia的同步工程自动化检查方法中,检查参数的名称中除bom扭矩值、bom性能等级、材料类型和每层板材厚度这几个参数名称外,其余名称的检查参数的实测值通过算法逻辑单元对三维数据进行分析运算获得。
40.在上述的基于catia的同步工程自动化检查方法中,将比对结果转化并生成三维标注集存储于三维数据中,所述比对结果包括符合标准和不符合标准的比对结果。将比对结果转化生成三维标注集并存储于三维数据中,这样的操作可以减少问题点重复确认,提高工作效率。
41.一种基于catia的同步工程自动化检查系统,包括:
42.模型建立单元,用于绘制由多项基本元素构成的表格模型,所述基本元素包括检查条款项、判断规则项以及检查参数项;
43.基本元素设置单元,用于在表格模型的检查条款项中设置同步工程制造的检查条款,在判断规则项中设置与检查条款一一对应的判断规则条件,在检查参数项中设置需要进行实测值计算的检查参数的名称;
44.检查文件生成单元,用于在基本元素设置单元设置完成后生成用于对同步工程制造可行性进行检查的检查文件;
45.算法逻辑单元,用于根据检查文件生成单元生成的检查文件,对焊点清单文件、材料清单文件或者三维数据中的存储数据进行分析运算,获取相应检查参数的实测值;
46.比对单元,用于将检查参数的实测值与对应的判断规则条件进行比对,得出每条检查条款的比对结果并自动生成问题报告文件。
47.本基于catia的同步工程自动化检查系统在工作时,通过模型建立单元建立由多项基本元素构成的表格模型,基本元素包括检查条款项、判断规则项以及检查参数项,在进行自动化检查时,由基本元素设置单元通过表格模型将需要进行自动化检查的同步工程制造的检查条款设置于检查条款项中,判断规则条件设置于判断规则项中,检查参数的名称设置于检查参数项中,通过对检查参数的判定来确定同步工程制造是否符合相应的检查条款,在这些基本元素都设置完成后,由检查文件生成单元生成用于对同步工程制造可行性进行检查的检查文件,算法逻辑单元根据检查文件对焊点清单文件进行分析运算,或对材料清单文件进行分析运算获取,或者对三维数据进行分析运算获取,获取各名称检查参数
的实测值,获取的检查参数实测值由比对单元将其与对应检查条款的判断规则条件进行比对,从而获得每条检查条款的比对结果,包括符合标准的和不符合标准的比对结果,若比对结果为不符合检查条款,则自动生成问题报告文件,工程师可根据问题报告文件对同步工程制造的数据进行修改,通过本方法实现了检查条款的自动化检查,有效缩短了车身数据检查周期,提高了问题分析效率,而且是根据判断规则文件进行自动分析判断,问题检查的精确度高。
48.与现有技术相比,本基于catia的同步工程自动化检查方法及系统具有以下优点:
49.1、本发明通过对catia二次开发,实现了检查条款的自动化检查,产品工艺性由原人工审查改为自动化检查,同时实现了自动化检查判断过程的全记录,呈现计算的检查清单及问题清单,另外,问题清单及问题涉及的项目编号/版本数据/数据日期/ecr编号/pss/fg/pos/件号/材质/料厚/xyz坐标/截图问题类型/mr对应条款要求标准图片/mr条款版本号/问题重要度/断面的信息/文件生成/提出日期/会签人员/会签日期/问题责任人/要求回复日期,均可直接关联自动生成问题报告文件,本发明实现了自动化检查以及问题报告的自动化输出,有效提高了工作效率和问题检出率。
50.2、本发明的问题点还能够反导到三维数据中,减少了问题点重复确认,提高了工作效率。
附图说明
51.图1是本发明的控制流程图。
52.图2是本发明的结构示意图。
53.图中,1、算法逻辑单元;2、基本元素设置单元;3、检查文件生成单元;4、模型建立单元;5、比对单元。
具体实施方式
54.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
55.实施例一:
56.如图1所示,基于catia的同步工程自动化检查方法包括如下步骤:首先通过编程开发语言开发由多项基本元素构成的表格模型,基本元素包括检查条款项、判断规则项以及检查参数项;再通过表格模型将同步工程制造的检查条款设置到检查条款项中,设置的检查条款包括点焊装配工艺检查条款、凸焊装配工艺检查条款、熔焊装配工艺检查条款、植焊装配工艺检查条款、spr焊装配工艺检查条款、fds焊装配工艺检查条款、胶装工艺检查条款以及零部件尺寸检查条款,各工艺检查条款分别对应多项检查参数。各工艺检查条款中又具有多条检查要求,如点焊装配工艺检查条款具体包括:
57.材料焊接性要求material weldability requirement;
58.点焊板材匹配层数number of spot welded lap plates;
59.点焊板材匹配板厚比thickness ratio of spot welded plate;
60.点焊板材匹配弧度要求spot welding plate matching radian requirements;
61.焊点到焊接边的最小距离recommended flat flange overlap;
62.焊点到焊接边的最小距离recommended flat flange overlap;
63.焊接搭接边尺寸typical weld edge width requirements;
64.焊接搭接边尺寸typical weld edge width requirements;
65.焊点距离板材切边尺寸size of welding spot from cutting edge of plate;
66.焊钳到零件距离设定要求set the distance between welding clamp and parts;
67.焊点间距设定要求recommended spot weld spacing。
68.凸焊装配工艺检查条款具体包括:
69.凸焊人机工程要求project ion welding man
‑
machine engineering requirements;
70.凸焊标准件与板件孔径匹配要求projection welding standard and the plate parts aperture matching requirements;
71.凸焊标准件种类的要求projection welding standard kinds of requirements;
72.熔焊装配工艺检查条款具体包括:
73.熔焊到点焊的距离;
74.车身连接工艺熔焊设计长度要求(co*、mig、mag、tig)
75.design length requirements for fusion welding of body connection process(co*,mig,mag,tig)。
76.植焊装配工艺检查条款具体包括:
77.植焊的扭矩要求torque requirements for plant welding;
78.螺柱焊对板件要求requirements for studs;
79.焊枪与零件轮廓尺寸要求welding gun and parts contour size requirements;
80.spr焊装配工艺检查条款具体包括:
81.spr连接对底层板料厚要求panel thickness requirement by spr;
82.spr连接搭接边宽度要求spr flange width requirement。
83.fds焊装配工艺检查条款具体包括:
84.fds连接对搭接结构设计要求;
85.fds连接对搭接边宽度要求the design requirements of the lap edge width for fds joint;
86.fds连接对搭接结构设计要求the design requirements of fds joint for lap joint structure。
87.胶装工艺检查条款具体包括:
88.螺柱焊与胶的距离要求the distance between stud welding and glue is required;
89.几何尺寸相邻性基本规则+结构胶geometry adjacent to basic principles;
90.零部件尺寸检查条款具体包括:
91.几何尺寸相邻性基本规则geometry adjacent to basic principles;
92.工具过孔尺寸。
93.表格模型中设置的检查条款至少有63项,在使用中也可以删除或者增加检查条款。
94.在判断规则项中设置与检查条款一一对应的判断规则条件,判断规则条件针对各项检查条款进行设置,可更精确到每项检查条款的检查要求上,如设置有:镀锌层厚度是否小于或等于10um;焊接时板材搭接设计应该是两层半或是三层板,不允许出现四层板搭接的设计,如有四层板搭接结构,应将其中一层板做缺口避让,设计为三层焊点。
95.在检查参数项中设置需要进行实测值计算的检查参数的名称,通过各名称的检查参数实测值来判定同步工程制造是否符合相应检查条款,在检查条款、判断规则条件和检查参数的名称都设置好后,生成用于对同步工程制造可行性进行检查的检查文件;
96.其中,检查参数项中设置的检查参数的名称,根据每项检查条款可对应设置多项检查参数的名称,具体为:
97.针对凸焊装配工艺检查条款,设置到检查参数项中的检查参数的名称包括标准件中心线到切边的最小距离、标准件中心线到r角根部的最小距离、包络圆柱面半径、板件质量、标准件到板件边缘的最小距离、板件最大尺寸、标准件属性、标准件的轴线、标准件定位孔的尺寸、u型翻边尺寸、l型翻边尺寸、c型翻边尺寸和标准件列表;
98.针对熔焊装配工艺检查条款对应,设置到检查参数项中的检查参数的名称包括焊点曲面间距、焊点设计长度、焊接法兰边宽度和焊点间距;
99.针对植焊装配工艺检查条款对应,设置到检查参数项中的检查参数的名称包括每层板材厚度、标准件属性、镀锌层厚度、标准件列表、对手件扭矩值、最小曲率半径值、中心线到中心的焊点间距、中心线到中心线的焊点间距、工具外形到周边件的最大距离以及凹凸面半宽值。
100.针对胶装工艺检查条款,设置到检查参数项中的检查参数的名称包括焊接法兰边宽度、涂胶宽度、中心线到曲线的焊点间距以及曲线到曲线的焊点直线间距。
101.针对spr焊装配工艺检查条款,设置到检查参数项中的检查参数的名称包括板材层数、标准件属性、抗拉强度、板材类型、每层板材厚度、中心到切边的最小距离、中心到中心的焊点间距、标准件中心线到r角根部的最小距离、最小曲率半径值和工具外形到周边件的最大距离。
102.针对fds焊装配工艺检查条款,设置到检查参数项中的检查参数的名称包括工具外形到周边件的最大距离、板材层数、抗拉强度、端部到周边件的最小距离、材料类型、每层板材厚度、标准件定位孔的尺寸、中心到切边的最小距离、标准件中心线到r角根部的最小距离、中心线到周边件的最小距离、中心线到中心线的焊点间距、最小曲率半径值以及中心线到曲线的焊点间距。
103.针对零部件尺寸检查条款,设置到检查参数项中的检查参数的名称包括空腔最大尺寸、空开间隙、工具中心到周边件的最小距离、工具外形到周边件的最大距离、bom扭矩值、bom性能等级以及曲线到曲线的焊点直线间距。
104.在表格模型上的各项基本元素都设置完成之后,通过算法逻辑单元1对各项检查参数的实测值进行获取,算法逻辑单元1通过编程开发语言开发实现,不同的检查参数对应不同的算法逻辑,具体为:
105.检查参数的名称中的板材层数、材料类型和每层板材厚度的实测值均通过算法逻辑单元1对焊点清单文件进行分析运算获得,具体操作包括:
106.从三维数据中获得焊点编号;
107.从焊点清单文件的point_id列表中获取与焊点编号相匹配的point_id值;
108.判断与point_id值相对应的joint_part_1列表、joint_part_2列表、joint_part_3列表和joint_part_4列表中是否有值,通过统计有值的列表数量来获得板材层数实测值;
109.判断与point_id值相对应的material_part_1列表、material_part_2列表、material_part_3列表和material_part_4列表中的值来获得每层板件的材料类型实测值;
110.判断与point_id值相对应的material_thickness_part_1列表、material_thickness_part_2列表、material_thickness_part_3列表和material_thickness_part_4列表中的值来获得每层板件的材料厚度实测值。
111.检查参数的名称中的bom扭矩值和bom性能等级的实测值均通过算法逻辑单元1对材料清单文件进行分析运算获得,具体操作包括:
112.从三维数据中获得机械连接的标准件名称;
113.由材料清单文件的扭矩属性列表获取标准件名称所在行的bom扭矩值实测值;
114.由材料清单文件的紧固件性能等级列表获取标准件名称所在行的bom性能等级实测值。
115.检查参数的名称中除bom扭矩值、bom性能等级、材料类型和每层板材厚度这几个参数名称外,其余名称的检查参数的实测值通过算法逻辑单元1对三维数据进行分析运算获得。具体为:
116.板材层数:通过焊点工具创建的焊点基类存储于三维数据中,在获取板材层数实测值的操作中,通过算法逻辑单元1查找三维数据名称中的下横线分割的字段数量来判定焊点层数,一条下横线表示两层板材层数,两条下横线则表示三层板材层数,判断后输出板材层数实测值;
117.最小曲率半径值:通过算法逻辑单元1从三维数据的焊点基类中获得最小曲率半径实测值;
118.焊接边宽度:通过算法逻辑单元1从焊点基类获得每个板件的基准大面和板厚大面的大面列表、切边线和r角线,取上一个板件的板厚面和当前板件的基准面的切边线和r角线,计算焊点中心线到边线的最小距离,得到最小距离点,构建焊点与最小距离点的连线,将直线投影到当前板件大面列表上,得到投影线,取该投影线的长度作为焊接边宽度值。通过该方法运算获得包括第1
‑
2层焊接边宽度实测值、第2
‑
3层焊接边宽度实测值和第3
‑
4层焊接边宽度实测值。
119.凹槽宽度、凹槽半宽值:通过算法逻辑单元1从焊点基类获得第一个板件的基准面和最后一个板件的板厚面的大面列表、r角线和r角面,由此判断是否为圆形凹槽,若是,以焊点和定义方向作轴线,计算轴线到r角根部曲线的最小距离,取其中最小距离的最小值作为凹槽半宽值实测值;若否,以焊点和定义方向作定义方向的平行平面,将平面依次旋转0~180度,与板件大面相交,得到交线,其中交线长度的最小值作为凹槽宽度实测值输出。
120.中心点到切边的最小距离:通过算法逻辑单元1从焊点基类获得每个板件的基准面和板厚面的大面列表、r角根部曲线、内/外切边线,计算焊点中心线到每个板件的r角根
部曲线、内/外切边线的最小距离,取其中的最小值,进而判断是否是标准件,标准件指的是螺栓和螺母,若是标准件,最小值则为目标值,若否,连接焊点和最小距离点作直线段,将直线沿定义方向拉伸得到拉伸面,将拉伸面与焊点所在大面相交,得到交线,取交线的长度作为目标值,即获得焊点中心线到边线的最小距离实测值。
121.中心到周边件切边的最小距离:通过算法逻辑单元1获取三维数据中每个板件的大面列表及周边件的切边线,由此判断是否存在周边件,若存在,判断是否与焊点做在大面贴合,若是贴合的,计算焊点中心线到周边件切边线的最小距离,取最小距离中的最小值作为目标值,即获得焊点中心线与周边件切边的最小距离实测值,若不存在或者不贴合,则结束。
122.工具外形到周边件的最大距离:通过算法逻辑单元1取得指定焊枪简化模型,计算简化模型与周边件及连接板翻边结构是否干涉,若干涉,最小距离值为0;若不干涉,记录最小距离值;取所有距离值的最大值输出(当非点焊校核时,若安装位置不满足大于5mm的要求,需要旋转[0
°
,360
°
)直到找到满足条件的位置未知),每次旋转1度,与周边件计算距离,从而获得最大距离值,即获得工具外形到周边件的最大距离实测值。如果是点焊,则判断是否为四门及背门门洞止口的位置,如果是,则不检查。
[0123]
焊点间距(焊点中心点到焊点中心点):通过算法逻辑单元1从焊点基类获得连接件列表,从焊点基类获得板件列表,每个板件的基准面大面列表,从板件列获得焊点基类列表,过滤具有相同检查类型的候选焊点基类,如果没有焊点基类存在,忽略该步骤,获得每一个候选焊点基类的连接件和基准面大面列表,过滤掉不同连接件焊点基类,获取在相同大面上的候选焊点基类,如果无焊点基类布置在相同大面上,忽略该步骤,从候选焊点基类获得定义方向和定义点,沿定义方向将定位点投影到大面上,计算当前焊点投影点到每个候选焊点投影点的最小距离值,取所有值中的最小值作为两个焊点的最小间距实测值。
[0124]
标准件中心线到切边的最小距离:通过算法逻辑单元1计算连接件与标准件贴合的大面列表,获取大面列表的内、外切边线,计算标准件中心轴线到切边线的距离,取最小值作为目标值,即获得标准件中心线到切边的最小间距实测值。
[0125]
标准件中心线到r角根部的最小距离:通过算法逻辑单元1计算板件与标准件贴合的大面,提取到板件翻边圆角根部边界曲线,计算标准件中心轴线到r角根部曲线的距离,取最小值作为目标值,即获得标准件中心线到r角根部的最小间距实测值。
[0126]
板件质量:通过算法逻辑单元1从三维数据的板组类获得板件列表,获得每个板件类的焊点基类列表,从焊点基类获得每个焊点类型,判断焊点类型是否有与输入类型一致的,若有获得每个板件对象的体积以及材料密度,通过密度与体积相乘的算法,得到板件质量,板件质量之和,获得板组质量实测值。
[0127]
标准件到板件边缘的最小距离:将板组沿凸焊标准件轴线方向投影到指定平面,获得轮廓线,计算标准件轴线在该平面投影点到轮廓线的最近距离,即获得标准件轴向中心距离板件边缘的最小距离实测值。
[0128]
板件最大尺寸:将板组沿凸焊标准件轴线方向投影到指定平面,将轮廓线离散,计算离散点的最大距离,即板件最大尺寸。具体操作为:从焊点基类获得定义方向,过焊点基类的定位点和轴线l做平面p1,过焊点基类轴线和平面p1的第一方向做远点和反向远点,并测量这两点到板件的距离,获取所有板件在当前角度的测量点,获取距离最远的两个点和
距离,将轴线旋转指定度数,默认1度,重复以上操作,共旋转180度,得到所有距离值中的最大值,即获得板件最大尺寸实测值。
[0129]
标准件的轴线:从焊点基类获得标准件的定义方向和定位点,进而获得向量xyz坐标和参考点xyz坐标的实测值。
[0130]
标准件定位孔的尺寸:通过标准件贴合面查找标准件贴合的板件,依次查找下一层贴合的过孔板件,计算每层板件的孔径和轴线位置,进而获得向量xyz坐标、参考点xyz坐标和孔半径值的实测值。
[0131]
u型翻边尺寸(焊点上方无遮挡):
[0132]
识别u型槽,并计算a/b/c值,其中,a值为焊点中心线到焊点上方最近交点所在大面列表的外翻r角线的最小距离中的最小值;b值为焊点上方最近交点所在大面列表的外翻r角线到焊点上方最近交点所在大面列表的切边线的最小距离值中的最小值;c值为焊点上方最近交点所在大面列表到焊点所在大面列表的最小距离,进而由a/b/c值获得u型翻边尺寸实测值,包括到r角根部的最小半宽值和最大高度值。
[0133]
l型翻边尺寸(焊点上方无遮挡):识别l型翻边,并计算a/c值,进而获得l型翻边尺寸实测值,包括到r角根部的最小半宽值和最大高度值。
[0134]
c型翻边尺寸(焊点上方无遮挡):识别c型腔,并计算e/f/d(g)值。其中e值为焊点中心线到焊点上方最近交点所在大面列表的切边线到最小距离中的最小值;f值为焊点中心线到焊点上方最近交点所在大面列表的外翻r角线的最小距离中的最小值;d(g)值为焊点上方最近交点所在大面列表到焊点所在大面列表的最小距离,进而由e/f/d(g)值获得c型翻边尺寸实测值,包括到r角根部的最小半宽值和最大高度值。
[0135]
标准件包络圆柱面半径:计算当前焊点特征或标准件沿轴线方向的外轮廓最小包络圆柱面的半径值,进而获得标准件包络圆柱面最小半径实测值。
[0136]
标准件属性:通过标准件的cadid值,到标准件清单中取标准件的属性实测值,包括是否为英制,尺寸,扭矩最大值。
[0137]
标准件列表:通过算法逻辑单元1搜索模型中的所有凸焊标准件,计算关联连接板件,建立映射表;通过标准件,反向查找与之关联的凸焊标准件,获得标准件名称列表实测值,包括标准件列表,名称与品牌,逗号分隔(同一标准件可能存在适用多个品牌的情况,逗号分隔);标准件与标准件之间通过竖线“|”分割。
[0138]
焊点间距(曲线到曲线):计算co2等热熔焊,在相同贴合面上,两两之间的最近距离,输出最小距离值实测值。
[0139]
焊点设计长度:获得每一段焊点参考线的长度,进而获得焊点设计长度实测值。
[0140]
焊接法兰边宽度:提取板材贴合面的重叠区域(由两组大面所在切边线和r角根部曲线界定),与曲线离散点处法平面相交得到两侧的交点,两侧交点的距离中的最小值作为焊接法兰边宽度,即获得关于焊接法兰边宽度的最小宽度实测值。
[0141]
焊点间距(曲线到中心):通过算法逻辑单元1计算熔焊参考线到点焊参考点之间的直线距离,具体操作为:从焊点基类获得定位特征、板件列表和每个板件的基准面大面列表,从板件类获得焊点基类列表,过滤参考类型的候选焊点基类,获得每一个候选焊点基类的基准面大面列表,过滤布置在相同大面上的候选焊点基类,从候选焊点基类获得定位点,计算当前焊点定位特征到每个候选焊点定位点的最小距离值作为焊点间距实测值。
[0142]
镀锌层厚度:从焊点基类获得板件类列表,读取第一个板件类,从板件类查找对应材料类,判断是否存在镀锌层,若存在从材料类列表中获得镀锌层厚度,之后读取下一个板件类,最后获得每层板件的锌层厚度实测值。
[0143]
对手件扭矩值:计算植焊标准件的轴线方向,从bom表中获得所有紧固连接螺母的空间变换矩阵(即配置变量m列),计算螺母的安装位置,匹配与轴线近似重合且安装位置最近的螺母(安装点之间的距离可配置)。从bom表中获得螺母的扭矩实测值。
[0144]
焊点间距(中心线到中心):将点焊参考点投影到板件的植焊贴合面上,计算点焊参考点到植焊中心线之间的直线距离(l),取所有值中的最小值作为目标值,即焊点间距最小距离实测值。
[0145]
焊点间距(中心线到中心线):从焊点基类获得定位点、定义方向和板件列表,从板件类获得焊点基类列表,过滤具有检查类型的候选焊点基类,如果无指定类型的焊点基类存在,忽略该步骤;获取每一个候选焊点基类的定位点及定位方向,沿定义方向,在连接件外侧插入虚拟件,其中的虚拟件高宽值,可后台进行配置,植焊包络体在参考点到螺钉尖方向,fds焊在参考点到螺钉尖反方向。判断包络体是否与候选焊点干涉,若是,距离值为0,若否,计算定位点到另一焊点定位方向的距离值,取所有值中的最小值作为焊点间距的最小距离实测值输出。
[0146]
凹凸面半宽值:获取焊点做在大面的切边线和r角边线,在不存在切边线且r角翻边方向相同时,判断r角线是否近似圆形,若是,根据r角的翻边方向判断凹凸类型,并计算焊点中心线到r角线的最小距离,将最小距离值作为凹凸面半宽实测值输出。
[0147]
胶接宽度:从焊点基类中获取涂胶宽度,判断焊点参考特征下是否存在名为“涂胶宽度”的参数,若是,读取参数值作为涂胶宽度;若否,读取默认值作为涂胶宽度,默认值可设置为10mm,从而获得:涂胶宽度实测值。
[0148]
焊点间距(中心线到曲面):从焊点基类获得定义方向和板件列表,从板件类获得焊点基类列表,过滤参考类型的候选焊点基类,如果无指定类型的焊点基类存在,忽略该步骤,获得每一个候选焊点基类的板件列表及贴合大面,过滤相同大面的候选焊点,从候选焊点基类获得定位特征,计算每个候选焊点定位特征到当前焊点定位方向的最小距离值,取所有值中的最小值作为植焊(fds焊)轴线到涂胶参考线之间的焊点间距的最小距离实测值。
[0149]
焊点间距(曲线到曲线):从焊点基类获得参考线,从总成类获得热熔型焊点基类,从候选焊点基类获得定位特征,计算定位参考线与参考线的距离,取所有值中的最小值作为热源类焊点到胶焊中心线的最小距离实测值。
[0150]
抗拉强度:从焊点基类获得板件类列表,依次从板件类列表获得材料类,从材料类获得最大及最小抗拉强度值,从而获得每层板件的最大/最小抗拉强度实测值。
[0151]
端部到周边件的最小距离:从焊点基类获得顶点值和周边板组类列表,依次计算每个板组类到顶点的距离值,取最小值输出,即获得端部到周边件的最小距离实测值。
[0152]
中心线到周边件的最小距离:插入虚拟件(指定直径的圆柱),计算圆柱与周边件是否干涉,若干涉,距离值为0;若不干涉,直接计算获得圆柱中心线与贴合面的交点到周边件的最小距离实测值。
[0153]
过孔位置尺寸:通过算法逻辑单元1过焊点中心线查找沿安装方向指定距离范围
内是否存在板件遮挡,如果有遮挡,过孔直径为0;如果无遮挡,计算过孔直径尺寸,及上方板件到连接板件外侧面的最小距离值,输出实测值:最小高度值和直径值。
[0154]
空开间隙(非接触):被测板件必须贴合在相同板件的大面上。获得贴合面位置的切边计算端部面之间的最短距离,输出实测值:最小孔空尺寸。
[0155]
空开间隙(搭接):被测板件贴合在另一板件的大面上,获得距离最近的r角根部边界曲线,计算端部面之间的最短距离,输出实测值:最小孔空尺寸。
[0156]
空腔最大尺寸:从三维数据中读取大面列表,判断焊点类型是否是胶焊,若是,判断所有大面列表中是否有任一面为r角面,若是,将r角面离散,计算离散点到另一连接板件焊点贴合面的所有面的最小距离,判断最小距离方向是否与最小距离点在另一面上的法线方向近似平行,若是,取所有最小距离中的最大值作为该处的空腔尺寸,取所有值中的最大值作为该处的空腔最大尺寸。输出实测值:空腔最大尺寸。
[0157]
通过算法逻辑单元1获取各项检查参数的实测值后,将检查参数的实测值与对应的判断规则条件进行比对,如板材层数的实测值为两层时,则判断满足判断规则条件,反之,若实测值为四层,则判断不满足判断规则条件,输出相应的比对结果,包括符合标准和不符合标准的比对结果,通过此操作,得出每条检查条款的比对结果并自动生成问题报告文件,问题报告文件涉及有项目编号/版本数据/数据日期/ecr编号/pss/fg/pos/件号/材质/料厚/xyz坐标/截图问题类型/mr对应条款要求标准图片/mr条款版本号/问题重要度/断面的信息/文件生成/提出日期/会签人员/会签日期/问题责任人/要求回复日期等。其中的比对结果也可以转化并生成三维标注集存储于三维数据中,如在三维数据中显示ok/ng数据集,便于人员查看,减少问题点重复确认,提高了工作效率。
[0158]
如图2所示,本基于catia的同步工程自动化检查系统包括:
[0159]
模型建立单元4,用于绘制由多项基本元素构成的表格模型,所述基本元素包括检查条款项、判断规则项以及检查参数项;
[0160]
基本元素设置单元2,用于在表格模型的检查条款项中设置同步工程制造的检查条款,在判断规则项中设置与检查条款一一对应的判断规则条件,在检查参数项中设置需要进行实测值计算的检查参数的名称,
[0161]
检查文件生成单元3,用于在基本元素设置单元2设置完成后生成用于对同步工程制造可行性进行检查的检查文件;
[0162]
算法逻辑单元1,用于根据检查文件生成单元3生成的检查文件,对焊点清单文件、材料清单文件或者三维数据中的存储数据进行分析运算,获取相应检查参数的实测值;
[0163]
比对单元5,用于将检查参数的实测值与对应的判断规则条件进行比对,得出每条检查条款的比对结果并自动生成问题报告文件。其中基本元素设置单元2与模型建立单元4连接,模型建立单元4与检查文件生成单元3连接,检查文件生成单元3与算法逻辑单元1连接,算法逻辑单元1与比对单元5连接。
[0164]
本基于catia的同步工程自动化检查系统是通过设置各种功能部件分别对应实现了基于catia的同步工程自动化检查方法。基于catia的同步工程自动化检查系统的工作原理可由上面基于catia的同步工程自动化检查方法来说明,这里不再赘述。
[0165]
实施例二:
[0166]
本实施例中的技术方案与实施例一中的技术方案基本相同,不同之处在于,检查
参数的名称中的材料类型和每层板材厚度的实测值均通过算法逻辑单元1对材料清单文件进行分析运算获得,具体操作包括:
[0167]
从三维数据中获得焊点编号;
[0168]
从材料清单文件的数模编号列表中查询焊点编号所在的行;
[0169]
由材料名称列查找焊点编号所在行的零件材料名称,从而获取每层板件的材料类型实测值;
[0170]
由材料厚度列查找焊点编号所在行的材料厚度值,从而获取每层板件的材料厚度实测值。
[0171]
实施例三:
[0172]
本实施例中的技术方案与实施例一中的技术方案基本相同,不同之处在于,检查参数的名称中的材料类型和每层板材厚度的实测值通过算法逻辑单元1对焊点清单文件进行分析运算获得外,还通过算法逻辑单元1对材料清单文件进行分析运算获得,具体操作包括:
[0173]
从三维数据中获得焊点编号;
[0174]
从材料清单文件的数模编号列表中查询焊点编号所在的行;
[0175]
由材料名称列查找焊点编号所在行的零件材料名称,从而获取每层板件的材料类型实测值;
[0176]
由材料厚度列查找焊点编号所在行的材料厚度值,从而获取每层板件的材料厚度实测值。
[0177]
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1